5.5MW 風機主軸鑄件鑄造工藝及缺陷防治研究
2014-04-27 02:09:51張昊偉劉建勇甄立軍
東方汽輪機 2014年2期
張昊偉,劉建勇,甄立軍
(東方汽輪機有限公司, 四川 德陽, 618000)
5.5MW 風機主軸鑄件鑄造工藝及缺陷防治研究
張昊偉,劉建勇,甄立軍
(東方汽輪機有限公司, 四川 德陽, 618000)
5.5 MW 風 力發電機是 2011 年公司風 電 的主要研 發機型, 主軸是風 機 的重要組 成 部件。 文章 從公司實際 生產 出發, 采用工藝試驗研究、 計算機MAGMA模擬軟件模擬的手段研究和解決了主軸鑄件生產中縮孔縮松缺陷的難點, 掌握其鑄造工藝設計技術,生產出符合要求的主軸鑄件。
風力發電, MAGMA模擬, 縮孔縮松
0引言
近年來,隨著人們對綠色能源、可再生能源需求的快速增長,以及傳統能源的過渡消耗,風力發電得到了突飛猛進的發展。目前,全球風力發電的主流機型是 1.5~2 MW 的風力發電機組。 但國內風電市場競爭日益激烈,為滿足市場發展的需要, 公司確立了 5.5 MW 海上抗臺風型風機的研發, 5.5 MW 風電機組的研發對東汽在風電市場中競爭取勝有著至關重要的意義。
1 零件結構及生產難點分析
主軸作為 5.5MW 風力發電機組中一個最為重要的大型部件,其零件外形如圖1所示,由兩端法蘭及柱面主體構成;它與主軸軸承架將風機輪轂和前機架相連接,是風機的主要承力部件。其零件尺寸約 4 100mm×4 100mm×2 200mm, 可車間 能 供 選 擇 的 最 大 砂 箱 尺 寸 僅 5 500 mm×5 500 mm, 導致吃砂量極其有限, 最小位置不足 200 mm, 而澆注總重量達 32 500 kg, 壓頭極大, 澆注過程中存在較大跑火風險,且此類厚大件加入的球化劑及孕育劑比率分別為 1.5%、 1.25%, 而普通鑄件一般為 1.25%、 1.0%, 這 就使得鑄件石墨漂浮及二次氧化渣缺陷風險增大,使得車間實際生產難度極大; 主軸最厚部位壁厚 220mm, 屬于超厚大球鐵件,其徑向尺寸相對較大,兩端法蘭與主體交接位置熱節集中,且壁厚不均勻;主體部分雖壁厚均勻, 但同樣較為厚大, 約 110 mm,鑄件補縮困難;容易形成縮孔縮松缺陷;鑄件毛坯需進行 100%UT 檢驗, 內部質量要求極高, 而且之前沒有任何此類鑄件的生產經驗可以借鑒。先后試制4臺份,其質量很難控制,特別是上端法蘭位置極容易出現縮孔縮松問題;主體部位容易出現大面積縮松等。
