數控機床無報警故障維修一例
2014-04-25 05:15:26沈來彪
制造技術與機床 2014年1期
沈來彪
(中國電子科技集團公司第29 研究所,四川 成都610000)
1 故障現象
本單位一臺數控車床(哈挺cobra42,配置FANUC 21i-TA 系統)在自動運行過程中,時常出現中斷現象,此時機床冷卻液打開,主軸仍在旋轉,但沒有進給,即X軸、Z軸不動。機床一直保持這種狀態,并且沒有報警信息輸出。
2 故障診斷
通過對機床自動運行時的仔細觀察,最終發現了一個規律:機床總是在執行換刀指令如T0202、T1111后出現該故障現象,但該故障現象并不是每次換刀都出現,出現時也并不是在固定的某把刀位。
發現上述規律后,根據經驗首先懷疑刀塔鎖緊的檢測開關有故障,于是在故障現象出現時,調出PMC狀態顯示畫面,查看刀塔鎖緊信號X5.5 的狀態,發現其狀態為1,表示刀塔已經鎖緊,檢測開關正常,這與最初的推斷想悖。
根據經驗無法繼續檢查下去,并且沒有報警信息給予提示,轉而求助于系統自帶的診斷功能,在機床出現故障時,調出CNC 診斷畫面,發現診斷號000 為1。該診斷號的含義為:在執行輔助功能——M 功能、S 功能、T 功能、B 功能后,等待這些輔助功能完成的信號。如果該狀態為1,表明程序在自動運行中中斷,等待輔助功能完成信號。結合本例,可以推斷程序在自動運行中中斷是在等待換刀輔助功能完成的信號。為了進一步向下查找原因,調出PMC 梯形圖顯示畫面,查找G4.3 線圈(G4.3 的含義:G4.3 為0表示執行輔助功能未完成,G4.3 為1 表示執行輔助功能完成),試圖從梯形圖中找到G4.3 為1 時,滿足的條件。此時G4.3線圈所在行的梯形圖見圖1(注:本文中梯形圖皆為出現故障時的狀態,黑體表示接通)。
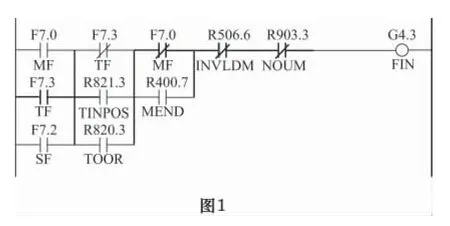
從圖1 可以看出,要使G4.3 線圈接通,只需要F7.3 常閉觸點、R821.3、R820.3 中任意一個接通即可。首先排除F7.3 常閉觸點接通的可能性,因為F7.3 常開觸點已接通,其次,通過PMC TRACE 畫面分別跟蹤R820.3 與G4.3 ,R821.3 與G4.3 時觀察發現,機床正常運行時,執行完T0 指令后,R820.3 會接通,直到G4.3 為1 后又斷開,執行完非T0 的換刀指令后,R821.3 接通,直到G4.3 為1 后又斷開,而本例中,是在執行非T0 的換刀指令后出現故障,故此時的故障原因在于R821.3 未接通,于是向下查找R821.3線圈,該線圈所在行的梯形圖見圖2。
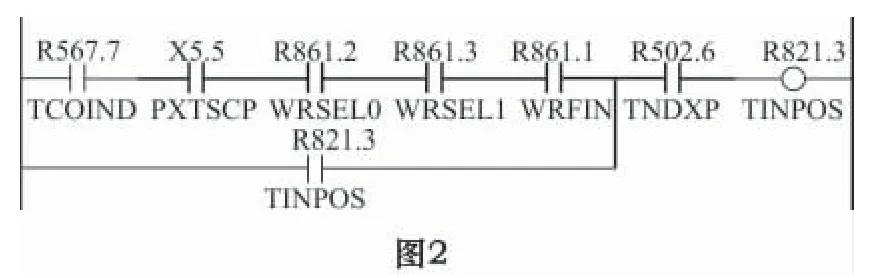
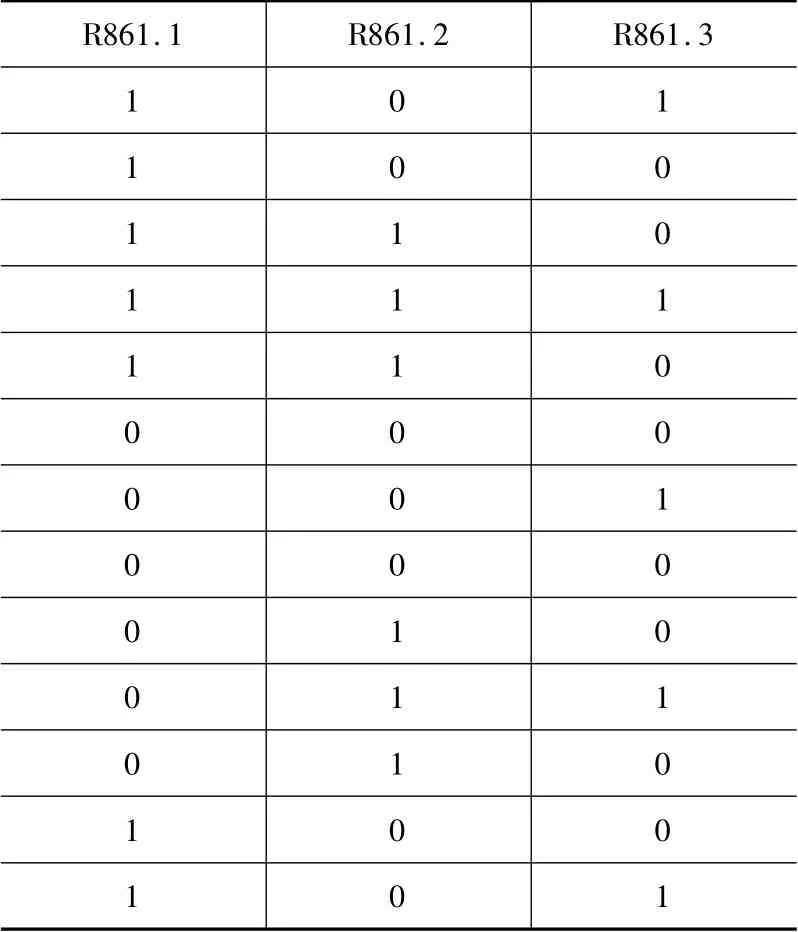
表1
