外圓磨削過程穩定性預測研究
2014-05-11 02:36:52鐘建琳沈山山
制造業自動化 2014年13期
鐘建琳,沈山山,米 潔
(北京信息科技大學 機電學院,北京 100192)
0 引言
磨削過程中的顫振現象嚴重影響磨削質量和磨削效率,并且會對砂輪和工件都造成嚴重的影響,使砂輪的壽命明顯縮短[1,2]。尤其是在進行外圓磨削時,由于對加工精度要求很高并經常作為技術加工中的最后一道工序,所以,外圓磨削過程應盡量避免顫振的出現[3]。
穩定性葉瓣圖可以直觀地描述磨削穩定區域與非穩定區域[4,5]。以軸承內套的外圓磨削為研究對象,為避免顫振現象的出現,用穩定性葉瓣圖來直觀地描述磨削穩定區域與非穩定區域,從而對磨削穩定性做出預測,保證磨削過程中的加工質量和加工效率。
1 極限磨削深度求解
外圓切入磨的砂輪-工件磨削系統動力學模型的運動微分方程可表示為:

式中:m為振動系統等效質量;c為振動系統的等效阻尼;k為振動系統的等效剛度;F(t)為動態磨削力;為t時刻砂輪或工件的振幅。
圖1為簡化外圓切入磨削系統模型,工件和砂輪的磨削深度分別為hg和hw,其方向相反,以工件的磨削深度方向為正方向,動態磨削力和材料去除率成正比,可以表示為:

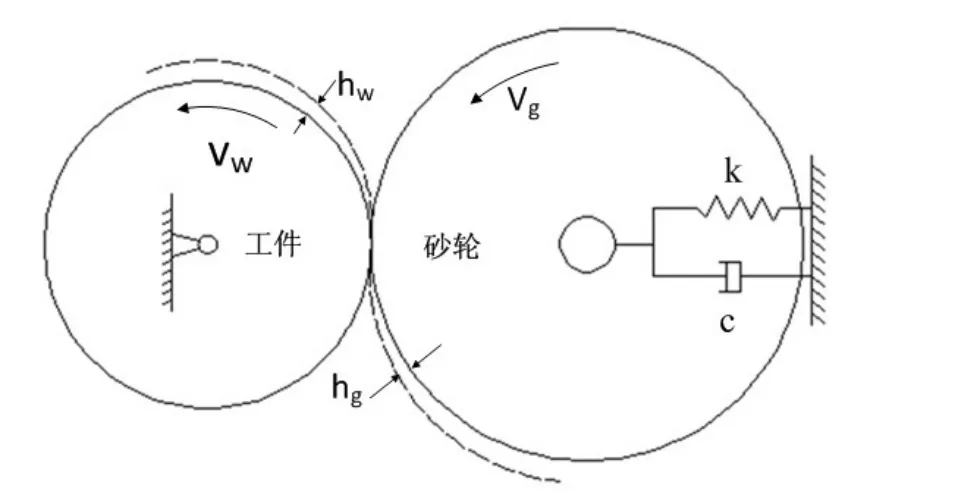
圖1 外圓切入磨系統模型
式中:km為砂輪或工件的磨削力系數,h為砂輪或工件的磨削深度,b為磨削接觸寬度,y(t)為t時刻砂輪或工件表面的振紋。
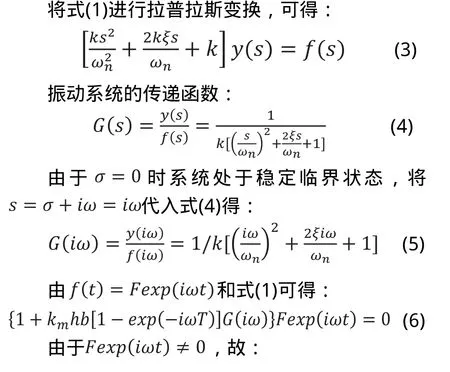
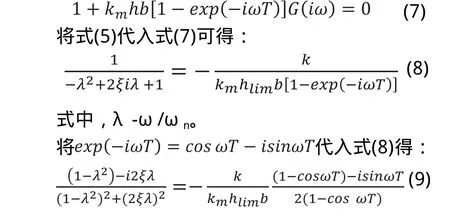
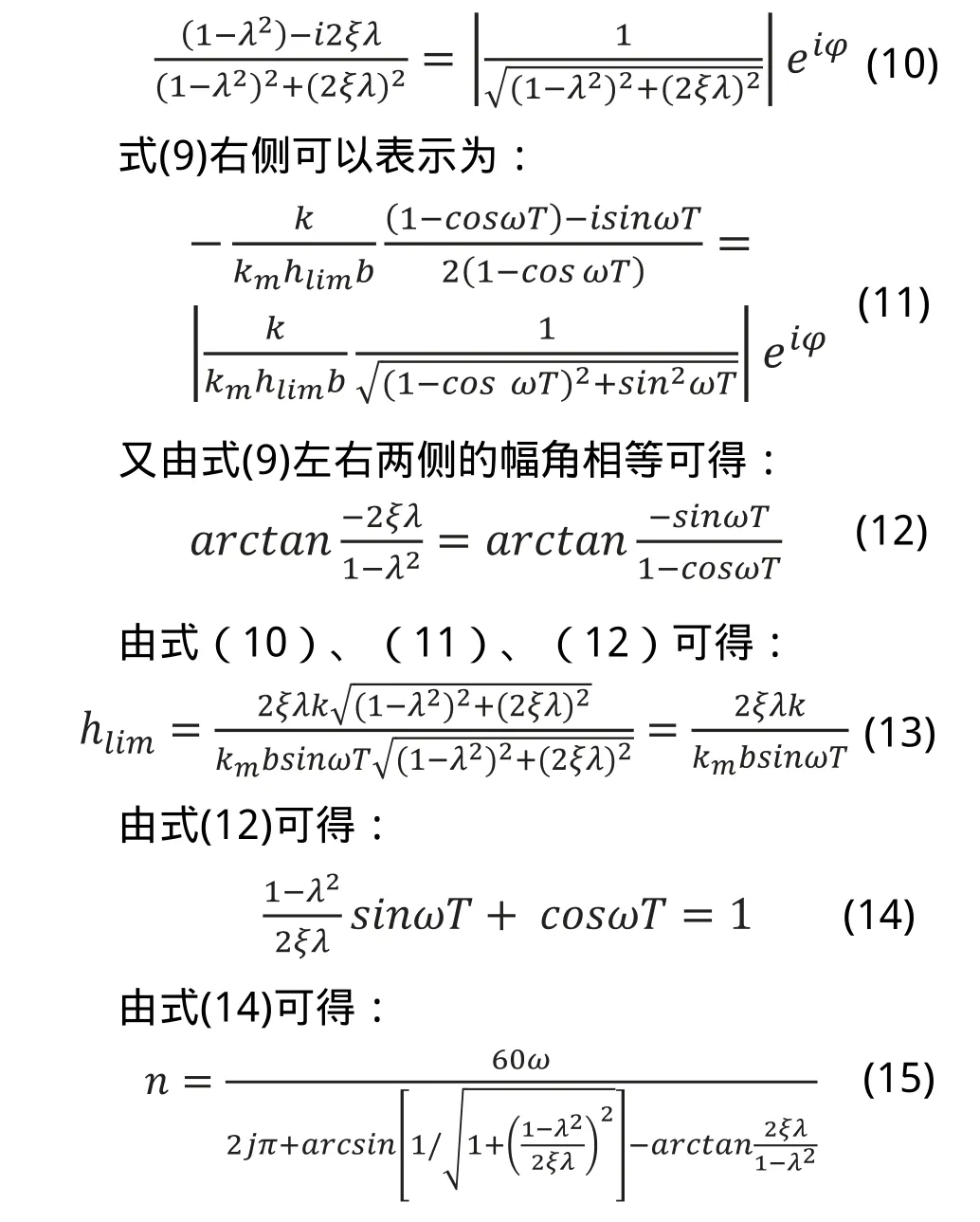
