二軸滾彎技術(shù)研究綜述
2014-04-27 13:07:10宋哲
制造技術(shù)與機(jī)床 2014年7期
關(guān)鍵詞:深度
宋 哲
(南京航空航天大學(xué)機(jī)電學(xué)院,江蘇 南京210016)
將薄板料或薄壁型材(擠壓件或板彎件)加工成單曲率的零件,常規(guī)采用三軸滾彎和四軸滾彎,這種滾彎的滾軸表面是剛性的。二軸滾彎其一滾軸表面是剛性的,另一滾軸表面是柔性的,或二軸表面都是柔性的。所謂表面柔性是指在剛性的芯軸上包覆有一層彈性介質(zhì),一般采用聚氨酯橡膠。
1 兩種滾彎原理
三軸滾彎如圖1a 所示。圖中板料3 受上滾軸1 和下滾軸2 的支撐呈簡支梁彎曲,當(dāng)三軸轉(zhuǎn)動時,帶動板料3 送進(jìn),支撐點(diǎn)沿著板料不斷地變換,即是簡支梁彎曲不斷地向反方向移動,離開滾軸的板料呈彎曲狀[1]。
二軸滾彎如圖1b 所示。上滾軸1 為包覆有聚氨酯橡膠的滾軸,表面是柔性的。下滾軸2 表面是剛性的。滾彎時,剛性滾軸將板料3 壓入柔性滾軸,聚氨酯橡膠表面受到不均勻的壓縮。在二滾軸中心連線處壓力最大,可將此處板料視為固定端,在受橡膠分布力作用下懸臂梁彎曲。當(dāng)柔性上滾軸1 轉(zhuǎn)動時,帶動板料3 送進(jìn),懸臂梁彎曲不斷地往反方向移動,離開滾軸的板料呈彎曲狀。


在兩種滾彎過程中,端頭板料都沒有受到彎曲,因此在端頭有一直線段l。三軸滾彎中直線段l 與兩下滾軸的中心距2a 有關(guān),呈l正比于a。由于兩端直線段的存在,在滾彎筒形件時將出現(xiàn)“屋頂形”,如圖2 所示[2]。為此,筒形件焊接前,焊縫處要增加校形工序,或是在滾彎之前進(jìn)行端頭形狀的預(yù)成形。在二軸滾彎中也存在端頭直線段l,它是懸臂梁的臂長,但l 的值與剛性滾軸壓入柔性滾軸的深度有關(guān)。當(dāng)剛性軸壓入量達(dá)到許可值時,l值可縮小到板料厚度的3~6 倍,這時圖2 中的“屋頂形”就不明顯。對于薄板料的筒形件滾彎后可直接進(jìn)入焊接工序,故這種加工方法可省去滾前端頭預(yù)成形或滾后的校形。
由于二軸滾彎中端頭直線段l 值可控制,這對帶孔的平板料滾彎非常有利。因為滾彎后孔周緣的曲率與整個零件的曲率基本一致,如改用三軸滾彎就不能保證兩者一致。因此用三軸滾彎加工有孔形的滾彎件,需要在板料滾彎后才能制孔,成形后制孔與平板制孔顯然前者麻煩。
在三軸滾彎時,滾軸有可能和板料發(fā)生相對滑動。如果滾軸表面粗糙,或有壓痕和毛刺,勢必有在滑動中將板料表面拉傷的可能,這樣對表面質(zhì)量要求高的零件則需要附加保護(hù)措施。在二軸滾彎中兩滾軸是壓緊的,在滾軸轉(zhuǎn)動時,滾軸間有咬合力,可將板料拉入滾軸,因此板料和滾軸不可能發(fā)生相對滑動。另外,滾軸柔性表面對板料表面有保護(hù)作用,不存在表面被劃傷或拉傷的可能。因此,對于滾彎表面質(zhì)量有一定要求的產(chǎn)品,可以毫無疑問地說,采用二軸滾彎加工是最佳的選擇。
