發(fā)動(dòng)機(jī)機(jī)體氣門挺桿孔加工工藝的改進(jìn)
2014-04-27 13:06:12李海東侯永剛
制造技術(shù)與機(jī)床 2014年5期
關(guān)鍵詞:發(fā)動(dòng)機(jī)工藝
李海東 侯永剛
(濰柴動(dòng)力股份有限公司,山東 濰坊261041)
柴油機(jī)由曲柄連桿機(jī)構(gòu)、配氣機(jī)構(gòu)和燃油供給系統(tǒng)3 大基本部分以及冷卻系統(tǒng)、潤滑系統(tǒng)、啟動(dòng)裝置和調(diào)速系統(tǒng)燈光等必要的輔助部件組成。各個(gè)機(jī)構(gòu)和系統(tǒng)上的零部件安裝在包括汽缸體、汽缸蓋、曲軸箱等機(jī)體部件上,把柴油機(jī)構(gòu)成一個(gè)整體。
在汽車的構(gòu)成部件中,發(fā)動(dòng)機(jī)的配氣機(jī)構(gòu)是非常重要的一個(gè)組成部分,它的作用和人體的呼吸器官一樣掌控著氧氣的進(jìn)入,對(duì)于發(fā)動(dòng)機(jī)能否做功擁有決定權(quán),不過它的工作環(huán)境可比呼吸器官嚴(yán)酷多了——油污、高溫、高壓,毫不夸張的說簡直有如煉獄。
發(fā)動(dòng)機(jī)配氣機(jī)構(gòu)能否高質(zhì)量工作是關(guān)系到發(fā)動(dòng)機(jī)動(dòng)力性能好壞的關(guān)鍵因素之一。配氣機(jī)構(gòu)的良好運(yùn)轉(zhuǎn)除靠配氣凸輪外還要靠挺桿體及挺桿孔之間的良好配合來保證的,因此對(duì)挺桿孔的加工質(zhì)量有嚴(yán)格的工藝要求。圖1 所示為發(fā)動(dòng)機(jī)配氣機(jī)構(gòu)簡圖。

圖1 發(fā)動(dòng)機(jī)配氣機(jī)構(gòu)簡圖
1 挺桿孔精度要求及工藝分析
1.1 精度要求
機(jī)體材料為HT250-GB9439,材料硬度為170~241 HB。孔徑尺寸精度為Φ38 mmH8,位置度要求為±0.1 mm,垂直度要求為0.04 mm;孔表面粗糙度為Ra1.6 μm,孔深77.5 mm,同一汽缸孔兩側(cè)的挺桿孔間距為72 mm,相鄰汽缸孔的挺桿孔間距為78 mm(圖2 中粗實(shí)線為加工部位)。圖2 所示為發(fā)動(dòng)機(jī)機(jī)體氣門挺桿孔加工工序圖。
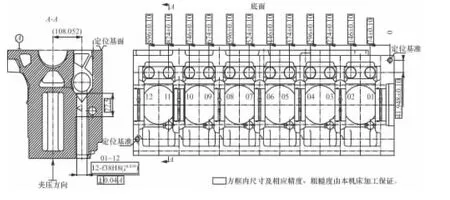
圖2 發(fā)動(dòng)機(jī)機(jī)體氣門挺桿孔加工工序圖
1.2 工藝分析