將式(9)左右兩側用幅值用相位表示,式(9)左側可以表示為:
2 顫振系統模態參數獲取
在進行外圓磨削穩定性研究的過程中,對相應的磨床結構進行動態特性測試是極為關鍵的步驟。因上砂輪和工件是引起磨床系統顫振的薄弱環節,而本文所研究的磨床工作轉臺具有抗顛覆力好、承載剛性高、主軸支撐直徑大、徑向和軸向剛度高的特點,因此本文主要研究磨床的立磨頭主軸的動態特性。
本次試驗在一臺精密磨床上進行,實驗過程中應用力錘對磨床的立磨頭主軸進行力激振,然后應用加速度傳感器來采集加速度信號,并通過模態分析軟件對信號進行分析計算,從而得到立磨頭主軸的振動模態。如圖2所示是立磨頭主軸的測點布局圖。本次分析中采用集總平均法進行模態定階,采用復模態單自由度法進行模態擬合,采用質量歸一法進行振型編輯。計算分析如表1所示。
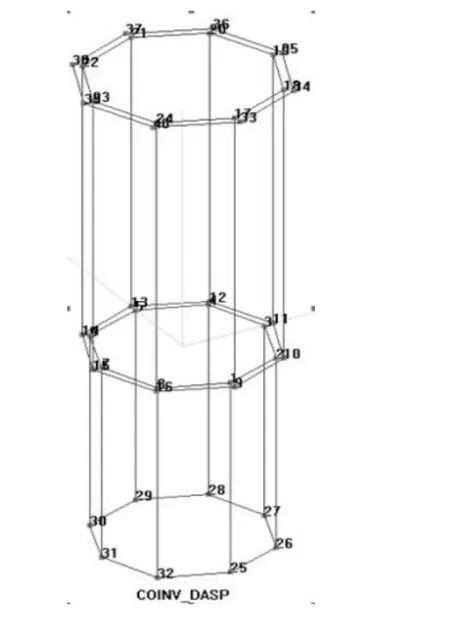
圖2 布點圖
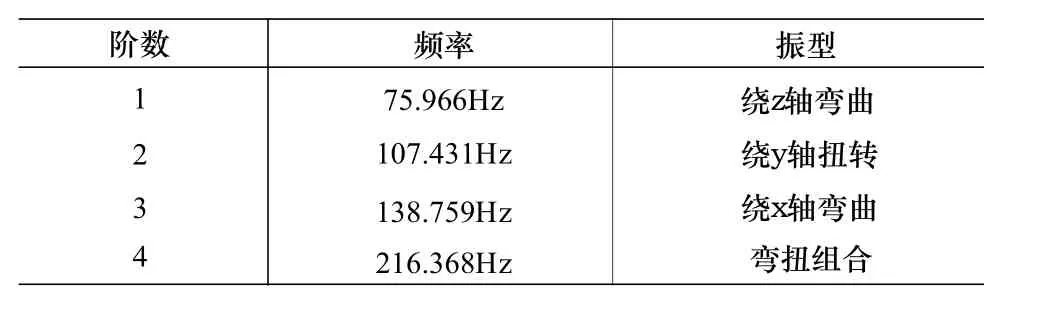
表1 模態頻率
3 磨削穩定性預測
3.1 穩定性葉瓣圖的繪制
磨削系統的穩定性預測需要建立磨削力模型和結構響應模型,這兩個模型組成系統的動態模型,用于進行磨削系統的穩定性分析[6~8]。具體應用中,建立結構響應模型即對砂輪-工件系統設計模態試驗,進行動態測試,并根據模態分析得出傳遞函數。通過磨削力系數辨識、磨削力建模得到磨削系統的磨削力模型。然后根據分析得到的傳遞函數和磨削力模型進行解析計算,得出穩定性葉瓣圖。

表2 穩定圖參數
參照模態參數實驗得到的實驗數據,將穩定性預測所需參數總結如表2所示。再根據式(13)和式(15) ,可以得到該磨削系統的穩定性極限圖如圖3所示。