在圖2 中:X5.5(刀塔鎖緊信號)、R502.6 已接通,R861.1、R861.2、R861.3 一直在閃爍,即狀態一直在變化,通過PMC TRACE 畫面,同時跟蹤R861.1、R861.2、R861.3 的狀態變化,其跟蹤畫面如表1 所示。從表1 中可以看出雖然R861.1、R861.2、R861.3 狀態一直 在 變 化,但 總 有 一 個 時 刻R861.1、R861.2、R861.3 是同時為1 ,即同時接通的狀態,所以R821.3線圈未接通的原因為觸點R567.7 未接通,于是向下查找R567.7 線圈,該線圈所在行的梯形圖見圖3。
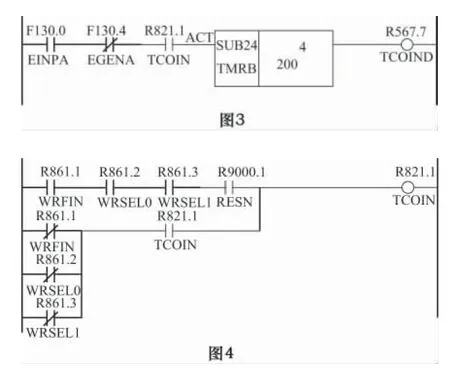
從圖3 中可以看出,要使R567.7 線圈接通,只需要R821.1 觸點接通。于是向下查找R821.1 線圈,該線圈所在行的梯形圖見圖4。
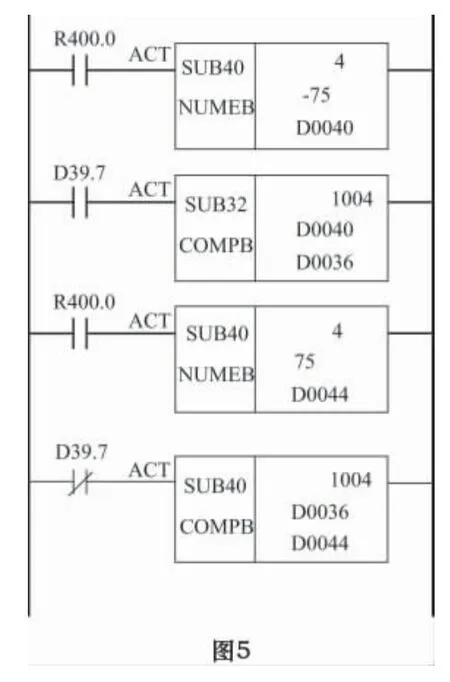
從圖4 中可以看出:要使R821.1 線圈接通,只需要R9000.1 為1 即可,因為總有一個時刻R861.1、R861.2、R861.3 是同時接通的狀態(理由同上)。但是R9000.1 是系統保留區,作為ADDB、SUBB、MULB、DIVB、COMPB 功能指令的運算結果寄存器,R9000.1=1 表示運算結果為負值。其狀態不能通過線圈繼續向下查找,也不能通過跟蹤畫面進行查看,而只能通過查看梯形圖中R9000.1 上方最接近的ADDB、SUBB、MULB、DIVB、COMPB 功能指令的運算結果,于是在圖4 的畫面上向上查找最接近的相關功能指令梯形圖,查找結果如圖5 所示。
從圖5 中可以看出,PMC 執行了將常數-75 賦給D0040、75 賦給D0044 以及D0040 與D0036,比較3 條指令,比較結果如果前者小于后者則R9000.1 =1,否則R9000.1 =0。出現故障時從PMC 數據表中查看到:D0040 = - 75,D0036 = - 90,D0044 = 75,由于D0040 = -75 >D0036 = -90,所以R9000.1 =0。
至此,故障原因歸結為:因為D0040 >D0036,從而R9000.1=0,R821.1=0,R567.7=0,R821.3=0,G4.3=0,診斷號000=1,輔助功能未完成,自動運行中斷。
但為什么D0040 >D0036,D0036 數據從何而來,又代表什么意思呢?通過對刀塔換刀時的仔細觀察,發現D0036 的值剛好等于刀塔鎖緊后其機械坐標A顯示的值與換刀指令值之差,如機械坐標A為5.910,指令為6.000,其差值為-0.090,D0036 的值就為-90(單位為0.001°),而且通過觀察還發現該差值并不是在刀塔伸出、旋轉換刀時產生,而是產生在刀塔縮回鎖緊時,由于通過鼠牙盤的嚙合使刀塔精確定位,機械上使刀盤旋轉了一定的角度,該角度的大小即為D0036的值。正常情況下,該值很小,如果該值偏大說明之前刀盤旋轉后停止時的位置不對。造成的原因主要有:伺服驅動故障、編碼器檢測故障、機械傳動故障等。
