基于SolidWorks的包裝機供料系統參數化設計
2014-05-11 03:11:22劉海生王宏達解邦銀
制造業自動化 2014年11期
劉海生,王宏達,李 菡,解邦銀
(1.湖北文理學院 機械與汽車工程學院,襄陽 441053;2. 湖北文理學院 省級協同創新中心,襄陽 441053;3.湖北襄陽逸順機電科技有限公司,襄陽 441000 )
基于SolidWorks的包裝機供料系統參數化設計
劉海生1,2,王宏達1,2,李 菡1,2,解邦銀3
(1.湖北文理學院 機械與汽車工程學院,襄陽 441053;2. 湖北文理學院 省級協同創新中心,襄陽 441053;3.湖北襄陽逸順機電科技有限公司,襄陽 441000 )
0 引言
自動包裝機的供料系統是包裝機的主要執行機構之一,其主要功能是將待包裝的物料從料堆中分離出來,并遵循包裝機的時間節拍把物料送到指定的位置上,能完成待包裝物料的定量、定時的供送和容量調節。它要求供料快而平穩、送料精確,以提高包裝機生產效率和包裝質量;而且供料系統的適應范圍要廣,以滿足包裝規格的變化,因此包裝機供料系統的設計是否合理將直接影響包裝機的性能和效率[1]。因此,本文運用三維CAD軟件SolidWorks和尺寸驅動參數化建模技術[2],通過建立方程式來實現包裝機供料系統的三維模型參數化設計與裝配,能極大地縮短系統的設計時間,提高新產品的性能和研發效率。
1 包裝機供料系統的設計
1.1 供料系統的分類
供料系統由計量裝置和填充機構兩部分組成。而計量是包裝過程中的一道必要工序,其包裝精確會直接影響包裝產品的質量;填充機構能將具有一定數量的被包裝物料充填到包裝容器內。在自動包裝機中計量裝置與填充機構常常合二為一,形成一種自動化較高的綜合裝置,并以計量為主,按計量方式,可分類為容積式、稱重式和計數式。
1.2 可調量杯式計量裝置
本裝置適用于食品、醫藥、茶葉、化工等產品中的松散狀、無粘性、細小顆粒物品的小劑量自動包裝。在小型全自動包裝機中,常用容積式計量方式,在此使用可調量杯式計量裝置,其結構如圖1所示,它主要由料斗(圖1中未畫)、回轉盤、刮料器和調節部件等組成[3]。
該裝置的工作原理是:供料系統工作時,量杯調節座6以及調節機構固定不動,回轉盤9經由齒輪1、主軸13、聯接盤15帶動,通過軸承對2和軸承對10的支撐實現回轉,回轉盤上有六套圓筒形狀的上量杯16(定量杯)和下量杯17(可調量杯),計量杯底部由活門18蓋住。物料由料斗送入由回轉盤9和刮料器11組成的空腔內,再靠自重流入量杯組內,回轉盤9旋轉時刮料器11刮去定量杯16上多余的物料。