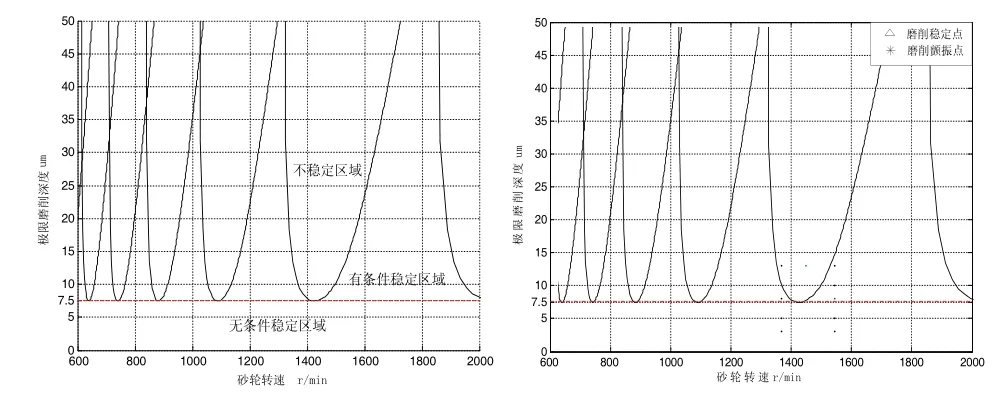
圖3 穩定性極限圖 圖4 實驗對比圖
3.2 穩定性葉瓣圖的磨削驗證
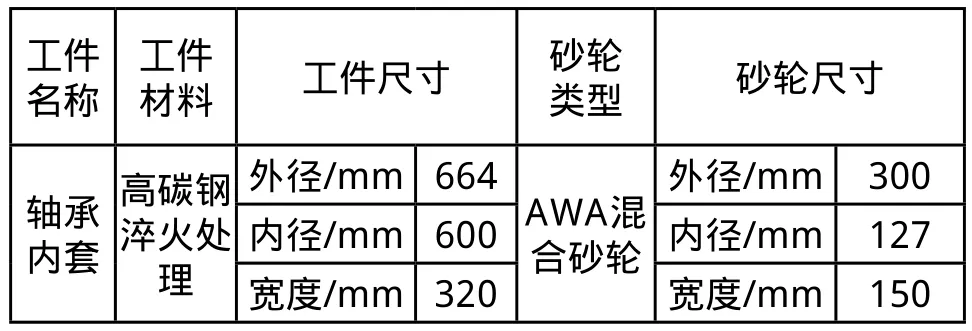
表3 工件及砂輪參數表
為了驗證穩定性極限圖的正確性,選擇在高精密磨床上進行外圓切入磨削實驗。工件以及砂輪的具體參數如表3所示。
磨削實驗中轉臺轉速設定為7.5r/min,分別選取砂輪轉速為1230r/min、1350r/min 、1450r/min、1550r/min、1650r/min、1750r/min進行磨削實驗,在轉速一定的情況下,不斷改變磨削深度值來確定出現顫振的邊界值。實驗結果如圖4所示,磨削實驗發生顫振的點和穩定點分別如圖4中圖標所示,由穩定性極限圖的原理可知,處于穩定性極限圖上方的區域為不穩定區域,下方為穩定區域,實驗中的顫振點基本都在穩定性極限圖中葉瓣曲線的上方或附近,即處于不穩定區域中,說明實驗結果與穩定性極限圖的預測結果相符。
4 結束語
以軸承內套的外圓磨削為研究對象,根據動態磨削系統的動力學方程進行了極限磨削深度的計算推導,并對磨削系統進行了動力學分析,得到振動系統的模態參數,進而利用繪制穩定性葉瓣圖的方法來對該磨削系統的穩定性做出了預測。通過磨削實驗證明該預測方法有效,與實驗數據相符。
[1] 韓正銅,張永忠.抑制磨削顫振的實用方法--工藝條件適配法[J].現代制造工程,2003(5):45-47.
[2] 侯靜強,李震杰.淺談磨削加工中的振動[J].中國科技信息,2008,22:154-157.
[3] 蔣永翔,王太勇.外圓切入磨再生顫振穩定性理論及評價方法[J].天津大學學報,2009,42(4):283-286.
[4] I. Inasakia, B. Karpuschewski. Grinding Chatter- Origin and Suppression[J]. CIRP Annals- Manufacturing Technology,2001,50(2):515-534.
[5] Guillem Quintana,Joaquim Ciurana. A new experimental methodology for identification of stability lobes diagram in milling operations[J].International Journal of Machine Tools and Manufacture,2008,48(15):1637-1645.
[6] 曾文萱,范圣耀,等.切入式無心外圓磨再生型磨削顫振的動態特性分析[J].機械設計與制造,2012,11:161-163.
[7] 江卓達,何永義.磨削顫振特性研究進展[J].制造技術與機床,2012(9):35-42.
[8] 蔣永翔,杜兵,等.基于顫振預報和預測的穩定性控制理論及方法研究[J].工具技術,2012(46)2:12-15.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
光學精密工程(2016年6期)2016-11-07 09:07:19
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
湖北經濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
上海電機學院學報(2015年4期)2015-02-28 14:30:00