針對上述可能存在的故障原因逐一進行檢查,結果發現通過螺紋與刀盤連接的一旋轉軸有些松動,該軸末端固定了一同步齒形皮帶輪,通過同步傳動皮帶帶動編碼器旋轉,從而進行刀塔位置檢測。該旋轉軸的松動很可能就是造成刀盤旋轉后停止時位置不對的原因。
3 解決故障
將該松動的旋轉軸緊固,并對刀塔重新回零后,再次自動運行程序,發現每次換刀后,刀塔位置偏差的絕對值都小于0.075°,機床也再沒有出現中斷的現象,故障得以解決。
4 結語
在本例中需要注意的一些誤區:(1)不能簡單地認為刀塔鎖緊信號已給出,就認為換刀已結束;(2)FANUC 21I 系統規定G5.3(TFIN)為T 功能結束信號,G5.3 為0 表示T 功能結束,而在本例中G5.3 一直為0,那是由于機床廠家未設計使用G5.3 這一地址,故不能通過G5.3 的狀態來判定T 功能是否結束;(3)不能因為出現故障時機械坐標A值與指令值偏差過大就認為系統應該給出到位寬度超差報警,因為本例中A軸位置偏差過大來源于鼠牙盤的嚙合,而非執行伺服指令;(4)不能通過增大D0040 和D0044 的值,使D0036 的值在D0040 與D0044 之間,來解決故障,那樣會減小機床運行的安全系數,且不能從根本上解決問題。
當機床出現故障且沒有報警信息提示時,仔細觀察顯得尤其重要。在本例中,故障出現在換刀指令時的規律,圖1 中R821.3 和R820.3 誰該接通,D0036 數據的來源及含義等都是通過仔細觀察加分析而得出來的。而利用系統自帶的診斷功能則可以快速、準確地分析故障原因。如本例中通過NC 診斷畫面的診斷號000 為“1”診斷出機床輔助指令未完成,通過PMC 梯形圖對線圈G4.3 等的查詢,通過PMC 的TRACE 功能對R861.1、R861.2、R861.3 的狀態進行跟蹤等對故障的解決都起到了不可或缺的作用。
[1]宋松,李兵.FANUC 0i系列數控系統連接調試與維修診斷[M]. 北京:化學工業出版社,2010.
[2]葉暉.圖解NC 數控系統——FANUC 0i系統維修技巧[M].北京:機械工業出版社,2004.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
中華詩詞(2022年6期)2022-12-31 06:41:24
汽車維修與保養(2019年7期)2020-01-06 03:30:42
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
中國科技論壇(2017年7期)2017-07-25 08:49:53
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維護與修理(2015年2期)2015-02-28 12:15:39
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55