容積調節過程:精細調節時,包裝機不運行,主軸13靜止不動,與主軸13連接的回轉盤9和上量杯16也靜止不動。當順時針轉動與蝸桿5相連接的手柄(圖1中未畫)時,蝸輪4也順時針旋轉,因活門支架7抱緊在量杯調節座6上、且受到支座21的限制而不能夠旋轉,則量杯調節座6便在螺紋副22作用下上升,并帶動下量杯座8和下量杯17也上升,從而使量杯組的容積減小,被包裝物料也相應減少;相反,當逆時針轉動手柄,下量杯座8和下量杯17也在蝸桿蝸輪和螺紋副的共同作用下下降,從而使量杯組的容積增大,被包裝物料也相應增加,從而達到調節容量的作用。當調節容量較大時,松開螺釘14,通過增加或減少調節墊12的個數來改變整個調節墊的厚度,從而可以上下調節回轉盤9的升降,再用螺釘14瑣緊回轉盤9和主軸13。
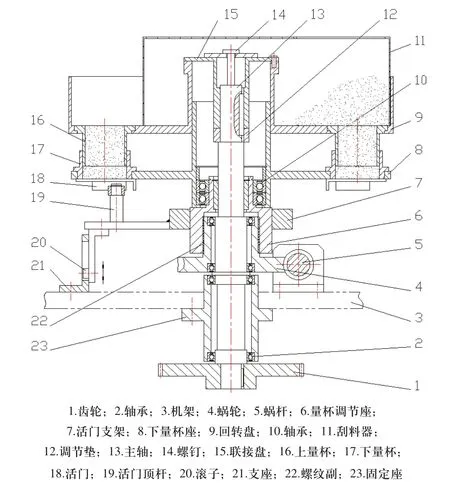
圖1 可調量杯式計量裝置
1.3 物料活門的開關原理
如圖2所示,已裝好物料的量杯組隨回轉盤9旋轉到卸料斗30(已移除,僅表示位置)上方時,固定不動的活門支架7上所安裝的滾輪31推動活門18的A面,使活門18繞銷軸32旋轉一個角度,便打開料門,物料從量杯組中下落到卸料斗30,裝入包裝袋中;當回轉盤9繼續轉動時,活門支架7上所安裝的另一滾輪33推動活門18的B面,使活門18繞銷軸32反向旋轉一個角度,料門便閉合,從而阻止物料下落。滾輪31和33的位置可以進行調整,以保證活門打開、關閉的時刻。
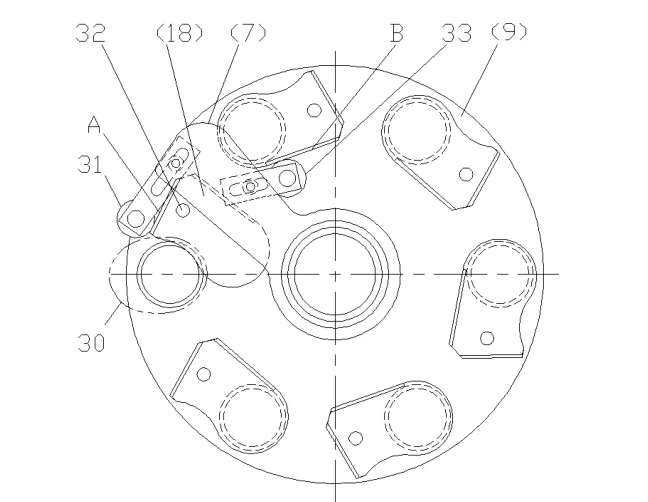
圖2 活門開關原理圖(頂視圖)
2 供料系統的參數化建模
2.1 各零件的參數化三維造型
參數化建模就是在零件結構和幾何形狀確定的前提下,建立模型過程中對幾何參數和尺寸參數施加各種合理的約束或方程式,當修改模型的尺寸參數值時,系統自動求解并生成新的三維模型,從而實現尺寸對模型的尺寸驅動。其設計方法首先要確定零件的主參數,然后綜合利用SolidWorks軟件提供的系列表與方程式功能,建立其他尺寸變量與主參數的約束關系,形成參數化、自動化的設計模型。現以包裝機中的蝸桿為例說明其建模過程[4~6]:
1)確定主參數。通常情況下,選取零件的設計參數、主要結構尺寸作為主參數,以便確定其他尺寸參數。對于蝸桿,有蝸桿頭數、蝸輪齒數、模數、蝸桿長度等。在SolidWorks中點擊下拉菜單“工具→方程式”,輸入各主參數及其初始數值,如圖3所示。