二軸滾彎機(jī)的咬合力和能提供的滾彎力矩比三軸滾彎機(jī)的大。對于一些難加工材料,如鈦合金,耐熱合金,不銹鋼等板料都能滾彎加工。
在設(shè)計滾彎機(jī)時,確定滾彎直徑應(yīng)按能夠滾彎零件最小尺寸而定。三軸滾彎機(jī),最小滾彎零件直徑約等于二倍滾軸直徑;二軸滾彎機(jī),最小滾彎零件直徑約等于1.2 倍剛性滾軸直徑。如果兩類滾彎機(jī)滾軸直徑相同時,二軸滾彎機(jī)能加工的零件尺寸更小些。
2 二軸滾彎中的兩種滾彎狀態(tài)
在二軸滾彎中,板料與剛性滾軸的接觸狀態(tài)可分為兩種情況。
狀態(tài)1 在滾彎時,剛性滾軸將板料壓入柔性滾軸,板料發(fā)生彎曲變形,但是板料與剛性滾軸的接觸,從橫截面看是點(diǎn)接觸,從縱截面上看是線接觸,這種滾彎狀態(tài)稱為自由滾彎,如圖3a 所示。隨著剛性滾軸壓入聚氨酯橡膠的深度增加,板料彎曲的曲率亦在增加。
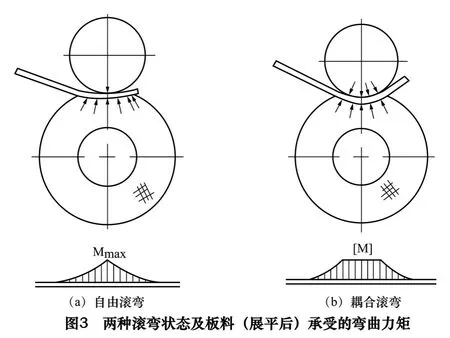
狀態(tài)2 當(dāng)剛性滾軸的壓入深度增加到一定值時,板料與剛性滾軸的接觸,從橫截面上看是弧線接觸,從縱截面上看是面接觸,按模壓的觀點(diǎn)看是貼模,可稱貼模滾彎。考慮到這種滾彎的彎矩有耦合效應(yīng),故稱耦合滾彎,如圖3b。如果上下兩滾軸都有聚氨酯橡膠包覆,則它們只有一種滾彎狀態(tài)——耦合滾彎,隨著滾軸的轉(zhuǎn)動,耦合是變化的,為可變的耦合滾彎。在自由滾彎時,板料受到聚氨酯橡膠的分布力作用,剛性滾軸提供集中力予以平衡,形成懸臂梁彎曲,這些分布力對固定端形成彎曲力矩,這是板料彎曲變形的最大彎矩作用處。它與板料彎曲半徑形成如下關(guān)系:
當(dāng)剛性滾軸的壓入深度增加,作用的最大彎矩亦在增加,板料彎曲半徑r 隨著減小。當(dāng)減小的彎曲半徑等于剛性軸半徑R 時,作用的彎曲力矩為[M],此時r=R,關(guān)系如下:

不存在r <R 的情況[3]。
當(dāng)滾彎達(dá)到r=R 時,即為自由滾彎向耦合滾彎過渡處。進(jìn)入耦合滾彎時再增大壓入深度,聚氨酯橡膠對板料作用的分布力載荷在繼續(xù)增大,好像它對板料作用的彎曲力矩亦在增大,實則不然,因為這時板料和剛性滾軸是面接觸,剛性滾軸提供的反作用力是以分布力形態(tài)給出的,它們構(gòu)成了反彎矩,考慮到正、反彎矩的共同作用,力學(xué)上稱為耦合,則作用到板料上的彎矩是一定值,即許可彎矩[M]。此時處于滾彎狀態(tài)的板料其彎曲半徑r =R,滾彎后板料發(fā)生回彈,則回彈后的彎曲半徑r' >r =R。眾所周知,滾彎板料不能得到等于或小于滾彎直徑的筒形件。
