7A04合金Φ720mm圓鑄錠的熔鑄工藝研究
2014-05-16 04:03:48王濱濱
山東工業技術 2014年9期
王濱濱
(哈爾濱職業技術學院 黑龍江 哈爾濱 150081 )
1.前言
7A04 合金由于合金化程度比較高,熔煉鑄造是鋁合金制品生產過程中最主要、關鍵、基礎性的工序,鑄錠的冶金質量對產品的性能起決定性的作用,因此對7A04合金φ720mm鑄錠熔鑄工藝進行研究很必要。
2.研究過程
2.1 成分優化
在該合金中,鋅,鎂是主要強化元素,而且隨著鋅,鎂含量的增加,合金的強度提高,但塑性降低,生產實際表明,該合金具有極大的形成熱裂紋和疏松的傾向性。合金中的雜質硅和鐵對合金的裂紋傾向性有重要影響如下圖1。
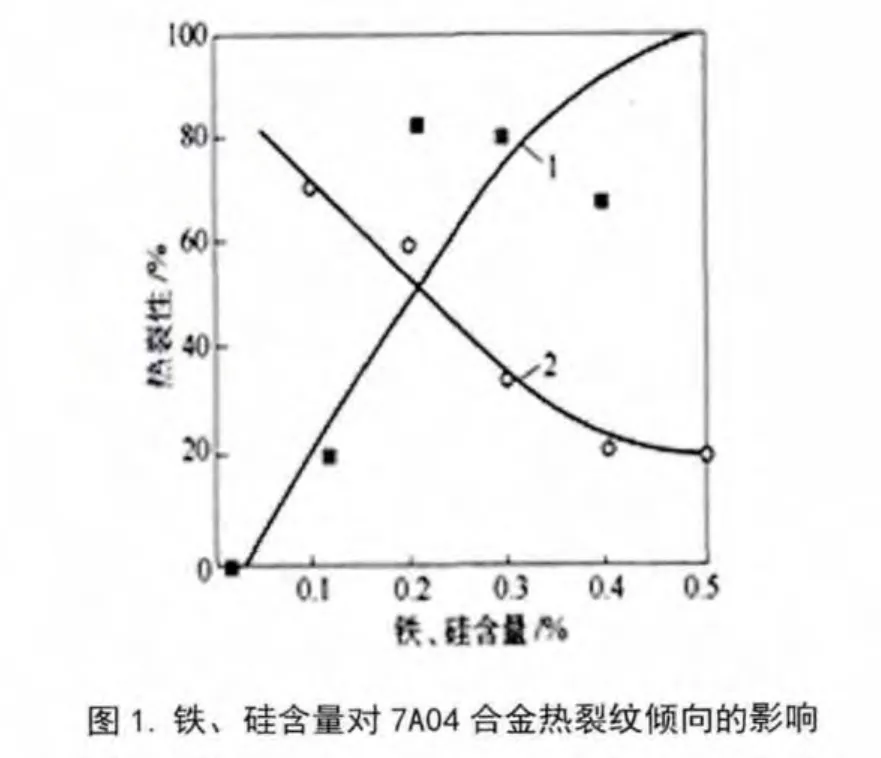
1—硅含量;2—鐵含量
通常,在硅含量較低時,提高鐵含量,合金的熱脆性下降。隨鎂含量提高,鑄錠的裂紋傾向顯著下降。隨錳含量降低,合金在固液態的塑性提高,因而熱裂紋傾向性降低。鋅和銅的含量控制在中下限時對消除裂紋有好處。該次試驗把Si控制在小于0.08%,鎂補至2.5%,銅1.5%,鋅5.8%,同時在標準允許的范圍內加入一定量的鈦以提高合金抗裂紋的能力。
2.1.1 試驗材料
7A04 合金熔煉采用的原材料有:純度為99.7%的鋁錠、電解銅、純鎂錠、純鋅錠和Al-Cr、Al-Mn中間合金,并用Al-Ti-B做晶粒細化劑。
2.2 熔體凈化
鋁在凝固時,同一溫度下在液態和固態時氫的溶解度分別為0.69cm3/100g和0.036cm3/100[1],因此,熔體在凝固時氫易在鋁中析出而形成分子氫。析出過程中它可能被封閉在凝固的金屬里引起疏松,若疏松嚴重,成為材料斷裂的裂紋源,并將明顯降低材料的機械性能。
2.3 鑄造參數優化
2.3.1 裂紋產生原因
產生裂紋的基本原因是鑄錠內外層溫差大,鑄錠內層冷卻速度大于外層冷卻速度,內層的收縮受到早已冷凝的外層的阻礙,使鑄錠中心層沿直徑平面形成拉應力的緣故,當超過金屬允許的變形值時,便產生了裂紋。
2.3.2 鑄造溫度
鑄造溫度越高,液穴越深55,產生柱狀晶組織的傾向性越大[2],使裂紋廢品增多,并使鑄錠表面偏析浮出物增多。鑄造溫度過低,將促使鑄錠表面冷隔的形成和增大其深度,使鑄錠組織不均勻,降低力學性能。本研究將鑄造溫度定為750℃~770℃。
2.3.3 鑄造速度