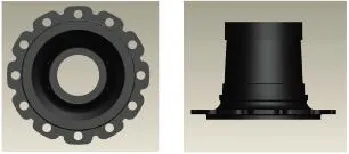
圖1 主軸零件結構
2 鑄件生產及缺陷分析
2.1 第一臺工藝及生產
因為沒有以往的生產經驗可以借鑒,所以首件工藝采用公司傳統的球鐵厚大類鑄件鑄造工藝方案,采用5開箱,以花瓣形法蘭面作為下端,連接前機架端法蘭朝上,縱向中心面作為中分面;在花瓣形法蘭底面及其下端大圓角內、外面等厚大位置共布放6排相關尺寸冷鐵,并采用整圈寬頸冒口置于上端法蘭面,配合少量冷鐵,以實現鑄件有效補縮;考慮到鑄件壁厚已經過大,為防止過大熱節而造成縮孔縮松缺陷,所以在增加加工余量時,在上端法蘭面及內外圓角位置均未增加余量,同時,其余位置盡量較少增加余量。
實際生產的鑄件在粗加工時, 上端 R50 圓角及下端 R327.5 圓角缺肉, 主體整圈凸臺上表面夾渣嚴重,缺陷成分為石墨漂浮,去除后無法保證精加工量。
分析首件工藝及缺陷原因,鑄件加工余量明顯不足, 才導致上端 R50 圓角缺肉, 凸臺表面夾渣不能有效去除, 見圖2。
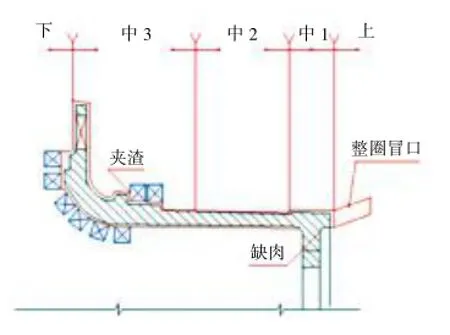
圖2 首件工藝方案及缺陷顯示
2.2 第二臺工藝及生產
考慮到首件加工余量不夠,次件在工藝上有效增加加工余量,有效杜絕缺肉及石墨漂浮缺陷。
實際生產的鑄件在上端法蘭位置存在較嚴重縮松, UT不合格。
對此件工藝及缺陷分析,在上端法蘭頂面增加 17 mm、 側 面 增 加 8 mm、 內 外 圓 角 皆 增 加 10 mm加工余量的情況下,使得此位置熱節圓直徑增大約 30mm, 達到約 200mm, 最終導致縮孔縮松缺陷, 見圖3。
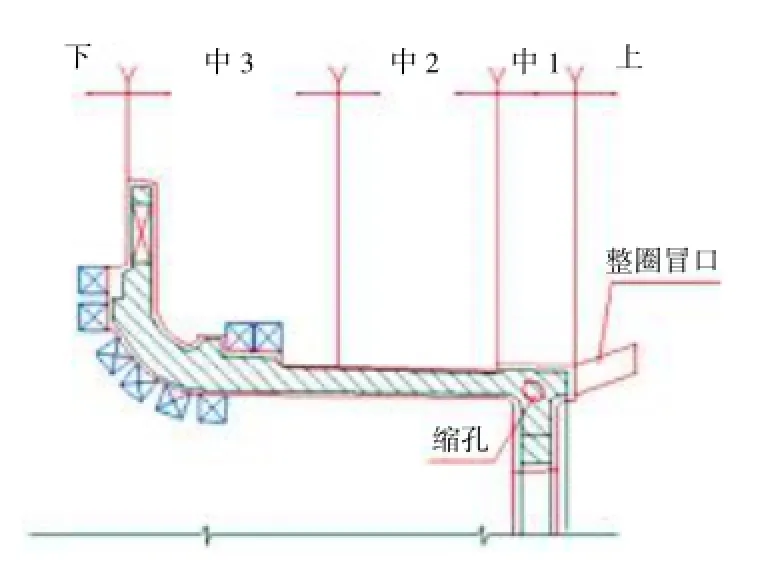
圖3 第二件工藝方案及缺陷顯示
2.3 第三臺工藝及生產
考慮到次件增加了加工余量,導致熱節過大,所需補縮量大大增加,第三件工藝在上端法蘭位置三面增加冷鐵,以減小此處熱節;并進一步增大整圈冒口尺寸,加大鑄件液態補縮力度。
實際生產的鑄件,上端法蘭位置仍有部分縮孔且主體部位發現大面積縮松, UT不合格。
分析工藝及缺陷原因,因加大冒口尺寸,冒口頸部過大,凝固時間過長,導致鑄件在石墨膨脹階段,鐵水受壓擠入冒口,俗稱倒抽,造成上部法蘭位置縮孔,同時,將法蘭位置補縮通道阻隔,無法提供足夠的液態鐵水對鑄件主體中部進行補縮, 故導致大面積縮松, 見圖4。