進(jìn)入耦合滾彎后加大壓入深度,不會對彎曲半徑有影響,但會增大耦合區(qū),即增大貼模范圍,懸臂梁的長度l 在縮短,亦即板料端頭直線段縮短。當(dāng)端頭直線段達(dá)到板料厚度3~6 倍的極限值時,再增大壓入深度就有可能影響到聚氨酯橡膠的使用壽命。最大壓入深度不許超過橡膠包覆層厚度的20% 。
綜上所述,在自由滾彎階段,調(diào)整剛性滾軸的壓入深度,滾彎能獲得不同尺寸的筒形件。進(jìn)入耦合滾彎階段,調(diào)整剛性滾軸的壓入深度,滾彎可獲得同一尺寸的、所能得到的最小直徑的筒形件,但端頭的直線段在不斷減小。顯然要研究二軸滾彎機(jī)的滾彎性能,必先從自由滾彎入手。
3 滾彎工藝措施
(1)滾彎曲線
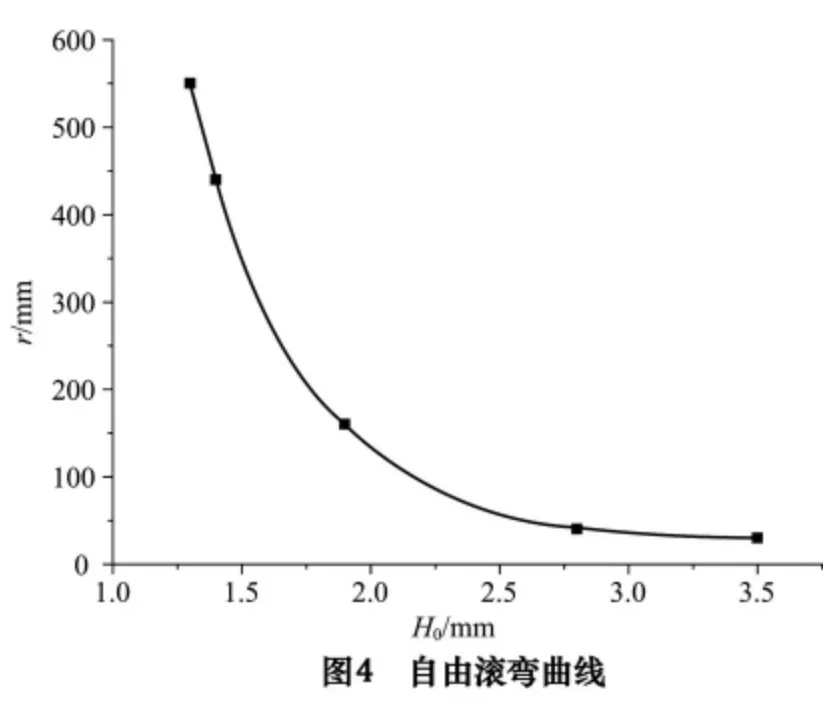
當(dāng)滾軸的參數(shù)確定,滾彎板料的材料、厚度和熱處理狀態(tài)亦確定時,則可作出自由滾彎曲線。就是不斷地調(diào)整剛性滾軸壓入柔性滾軸的深度H0,隨后進(jìn)行板料滾彎,測定回彈后的彎曲半徑r,繪制r-H0曲線[1,4]。
圖4 所示的r -H0曲線為雙曲線狀,試驗材料是不銹鋼板料。在較小的彎曲半徑區(qū)r =50~150 mm時,所對應(yīng)的壓入深度H0為3.1~2.0 mm,而在較大的彎曲半徑區(qū)r=450~550 mm 時,所對應(yīng)的壓入深度H0為1.5~1.4 mm,雖然在兩個對比區(qū)上的r 變化量皆為100 mm,而兩個區(qū)段的壓入深度的變化值相差11 倍之多。因此在大的滾彎半徑區(qū)對壓入深度的敏感度要高,這就是說滾彎機(jī)床的壓入深度控制精度要高于0.1 mm,而且滾軸調(diào)整時的平行度也要高于0.1 mm,否則會滾彎出大小頭的筒形件。若在批量生產(chǎn)時,零件尺寸的一致性很差。滾彎半徑小的區(qū)段,操縱控制較容易,滾彎產(chǎn)品精度也高。
雙曲線狀的滾彎曲線將滾彎分為兩個區(qū)段:滾彎敏感區(qū)和可控區(qū),前者是大的彎曲半徑區(qū),后者是小彎曲半徑區(qū),也是進(jìn)入耦合滾彎的前區(qū)。為了改善滾彎敏感區(qū)的滾彎性能,可以采取下列工藝措施。
(2)加柔性墊滾彎
柔性墊板可用高彈性材料制作,先滾彎成一定弧度的板件。加墊滾彎是與平板料一起放進(jìn)滾軸內(nèi)滾彎,滾彎后,板料受到變形,具有一定的弧度,而柔性墊在滾彎前后形狀、尺寸均無改變,在滾彎中柔性墊板也發(fā)生了變形,但只允許是彈性變形,這樣柔性墊板就可以多次應(yīng)用。

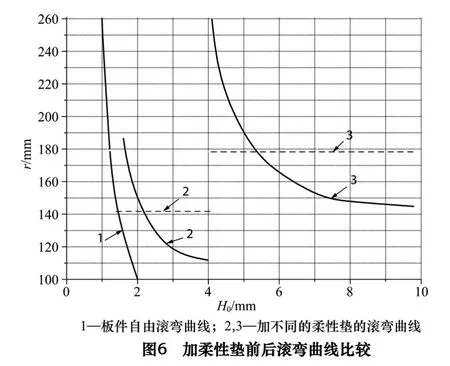