2)建立蝸桿軸基體。通過“旋轉凸臺”命令生成蝸桿軸基體的實體模型,在畫制旋轉截面草圖時,雙擊蝸桿齒頂圓半徑尺寸14,輸入方程式 =“m”*(“q”+2*“ha”)/2,系統會自動計算齒頂圓半徑值并在其數值前顯示∑標記,如圖4 所示,同時還將該方程式加入整體變量對話框中。也可把倒角一起繪出。
3)繪制螺旋線。建立一個基準面,以蝸桿齒頂圓半徑繪出螺旋線基準圓,單擊“插入→曲線→螺旋線”繪制螺旋線,然后雙擊螺旋線螺距10,添加方程式 = PI*“m”*“Z1”。
4)切出蝸桿齒形。在螺旋線起點處繪出蝸桿的齒形截面草圖,中心線到原點的距離為蝸桿分度圓半徑,其方程式為 = “m”*“q”/2,再分別標注齒頂高尺寸的方程式 =“ha”*“m”、齒根高尺寸 = (“ha”+“c”)*“m”、分度圓齒厚尺寸 = PI*“m”/2。以此齒形草圖和螺旋線通過“掃描切除”方式切出齒形。
采用參數化建立的蝸桿模型,只需在“工具→方程式”對話框中修改相應參數的數值即可自動創建新的三維模型,形成系列產品。
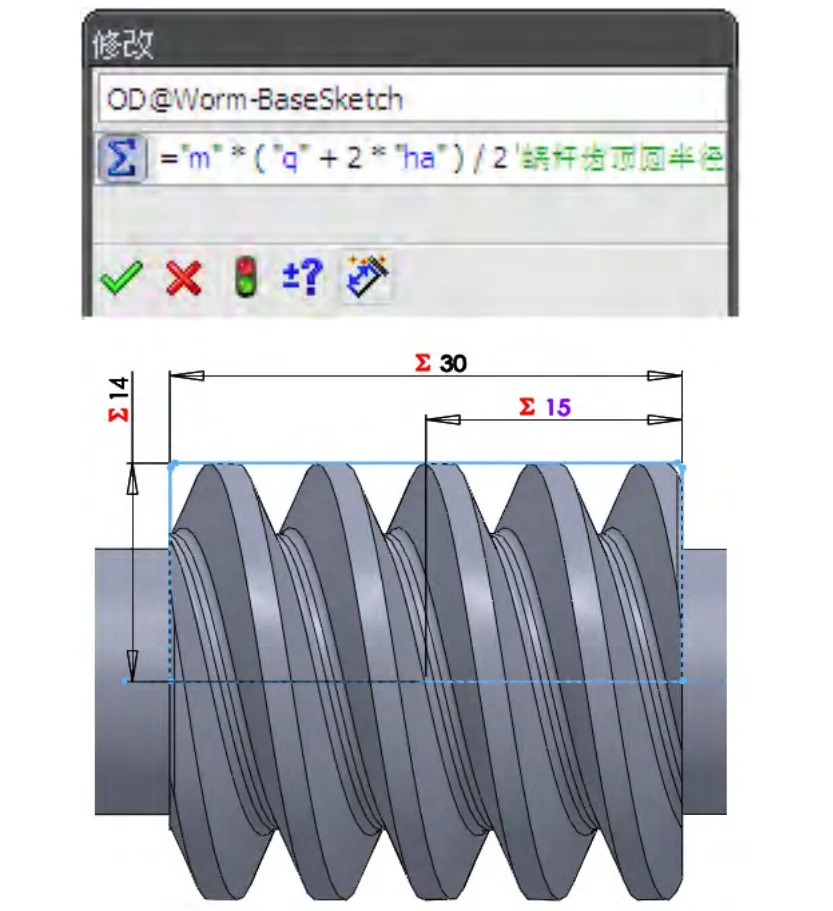
圖4 蝸桿軸截面及其方程式
2.2 供料系統的參數化裝配
在供料系統的裝配中,采用了基于裝配體的參數化設計方法,在零件模型的參數化基礎上,對各零件的裝配關系實施約束,根據零件間的相對位置和配合關系來合理地建立其裝配約束關系,同時建立零部件相互關聯的參數化方程式,以保證參數間的聯動性,實現同步更新。
建立裝配模型的關鍵是正確描述產品零部件間的裝配約束關系,為此遵循自頂向下的高級裝配模式[7],先建立零件的裝配布局圖,再利用草圖對所有零件、部件應用三個基準面約束進行定位。在參數化裝配設計時,同樣要在裝配體模型中確定主參數及其所驅動的參數,建立裝配關系方程式來控制驅動,并檢驗結構上有無零件干涉或其他錯誤,最終實現整個供料系統的參數化設計,如圖5所示。
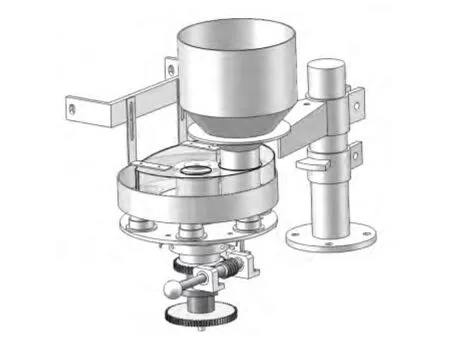
圖5 供料系統裝配模型
3 結束語
本文詳細介紹了用廣泛應用于食品、醫藥、化工等行業顆粒物料自動包裝機中常用的可調量杯式供料系統的結構形式、工作原理,分析了容積計量的大范圍調節和精細調節的方法,該系統運行平穩、可靠,容量調節范圍大、通用性強,對目前人們傾向于個性化、獨立性小包裝提供市場應用前景。
利用SolidWorks軟件的參數化技術,通過在零件各特征間、部件各零件間實施的約束關聯和尺寸關聯,建立的參數化設計模型可以實現產品的自動化設計,有利于產品更新換代和系列化設計,在更大程度上提高了產品設計質量和設計效率。