鑄造速度為16變時,產生中心裂紋。隨著鑄造速度的提高鑄錠中過渡帶尺寸增加,形成熱裂紋的脆性區的幾何尺寸增大,同時,鑄錠各層冷卻速度差別更大,導致拉伸變形量增大,因而使鑄錠形成熱裂紋的傾向增大。本研究將鑄造速度由原來的16變降低到16mm/min。
2.3.4 水冷強度
7A04 合金φ720mm鑄錠對水冷強度非常敏感,不但要求水冷強度均勻,而且要求冷卻水壓大小適宜,水壓小液穴變深,會生產熱裂紋[3],水壓太大鑄錠在結晶器內形成較厚的硬殼,鑄錠易產生冷隔而拉裂。本研究將采用造水壓0.03Mpa~0.05Mpa。通過以上工藝研究確定7A04合金φ720mm鑄錠的鑄造工藝參數見表2。
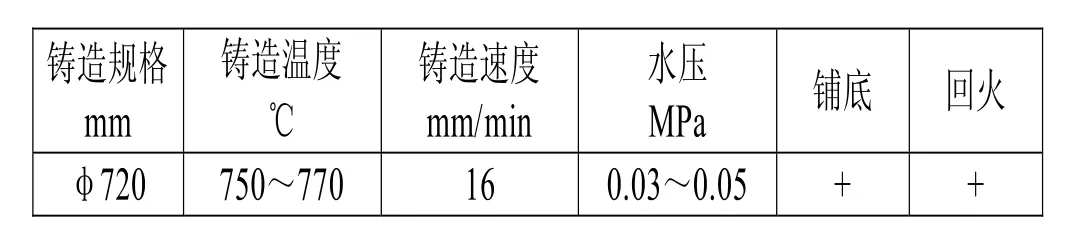
表2 鑄造工藝參數
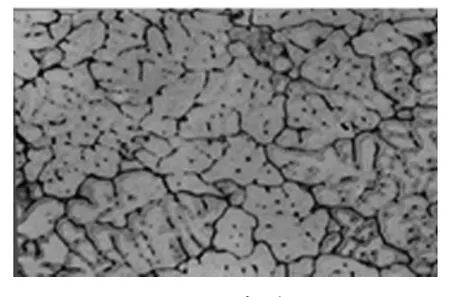
圖2 7A04合金φ720mm鑄錠的高倍組織

圖3 7A04合φ720mm鑄錠的低倍組織
圖2、圖3是7A04合金Φ 720mm鑄錠的高倍、低倍金相組織照片,由圖可見低倍組織致密,無冶金缺陷,晶粒細小;高倍組織存在大量的鑄態枝晶并呈網狀分布。鑄錠的冶金質量比較好,說明我們所研究的熔鑄工藝可行。
2.4 鑄造過程中加強操作
2.4.1 鑄造開頭時的注意事項
鑄造開頭時流盤、漏斗、小墊必須預熱充分,并且漏斗噴涂要均勻,加熱不能過急,防止蹦漆。漏斗在結晶器里的位置要適中,防止鑄錠內部和液穴溫差大,冷卻凝固不均現象。
2.4.2 鑄造過程中的注意事項
鑄造過程中由于鑄造速度較慢要勤測溫,保證靜置爐和除氣箱的溫度,開頭后要檢查除氣箱轉子的氣泡大小是否合適,適當進行調整。
2.4.3 鑄造收尾的注意事項
收尾時不要攪動流盤里剩余的液體,流盤供流停止后平穩抬起流盤,在鑄錠邊部凝固100mm左右時平穩挑出漏斗,并進行回火。
3. 結論
3.1 7A04合金φ720mm圓鑄錠的裂紋傾向性比較大。
3.2 7A04合金φ720mm圓鑄錠不產生中心裂紋的最佳工藝參數是:鑄造速度16mm/min、鑄造溫度750~770℃、冷卻水壓0.03~0.05Mpa。
[1]2008年01期《鑄造技術》
[2]《鑄錠裂紋傾向的影響因素及消除》,劉果然,蔡少勛
[3]《鋁合金加工手冊》
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
科技傳播(2019年22期)2020-01-14 03:06:54
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03