圖6 顯示了柔性墊參與滾彎前后,對自由滾彎曲線的變化。曲線1 為原有滾彎曲線,它處于滾彎敏感區(qū)。曲線2 為加有柔性墊的滾彎曲線,出現(xiàn)了滾彎可控區(qū)和耦合滾彎。曲線3 為加了另外一種柔性墊的滾彎曲線,也出現(xiàn)了滾彎可控區(qū)和耦合滾彎。曲線2 與曲線3 的滾彎可控區(qū)在不同的彎曲半徑范圍,但是它們好像接力賽,將可控區(qū)的范圍連起來了。圖中虛線2 與3 的直線狀分別表示兩種柔性墊參與滾彎后彎曲半徑?jīng)]有變化。圖6 的滾彎曲線表示,兩個不同的柔性墊參與滾彎,可以局部地將敏感的自由滾彎改造成可控的自由滾彎和耦合滾彎。
(3)套剛性管的滾彎
按照加柔性墊滾彎的啟示,在剛性滾軸上套一個外徑較大空心薄壁管參與滾彎,薄壁管在滾彎時不能發(fā)生變形。如薄壁管的外徑選用系列化的尺寸,目標(biāo)是將敏感的自由滾彎區(qū)改造成若干連續(xù)的滾彎可控區(qū)和若干耦合滾彎,滾彎零件的精度將比敏感的自由滾彎區(qū)的高。
(4)提供多種直徑的剛性滾軸
美國和法國制造的二軸滾彎機(jī)目前只配備一個直徑的剛性滾軸,俄國制造的二軸滾彎機(jī),參數(shù)型號已提供系列化直徑的剛性滾軸,供用戶使用[5]。
4 波紋板的滾彎
本文曾述過,二軸滾彎為柔性滾彎,則它們的滾彎是可變的耦合滾彎,本節(jié)將介紹此類滾彎。圖7 為波紋板滾彎,a 圖所示滾軸芯軸中心與滾軸旋轉(zhuǎn)中心發(fā)生偏置,偏置量為e,包覆了聚氨酯橡膠的滾軸,其徑向厚度是周期變化的。這樣的兩滾軸如b 圖配置,滾彎一周就能得一個波紋的滾彎形狀。如果用卷料滾彎,就可得到長度不受限制的波紋板[6]。
聚氨酯橡膠的壓縮性能與它的相對壓縮有些密切關(guān)系,現(xiàn)在聚氨酯橡膠的包覆厚度是變化的,在同一個壓入深度下,它各點(diǎn)的徑向相對壓縮量都不同,它所提供壓縮抗力(分布力)也不同。按b 圖配置,在接觸處上滾軸的聚氨酯橡膠層厚最小,下滾軸層厚最大,這樣的組合,上滾軸比下滾軸更剛性些,下滾軸比上滾軸更柔性一些,則可看作上滾軸一剛性輥,下滾軸一柔性輥。滾彎機(jī)旋轉(zhuǎn)180°后,上、下滾軸的剛與柔位置交換,在90°與270°時上、下滾軸不分剛與柔。波紋板在0°~180°范圍是向下彎曲,在180°~360°范圍是向上彎曲,旋轉(zhuǎn)一周得一個正弦波形,板料在滾彎中始終與上下滾軸是面接觸,接觸面是不斷變化的,故有可變的耦合滾彎。
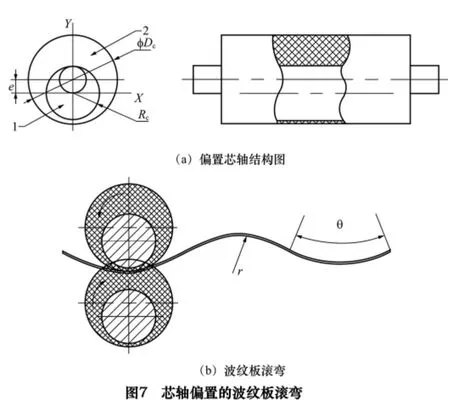

圖8 所示為異形芯軸構(gòu)成的滾軸,芯軸形狀有三角形和長圓形。長圓形芯軸的二滾軸旋轉(zhuǎn)一周可滾出兩個波形,三角形芯軸的滾軸組合旋轉(zhuǎn)一周可滾彎出3 個波形[6]。
5 結(jié)語