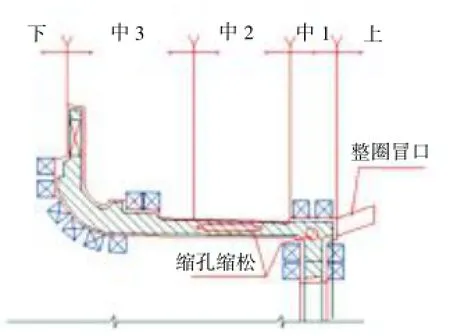
圖4 第三件工藝方案及缺陷顯示
2.4 第四臺工藝及生產
此件工藝按照鑄鋼件補縮理論設計,根據熱節圓法,在上端法蘭內環增加相應尺寸補貼,且進一步加大冒口尺寸,以達到將法蘭圓角位置熱節引至冒口的目的。且在主體管面內壁增設5排冷鐵,以防止此位置大面積縮松。
實際生產的鑄件,上端法蘭位置縮孔縮松嚴重, UT不合格。
分析此件工藝及缺陷得出,鑄鋼件順序凝固補縮理論或完全不適用于此類球墨鑄鐵件, 見圖5。
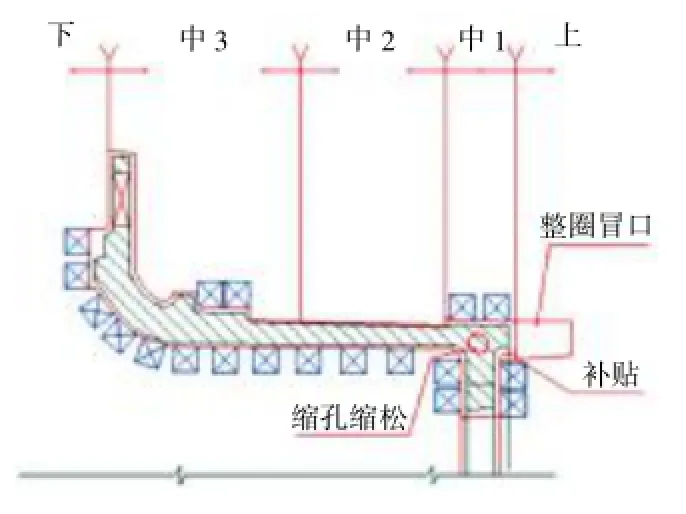
圖5 第四件工藝方案及缺陷顯示
2.5 缺陷分析
在實際生產過程中,通過對工藝的不斷優化,缺肉、石墨衰退引起的表面夾渣等已經得到有效解決,現造成鑄件報廢的主要缺陷為上端法蘭厚大位置縮孔縮松。
液態金屬在降溫的不同階段,發生3種類型的收縮。液態合金中空穴數量隨溫度下降而減少,近程有序的原子集團之間距離也隨溫度下降而縮短。因而溶液體積縮小,發生液態收縮。當溫度降低到液相線以下,直到凝固結束,在這個溫度范圍內發生凝固收縮,體積進一步減小。凝固體形成后溫度繼續下降,原子間距會進一步縮小,導致固態體積和輪廓尺寸減小,發生固態收縮。鑄造合金液態收縮和凝固收縮量大于固態收縮量時,如果在凝固過程中沒有外來溶液對收縮空間加以補充,鑄件內部將會出現空洞。集中存在的較大空洞稱為縮孔,成片分散存在的細小空洞群稱為縮松。
3 厚大件鑄造技術攻關
3.1 球墨鑄鐵自補縮理論
現階段關于球墨鑄鐵件的補縮方法主要有順序凝固冒口補縮和均衡凝固有限補縮兩種[1]。 前者屬于傳統的補縮理論,在之前選擇和設計球墨鑄鐵補縮方法時,大多遵循順序凝固的原則,按照前人的設計結果,對補縮冒口偏向于采取大冒口及大冒口頸,但通過主軸鑄件的試制結果表明,此種理論并不完全適用于此類超厚大型球墨鑄鐵件;恰恰相反,大冒口不但增大了上端法蘭位置的熱節還使得冒口頸根部也存在不同程度的縮孔縮松。
均衡凝固理論,是指球墨鑄鐵過冷度大,共晶凝固時間長,共晶團數量多,趨向于呈固-液共存的糊狀凝固。在其凝固過程中,先進行液態收縮,之后進入共晶轉變過程發生凝固收縮及石墨化膨脹,且一般其收縮總量大于膨脹總量;此種補縮理論要求冒口頸薄、寬。
3.2 冒口、 冷鐵設計