柴油機(jī)機(jī)體(以下簡稱機(jī)體)的每個(gè)汽缸孔兩側(cè)配有兩個(gè)挺桿孔,該孔遠(yuǎn)離工件底面基準(zhǔn)面,且對(duì)凸輪軸孔有一定的垂直度要求。由于氣門挺桿孔直徑小,尺寸精度高,表面粗糙度要求高,而且底孔為鑄孔等特點(diǎn),故工藝方案采用擴(kuò)、鏜、鉸3 道工序來加工。擴(kuò)孔工序主要切除大部分加工余量;鏜孔工序予以糾正底孔余量的偏心和直線性,保證孔的位置精度,并達(dá)到一定尺寸精度和粗糙度,給鉸孔工序創(chuàng)造較好的加工條件;鉸孔工序最終達(dá)到工藝要求的尺寸精度和粗糙度要求。各工序的工藝參數(shù)見表1。
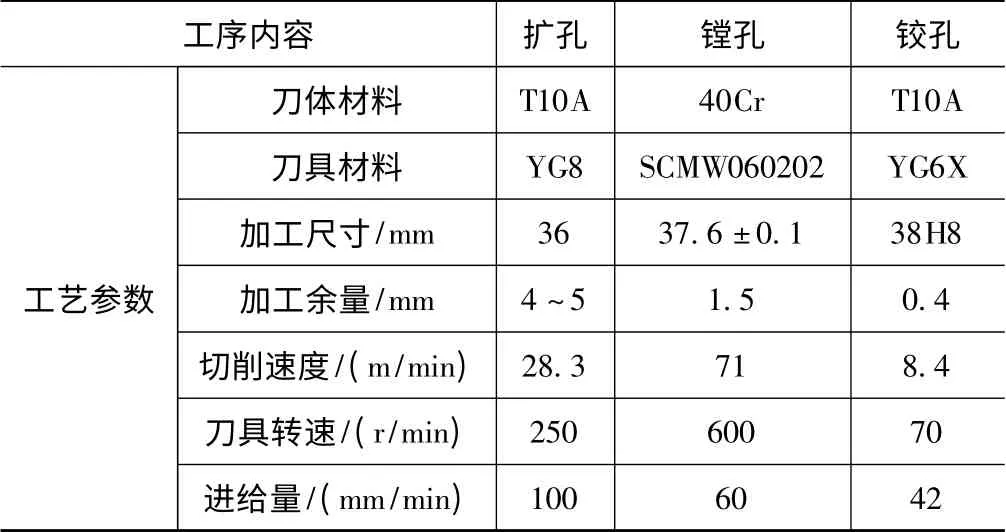
表1 挺桿孔加工各工序的工藝參數(shù)
2 問題的提出
2.1 配氣機(jī)構(gòu)與發(fā)動(dòng)機(jī)質(zhì)量
配氣機(jī)構(gòu)的良好運(yùn)轉(zhuǎn)是靠挺桿體及挺桿孔之間的良好配合來保證的,因此對(duì)挺桿孔的加工質(zhì)量有嚴(yán)格的工藝要求。
在發(fā)動(dòng)機(jī)臺(tái)架試驗(yàn)時(shí),經(jīng)常出現(xiàn)挺桿體拉傷甚至挺桿卡死等現(xiàn)象,影響發(fā)動(dòng)機(jī)質(zhì)量。經(jīng)拆檢故障發(fā)動(dòng)機(jī)分析,發(fā)現(xiàn)在挺桿體與挺桿孔之間存在大量鐵質(zhì)顆粒,由此引起挺桿體與挺桿孔壁之間的摩擦,最終造成挺桿體與孔壁拉傷、卡死。而這些顆粒大多數(shù)來源于因挺桿孔加工不良造成的早期摩擦拉傷。
據(jù)統(tǒng)計(jì)現(xiàn)場(chǎng)50 件產(chǎn)品件氣門挺桿孔工序測(cè)量結(jié)果發(fā)現(xiàn):
(1)50%的產(chǎn)品件垂直度>0.07 mm,大部分在0.10 mm 左右;
(2)粗糙度指標(biāo)波動(dòng)大,易超差,刀痕嚴(yán)重;
(3)孔徑有喇叭口現(xiàn)象,達(dá)不到尺寸公差要求。測(cè)量結(jié)果表明,目前該鉸孔工序加工質(zhì)量已達(dá)不到工藝要求。
2.2 氣門挺桿孔機(jī)夾鉸刀磨損快
該氣門挺桿孔鉸孔工序刀具采用T10A 刀體焊接YG6X 鉸刀刃,切削速度為8.4 m/min,是一種硬質(zhì)合金刀具的低速切削環(huán)境,現(xiàn)場(chǎng)使用過程中發(fā)現(xiàn)刀具磨損快(加工不到50 件就要更換)問題。
需要操作人員逐臺(tái)檢查產(chǎn)品件加工質(zhì)量決定換刀時(shí)機(jī),勞動(dòng)強(qiáng)度高,產(chǎn)品質(zhì)量得不到保證,制約全線生產(chǎn)效率的提高。
