應用西門子MCP 用戶自定義鍵接口控制迷你手持單元
2014-04-25 05:15:42孫永超李金龍
制造技術與機床 2014年2期
孫永超 李金龍
(齊重數(shù)控裝備股份有限公司,黑龍江 齊齊哈爾161005)
1 方案實施
在使用迷你手持單元時,需要分別對使能、軸選、增量、正、負、快速信號及手輪信號進行控制。通常情況下,需要將手輪信號引至數(shù)控系統(tǒng)上的對應插座,將其余控制信號線引到PP72/48 上。當手持單元安裝在按鈕站旁邊,距離數(shù)控系統(tǒng)很近時,可將控制信號連接到840D sl 和828D 用的機床控制面板MCP310C 和MCP483C 上帶有連接用戶自定義按鈕的I/O 接口X51 ~X55(圖1),無需再將線引到PP72/48 上。
2 初始硬件配置
①西門子SINUMERIK 840D sl 或SINUMERIK 828D 數(shù)控系統(tǒng);②MCP483C PN 或MCP310C PN;③手持單元部分:6FX2007 - 1AD03,6FX2006 - 1BG03,6FX2006 -1BG70;④手持單元到電柜的多芯連接電纜;⑤16 點輸入模塊。
3 改后硬件配置
①西門子SINUMERIK 840D sl 或SINUMERIK 828D 數(shù)控系統(tǒng);②MCP483C PN 或MCP310C PN;③手持單元部分:6FX2007 - 1AD03,6FX2006 - 1BG11,6FX2006 -1BG70。
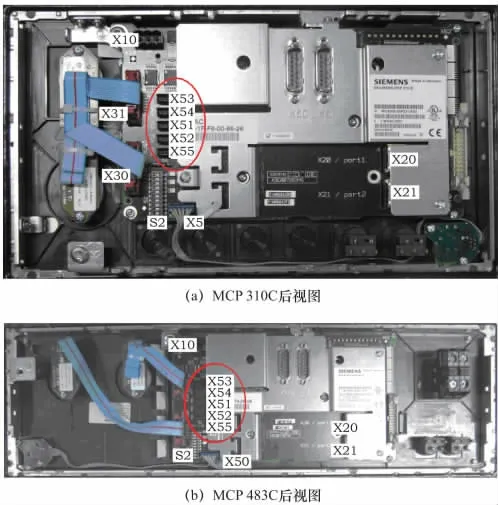
圖1 X51 ~X55 接口的位置示意圖
更改配置前后接線對比如圖2 所示。
4 使用及注意事項
在MCP 機床控制面板上,用戶自定義輸入輸出接口可供機床設計人員使用。其中,輸入點接口(圖3):X51,X52 和X55;輸出點接口(圖4):X53 和X54;這樣,在PLC 程序控制時,可使用系統(tǒng)內部分配的地址進行控制,而不占用外部的PC 地址。
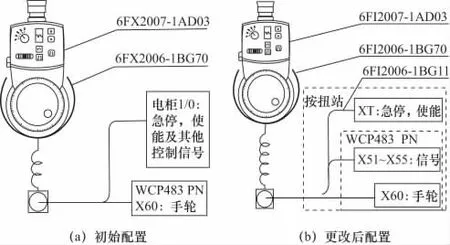
圖2 更改配置前后結構連接對比示意圖
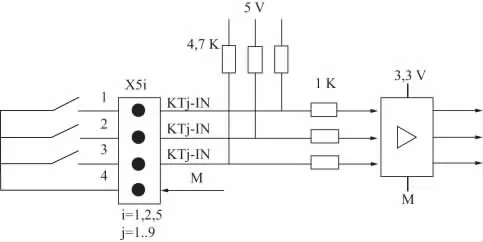
圖3 輸入點X51、X52、X55 的電路原理圖

圖4 輸出點X53、X54 的電路原理圖
在使用X51 ~X55 接口進行控制時,需要注意以下幾點:
(1)在進行數(shù)控系統(tǒng)訂貨時,需要訂購專用的4芯排線,訂貨號是6FC5247 -0AA35 -0AA0。
(2)X51 ~X55 的4 腳插頭提供的公共地為M—0 V,此腳與MCP 的24 V 電源的地—0 V 是通過內部接通的。在使用輸出點時,以MCP483 的X53 的1 腳為例(圖5),指示燈一端接到1 腳上,另一端接到4 腳上,PC 輸出端Q119.0 有輸出的情況下會在1 腳和4腳之間產生直流24 V 的電壓。由于輸出點的最大輸出電流是0.3 A,即最大可以帶7.2 W 的負載,因此推薦使用1.2 W 的指示燈。
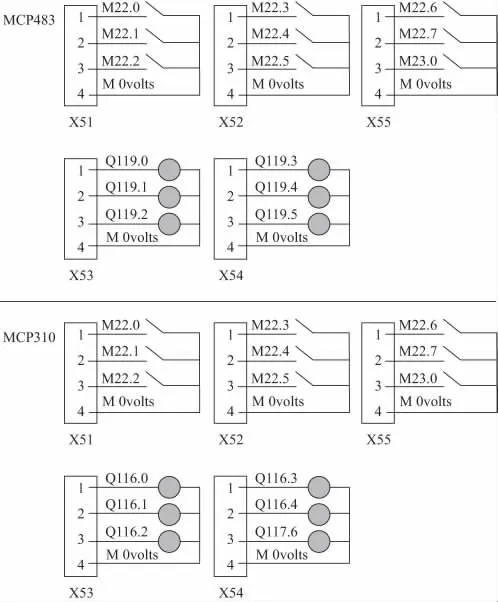
圖5 PLC 接口地址
(3)需要特別注意的是在使用輸入點,以MCP483的X51 的1 腳為例(圖5),按鈕的公共端連接1 腳,另一端連接到4 腳,當按鈕按下時4 腳的公共地即M0 V引入1 腳,此時將在I122.0 位產生高電平1 的信號。切記一定不要將外部24 V 電源P24 V 引入X51、X52和X55 的1 腳到3 腳,否則會造成輸入點的燒壞!
5 項目推廣及應用前景
使用MCP 用戶自定義鍵接口X51 ~X55 地址,可方便機床制造人員的硬件連接,減少故障點,節(jié)約成本約兩千元。該方案已經在產品設計時使用,并在用戶處得到驗證,可在機床設計應用中廣泛推廣。
猜你喜歡
兒童故事畫報·發(fā)現(xiàn)號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
電子制作(2018年11期)2018-08-04 03:25:42
商用汽車(2016年11期)2016-12-19 01:20:16
商用汽車(2016年6期)2016-06-29 09:18:54
商用汽車(2016年4期)2016-05-09 01:23:12
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
商業(yè)評論(2014年9期)2015-02-28 04:32:41