[1]許林成.包裝機械原理與設計[M].上海:上海科學技術出版社,2004,150-177.
[2]劉萍萍,貢智兵.基于SolidWorks廣義參數化的關鍵技術研究[J].機械設計與制造,2005,(5):71-72.
[3]張國全.全自動伸縮皮帶式軟袋裝箱機供料裝置運行參數的研究[J].包裝工程,2007,28(8):99-102.
[4]朱傳敏,王寶海.基于Solidworks的齒輪變速葙個性化設計系統[J].制造業自動化,2005,27(5):51-53.
[5]Myung S, Han S. Knowledge based parametric design of mechanical products based on confogration method[J].Expert System with Applications,2001(21):99-107.
[6]黃文華.PDM環境下基于Solidworks的齒輪CAD關鍵技術的研究[J].制造業自動化,2011,33(16):67-70.
[7]朱躍峰,朱敬超.基于SolidWorks的機械產品參數化設計研究[J].機械設計與制造,2008(6):50-51.
Parametric design of feeding system in package machine based on SolidWorks
LIU Hai-sheng1,2, WANG Hong-da1,2, LI Han1,2, XIE Bang-yin3
論述了自動包裝機中可調量杯式供料裝置的結構組成、工作原理和容積調節方式,應用尺寸驅動參數化建模技術,借助三維SolidWorks軟件提供的方程式,建立了包裝機供料系統的三維參數化零件模型與裝配模型,可以快速實現對模型的修改和產品系列化設計,有效地提高了產品的設計效率。
供料系統;包裝機;參數化設計;體積計量;實體建模
劉海生(1967 -),男,吉林人,副教授,主要從事機械設計和發動機性能研究。
TH122; TP391.7
A
1009-0134(2014)06(上)-0145-03
10.3969/j.issn.1009-0134.2014.06(上).41
2014-03-23
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
藝術啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