根據鑄件的實際情況并結合前4臺生產得到的寶貴經驗,進行了深入分析討論,并對原先工藝做了進一步的優化,根據熱節圓經驗比例法設計冒口。
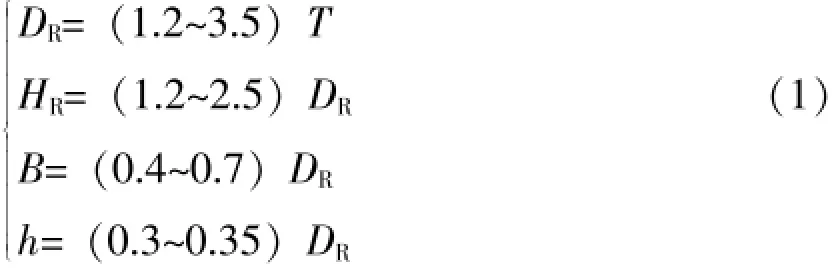
式中, T為熱節圓直徑; DR為冒口截面寬度;HR為冒口高度; B 為冒口頸寬度; h為冒口頸高度。
根據式(1), 鑄件實際熱節圓直徑 T=200 mm,則 DR=240mm, HR=360mm, B=96mm, h=84mm。
參閱有關資料[2], 鑄件所需的實際補縮量并不多, 液態收縮~3.2%, 基體金屬凝固~3%, 總收縮量僅~6.2%, 考慮其實收率, 盡量減小冒口主體尺寸 , 故 取 DR=180 mm, HR=300 mm; 參 考 之 前 的生產經驗,為充分利用其自補縮特性,在鑄件液態收縮完成后,冒口頸便盡快封閉,故進一步減小 冒 口 頸 尺 寸 , 取 B=60 mm, h=90 mm。 根 據 均衡凝固理論的核心:冒口既要離開熱節又要靠近熱節,以減少冒口對鑄件的熱干擾和利于補縮,故將冒口根部置于離熱節位置較遠的法蘭外環側;球墨鑄鐵件的石墨膨脹量為~4%, 為進一步降低其膨脹消耗量,將冒口設計為暗冒口,并將砂型強度提高至 1.2MPa。
在上端法蘭內環位置增設1圈冷鐵,并將之前此位置冷鐵改為成型冷鐵, 加大激冷程度,見圖 6。
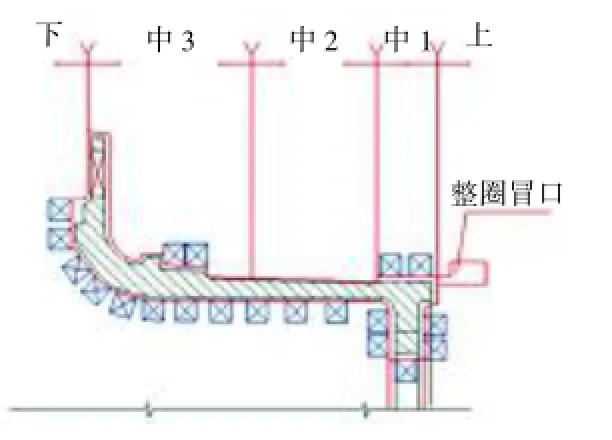
圖6 新工藝方案
3.3 澆注系統設計
球墨鑄鐵件澆注系統的特點:鐵液經過球化、孕育處理后溫度下降很多,且易產生氧化。因此,其澆注系統有 2 個特點: (1)大流量地輸送鐵液;(2)具有較好的擋渣作用。 又因為此鑄件尺寸較大,主要壁厚較大,所以選擇采用開放式的澆注系統,內澆口四周分散,保證金屬液平穩進入型腔, 并在最短的時間內充滿。 澆注時間采用式(2)計算。

式中, t為澆注時間 (s); GL為型內金屬液總重量, 包括澆、 冒口系統重量 (kg); S2為系數,取決于鑄件壁厚。
查閱相關資料[2], S2取 1.9, 則 t=342.5 s。
對于車間實際生產厚大球墨鑄鐵件, 將t減小30%, 則 t≈110 s。
阻流截面 A阻采用式 (3)計算。

式中, GL為型內金屬液總重量 (kg); t為澆注時間 (s); μ 為流量損耗系數; HP為平均靜壓力頭高度。