板料滾彎由三軸滾彎向二軸滾彎發(fā)展,雖然少了一根軸,但由剛性滾軸變成了柔性滾軸,有一剛一柔或二柔的組合。由于聚氨酯橡膠參與滾彎變形,使得變形復(fù)雜化了,由原來的簡支梁滾彎變形變?yōu)閼冶哿簼L彎變形,為了描述變形的內(nèi)在關(guān)系,提出了自由滾彎和耦合滾彎的新概念。自由滾彎有雙曲線狀的滾彎曲線,耦合滾彎沒有雙曲線狀的滾彎曲線,它只能滾彎出最小直徑的零件,但端頭直線段長度可控制。從雙曲線狀滾彎曲線中可以找到滾彎敏感區(qū)和滾彎可控區(qū),前者滾彎機(jī)床不容易控制,產(chǎn)品質(zhì)量不穩(wěn)定,后者容易控制,產(chǎn)品精度高。為了能對敏感區(qū)進(jìn)行干預(yù),有加柔性墊滾彎,套薄壁套筒的滾彎,或由機(jī)床供應(yīng)商生產(chǎn)系列化的剛性滾軸,以滿足生產(chǎn)需要。由于聚氨酯橡膠參與滾彎變形,使得單一的三軸滾彎演變成多元的滾彎,特別是一軸滾彎的出現(xiàn),滾彎變形可以和多種變形組合。隨著各種新穎滾彎機(jī)床的出現(xiàn),這種加工方法在現(xiàn)代壓力加工領(lǐng)域開出了一朵芬芳艷麗的奇葩。
[1]閆靜,左敦穩(wěn),王珉. 塑性精確理論在雙軸柔性滾彎技術(shù)中的應(yīng)用[J].中國機(jī)械工程,2005(12):1124 -1127.
[2]于琦,佟宇.型材滾彎成型及缺陷補(bǔ)償方法綜述[J]. 液壓氣動與密封,2011(3):38 -41.
[3]楊建國,方洪淵,胡軍峰,等.校平、滾彎連續(xù)工藝下大尺寸板材殘余應(yīng)力[J].哈爾濱工業(yè)大學(xué)學(xué)報,2008(4):593 -596.
[4]余國慶,魯世紅.基于有限元分析的二軸柔性滾彎過程影響因素的研究[J].機(jī)械科學(xué)與技術(shù),2005(10):1187 -1190.
[5]魯世紅,于長生,惲君璧.柔性滾彎技術(shù)在國外的應(yīng)用進(jìn)展[J].新技術(shù)新工藝,2006(3):31 -34.
[6]Zakirov I M,Martyanow A G,Ruzicka K,et. al. Rotary Shaping with the use of Elastic Mediums[M]. Slovakia,1997.
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2022年6期)2022-06-05 06:50:50
快樂學(xué)習(xí)報·教育周刊(2022年16期)2022-05-01 21:25:05
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設(shè)與管理(2015年15期)2015-03-20 15:18:57