根據(jù)以上兩點(diǎn),為保證并提高產(chǎn)品質(zhì)量,降低刀具成本,提出對(duì)該氣門挺桿孔鉸孔工藝的改進(jìn)方案。
3 問題分析
3.1 現(xiàn)狀
該氣門挺桿孔的加工采用傳統(tǒng)的擴(kuò)、鏜、鉸工藝,其中鉸孔工序原設(shè)計(jì)為:
(1)切削冷卻方式為水基乳化液冷卻;
(2)刀具采用懸掛式活動(dòng)鉆模板進(jìn)行定位、導(dǎo)向。
3.2 水基乳化液冷卻存在的問題
現(xiàn)用的水基乳化液冷卻方式,無法滿足切削過程中對(duì)鉸刀刃的潤滑需要,造成挺桿孔粗糙度超差及刀具磨損快、壽命低等問題。
3.3 懸掛式活動(dòng)鉆模板進(jìn)行刀具定位、導(dǎo)向存在的問題
鉸孔工序采用12 軸剛性刀桿加懸掛式活動(dòng)鉆模板單導(dǎo)向支撐方案,活動(dòng)鉆模板定位的精度和溫度變化導(dǎo)致的刀桿位置變化都對(duì)加工精度帶來影響,無法保證工件孔的位置精度及加工過程的穩(wěn)定性。
4 鉸孔工藝改進(jìn)方案
根據(jù)以上分析,為保證氣門挺桿孔加工質(zhì)量,需對(duì)鉸孔工序進(jìn)行以下技術(shù)改造措施。
4.1 夾具部分的設(shè)計(jì)
重新設(shè)計(jì)制造夾具上蓋,刀桿的后導(dǎo)向采用固定鏜模套導(dǎo)向。解決挺桿孔軸線對(duì)基準(zhǔn)面垂直度超差、孔徑喇叭口等問題。圖3 為夾具上蓋固定鏜模套圖。

圖3 夾具上蓋固定鏜模套圖
4.2 刀桿刀具部分的設(shè)計(jì)
設(shè)計(jì)制作新的刀桿和浮動(dòng)接頭,更換主軸箱的12根主軸,設(shè)計(jì)增加主軸與浮動(dòng)接頭之間的接口。圖4為刀桿和浮動(dòng)接頭。

圖4 刀桿和浮動(dòng)接頭
4.3 滑臺(tái)行程的設(shè)計(jì)
重新安排主軸箱在滑臺(tái)上的位置,增加滑板行程130 mm,達(dá)到鉸刀在固定鏜模套內(nèi)導(dǎo)向行程延長的目的。解決挺桿孔軸線對(duì)基準(zhǔn)面垂直度超差、孔徑喇叭口等問題。圖5 為加工示意圖。
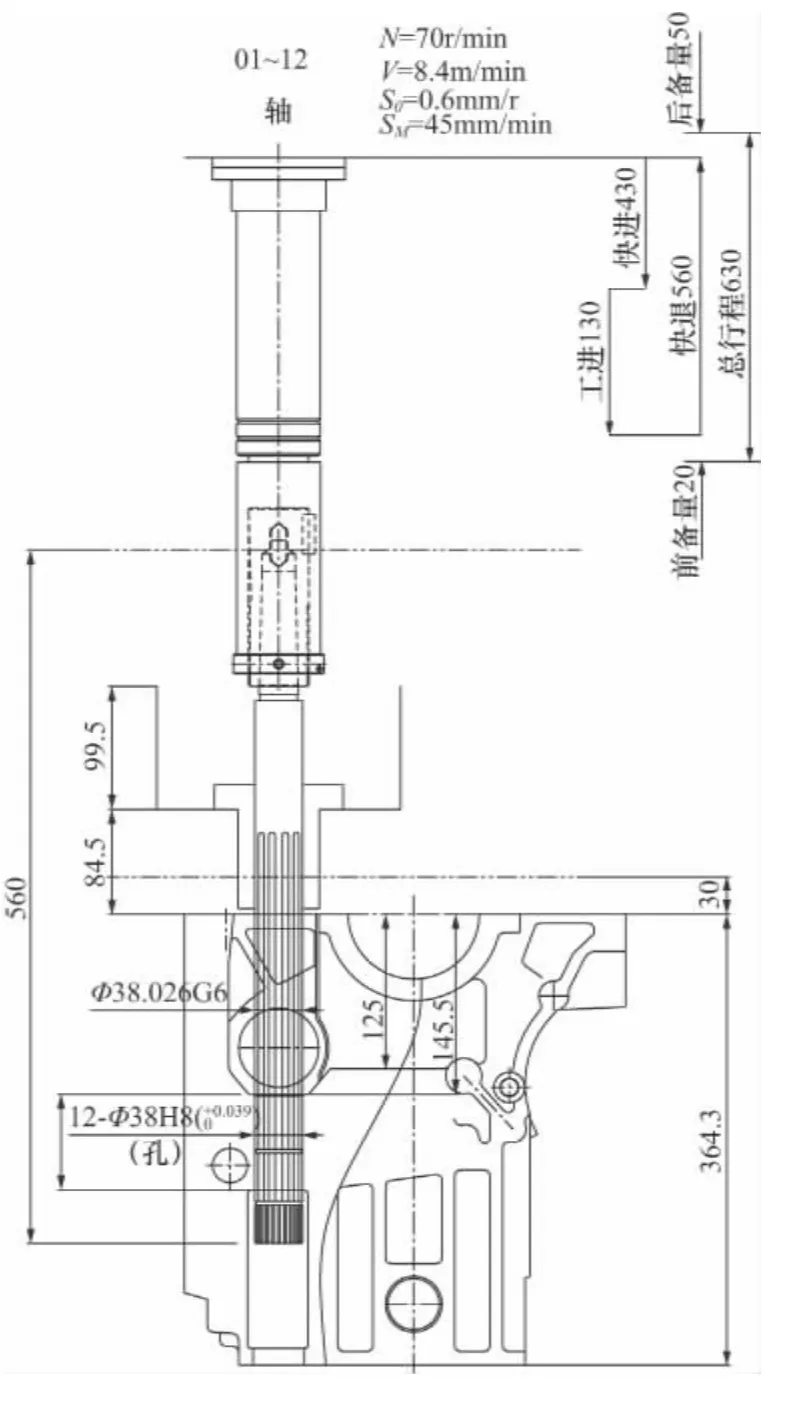
圖5 加工示意圖
4.4 冷卻油系統(tǒng)的設(shè)計(jì)
該鉸孔工序加工對(duì)象為汽缸體氣門挺桿孔,材料:HT250 -GB9439,硬度:170~241 HB(切削性較好)。刀具采用T10A 刀體焊接YG6X 鉸刀刃,切削速度為8.4 m/min,是一種硬質(zhì)合金刀具的低速切削環(huán)境,適宜選用油基切削液。