查閱相 關資 料[2], μ 取 0.41, HP=H0-0.5hC=115 cm (其中, H0為澆注總高, hC為鑄件高度。), 則A阻=216 cm2。
結合車間生產實際,澆注系統全部使用陶管澆 口 形 成 , 取 直 澆 道:2-φ120, ∑A直=226 cm2,基本符合計算結果。 取橫澆道:2-φ120, 內澆道: 12-φ80 (扁口)。 澆口比例 ∑A內∶∑A橫∶∑A直=3.8∶1.5∶1, 符合開放式澆注系統[3]。
3.4 MAGMA 凝固模擬
對鑄件進行三維造型, 運用 MAGMA 軟件對其進行充型、凝固模擬。分別對原工藝與新工藝在鑄件凝固 50%、 80%時的液態金屬分布進行對比, 如圖7、 圖8所示。 可以看出, 原工藝鑄件在兩端法蘭與主體交接位置金屬凝固過慢,液態補縮很難滿足其收縮量,而在新工藝中得到有效改善。
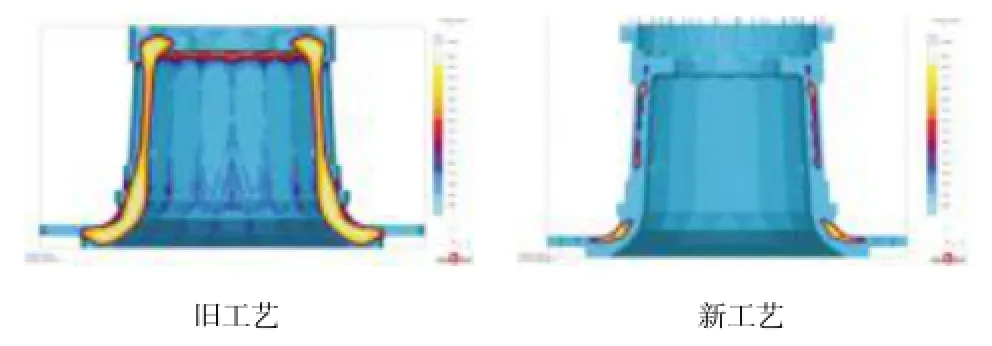
圖7 Fraction Liquid 模擬 (凝固 50%)
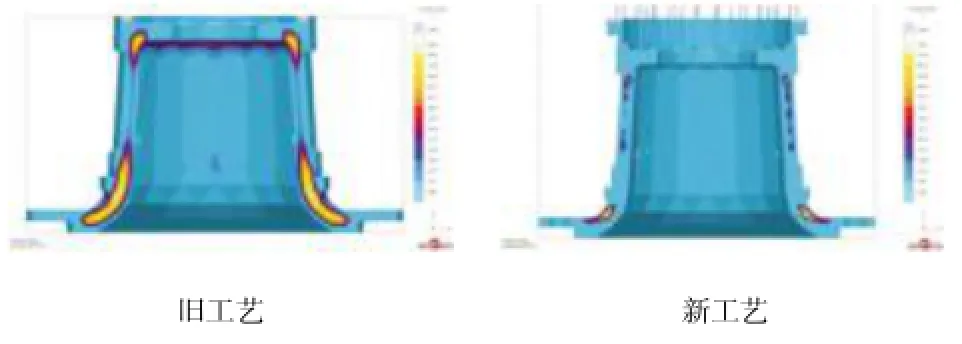
圖8 Fraction Liquid 模擬 (凝固 80%)
同時,原工藝在上述位置存在的嚴重縮孔縮松缺陷在新工藝中得到了根本改善,如圖9所示。
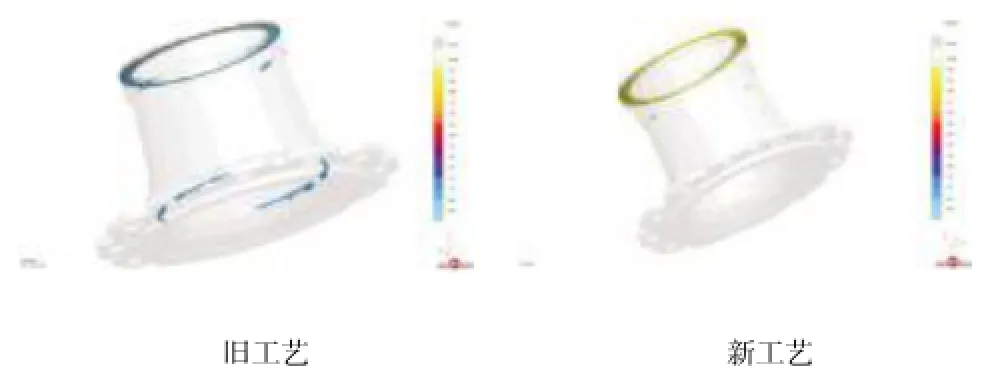
圖9 Porosity 模擬
3.5 實際生產質量控制
鑄件生產過程中,根據過程控制記錄,嚴格按照工藝要求設置澆注系統和放置冷鐵,并在縮孔縮松缺陷處填放鉻鐵礦砂,加強散熱,以縮小熱節。
2011 年 12 月 10 日, 經過不斷的摸索、 總結,終于成功澆注了 5.5MW 主軸鑄件, 對加工面粗加工、非加工面進行打磨,達到超聲波探傷要求的光潔度后嚴格按照標準進行探傷,所有面全部滿足探傷要求, 沒有發現任何缺陷, 12 月 30 日, 按照優化后的工藝再次成功澆注一件,同樣超聲波探傷無任何缺陷顯示,在公司要求的生產節點內成功完成主軸鑄件的生產任務,同時,也為之后公司生產此類超厚大球墨鑄鐵件總結了寶貴的經驗。
4 結論
(1)球墨鑄鐵厚大件的補縮應充分考慮其自補縮能力,需要冒口頸薄、寬、短,在鑄件液態收縮期間,冒口提供大量金屬液進行液態補縮,而當進入共晶轉變過程,大量石墨化膨脹開始或開始不久之時,冒口頸及時封閉,充分利用其自補縮特性。
(2)提高鑄型剛度, 可以提高石墨化膨脹的自補縮利用程度,不使膨脹量消耗于型壁擴大,是生產球墨鑄鐵件非常必要的因素。
[1]王文 清,李魁盛. 鑄 造 工 藝 學[M]. 北 京: 機 械 工 業 出 版 社, 2005
[2]中國 機 械工程學 會 鑄造分會. 鑄 造手冊[M]. 北 京: 機械工業出版社,2007
[3]陸 文華,李隆盛, 黃良余. 鑄造合 金及其熔 煉[M]. 北京: 機械工業出版社,2006
Research of Casting Process and Defect Prevention on 5.5 MW W ind Turbine Spindle
Zhang Haowei, Liu Jianyong, Zhen Lijun
(Dongfang Turbine Co.,Ltd.,Deyang Sichuan,618000)
The 5.5 MW wind turbine is the companyˊsmain researchmodel in 2011,and the spindle is the important component of the wind turbine.Based on the practical production,the article researches and solves the technical difficulty of the spindle casting production through research on technological tests and simulation of MAGMA software,and masters the casting process technology andmelting technology,produces the qualified spindle casting.
wind power,MAGMA simulation,shrinkage porosity
TG255
: B
: 1674-9987(2014)02-0038-05
張昊偉 (1987-), 男, 2010 年畢業于蘭州理工大學材料成型及控制工程專業, 主要從事球墨鑄鐵件工藝設計工作。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應用(2014年8期)2014-03-11 17:40:03