將原來的水基乳化液冷卻方式改為切削油冷卻,自主設(shè)計(jì)切削油循環(huán)管路、兩級(jí)過濾排屑系統(tǒng)及上下料吹風(fēng)工位,在原大流量系統(tǒng)上實(shí)現(xiàn)切削煤油的封閉自循環(huán)。提高切削過程中對(duì)鉸刀刃的潤滑,解決挺桿孔粗糙度超差及刀具磨損快、壽命低問題。圖6 為切削油冷卻系統(tǒng)設(shè)計(jì)圖。
5 結(jié)語
工藝改進(jìn)完成后,挺桿孔工序送檢結(jié)果表明:加工項(xiàng)次合格率為100%。根據(jù)統(tǒng)計(jì):每把鉸刀的平均壽命為700 臺(tái),達(dá)到并超額完成了400 臺(tái)/把的鉸刀壽命預(yù)期目標(biāo),優(yōu)于工藝改進(jìn)前50 臺(tái)/把的鉸刀實(shí)際使用壽命。
[1]王先逵.機(jī)械加工工藝手冊(cè):第二卷鉆削、擴(kuò)削、鉸削加工[M].北京:機(jī)械工業(yè)出版社,2008.
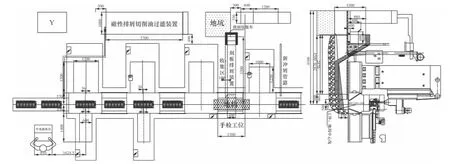
圖6 切削油冷卻系統(tǒng)設(shè)計(jì)圖
[2]陳慧.V 型發(fā)動(dòng)機(jī)氣門挺桿孔加工組合機(jī)床設(shè)計(jì)[J]. 機(jī)床與液壓.2012,40(8):17~20.
[3]大連組合機(jī)床研究所. 組合機(jī)床設(shè)計(jì):第一冊(cè) 機(jī)械部分[M].北京:機(jī)械工業(yè)出版社,1975.
[4]劉鎮(zhèn)昌.金屬切削液——選擇、配制與使用[M].北京:化學(xué)工業(yè)出版社,2007.
[5]童瑜粲,黃以平,倪士勇.金屬切削中如何選擇切削液[J].機(jī)械研究與應(yīng)用,2007.20(4):59~60.
猜你喜歡
汽車維修與保養(yǎng)(2021年8期)2021-02-16 00:28:30
汽車維修與保養(yǎng)(2021年8期)2021-02-16 00:28:18
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車與新動(dòng)力(2015年1期)2015-02-27 12:11:01
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
汽車與新動(dòng)力(2014年2期)2014-02-27 12:10:15
機(jī)械制造文摘(焊接分冊(cè))(2013年6期)2013-03-20 13:57:28
