客運專線鐵路大型養路機械若干檢修工藝探討
2014-06-07 05:57:37李曉兵
鐵道標準設計 2014年8期
李曉兵
(鐵道第三勘察設計院集團有限公司,天津 300251)
客運專線鐵路大型養路機械若干檢修工藝探討
李曉兵
(鐵道第三勘察設計院集團有限公司,天津 300251)
針對目前國內大型養路機械的檢修基本尚無架修、年修工藝流程的狀態,通過對國內既有大機段檢修工藝和檢修設備技術現狀的分析,從系統化、規范化出發,結合北京客運專線基礎設施維修基地的工程實際,研究、歸納大機檢修工藝,為今后客運專線相關的大機運用維修機構設計做準備。提出了客運專線大型養路機械工作裝置、制動系統、液壓系統、電機、轉向架及柴油機等部件的檢修工藝。
客運專線;大型養路機械;檢修工藝
1 概述
客運專線對線路維修質量進而對大機運用維修提出了新的需求,大型養路機械發展至今天,已成為現代化的高新技術產品,保養檢修有一定的難度,若保養檢修質量不達標,就不能充分發揮其效能,因而降低線路維修的質量。這不僅會縮短線路的使用壽命,還會影響行車速度,甚至危及行車安全,造成經濟損失、產生不良社會影響。
通常,大型養路機械主要由車體、轉向架、車鉤緩沖器、柴油機、液壓系統、電機、電氣系統、傳動系統和工作裝置等部件組成,應根據大型養路機械各部件的特性,確定科學、合理的檢修作業流程。擬通過對既有大機段的大機檢修工藝流程的調研、分析,找出其不足,從系統化、規范化出發,研究、歸納大機檢修工藝,為今后相關的大機運用維修機構設計做準備。
2 既有大型養路機械的檢修工藝
在既有大型養路機械段中,普遍存在大機停放線不夠,檢修臺位不足,檢修檢測設施設備不齊全等情況,有的段甚至至今還未形成真正意義上的檢修檢測能力,出現部分大機欠修的情況。如原北京豐西大機段的檢修制度是依據《大型養路機械使用管理規則》規定,參照鐵路貨車段修規范,而制定的:“架修”——每2年1次,停時1月(20工天),“定修”——每年1次,停時半月(10工天),總的檢修期為2個月。但從實際運行中來看,這種檢修制度有些不切合實際。該段約有大機31臺,每年架修工作量為15臺,在短短的2月冬檢時間內完成規定的架修任務,從人員和檢修設備配備上看,都不可能實現;另外,由于架修周期短,容易使得有些總成或部件出現“欠修”。
3 客運專線大型養路機械的檢修工藝
考慮到大型養路機械車體、車鉤緩沖器及電氣系統的檢修與普通車輛相應部件的檢修無太大區別,重點研究其工作裝置、制動系統、液壓系統、電機及轉向架及柴油機等部件的檢修工藝。
3.1 工作裝置檢修工藝
大型養路機械工作裝置的檢修主要考慮搗固裝置、穩定裝置、清篩裝置等部件的檢修和試驗,考慮到現有大機段工作裝置只是換件修,結合北京客運專線基礎設施維修基地的檢修任務量,工作裝置檢修工藝采用流水修。
檢修工藝流程如下:定性診斷→分解→清洗測量→組裝→檢驗驗收。
工藝流程步驟如下:
(1)對工作裝置進行全面的外觀技術狀態檢查;
(2)按相關部件規程要求將作業裝置進行總成分解;
(3)清洗各零部件后,按規程要求對運轉副、工作件進行測量,根據測量結果與規程要求界定更換零件種類;
(4)按相關組裝工藝要求進行總成組裝;
(5)按相關部件測試要求,對裝配好的作業裝置進行調試,調試合格的作業裝置油漆噴涂,涂打定檢標記,準備驗收。
3.2 制動系統檢修工藝
目前大型養路機械的制動系統包含了JZ-7、DK-1(YZ-1)、DB-60、701、705等制動機,考慮到現有大機段制動系統只是換件修,結合北京客運專線基礎設施維修基地工程的檢修任務量,制動系統檢修工藝采用流水修。
其檢修工藝流程為:定性診斷→拆卸→清洗→檢修→組裝→檢驗驗收。
工藝流程步驟如下:
(1)對制動系統進行全面的外觀技術狀態檢查;
(2)按相關部件規程要求或根據實際技術狀態將制動機進行總成分解;
(3)分解后的制動機零部件,經粗洗、精洗、噴淋清洗、表面干燥等自動完成的全部清洗作業;
(4)由傳送帶輸送至各檢修工位進行檢修;
(5)按相關組裝工藝要求進行總成組裝;
(6)對裝配好的作業裝置進行調試,調試合格的作業裝置油漆噴涂,涂打定檢標記,準備驗收。
3.3 液壓系統檢修工藝
大型養路機械液壓系統的檢修主要考慮液壓泵、馬達、控制閥、油缸等部件的檢修和試驗,考慮到現有大機段液壓系統只是換件修,結合北京客運專線基礎設施維修基地的檢修任務量,液壓系統檢修工藝采用流水修。
其檢修工藝流程為:定性診斷→拆卸→檢驗測試→分解→清洗→組裝→檢驗驗收。
工藝流程步驟如下:
(1)檢測液壓系統的狀態、溫升,檢查泵、馬達、控制閥、油缸等部件有無裂紋和泄漏;
(2)準備場地和拆卸工具完成液壓泵、馬達、控制閥及油缸的拆卸;
(3)將拆下的液壓泵、馬達、控制閥、油缸在實驗臺上做功能和泄漏試驗,試驗數據包括壓力、排量、流量、轉速、輸出扭矩、容積效率等;
(4)分解后徹底檢查每一個最小單元零件的完好情況、全面更換密封元件、復位彈簧等一次性使用的零件;
(5)煤油清洗→超聲波清洗→高溫清洗→壓縮空氣吹干;
(6)在封閉空調車間內,嚴格按照技術標準進行零件組裝;
(7)通過動態檢測設備對液壓泵、馬達、控制閥、油缸進行動態模擬檢測,各項技術指標符合要求后進行外觀清潔和噴漆處理并作修理驗收。
3.4 電機檢修工藝
大型養路機械電機的檢修主要考慮發電機、磨軌電機的檢修和試驗,考慮到現有大機段發電機、磨軌電機只是換件修,結合北京客運專線基礎設施維修基地的檢修任務量,電機檢修工藝采用流水修。
檢修工藝流程為:定性診斷→拆卸→除塵處理→測量與試驗→分解檢修→檢驗驗收。
工藝流程步驟如下:
(1)對作業裝置進行全面的外觀技術狀態檢查; (2)由作業單元上拆下電機; (3)電機送至除塵裝置內,對電機外部進行清掃; (4)對電機進行外觀檢查、作絕緣阻值、耐壓測量及性能試驗;
(5)對不符合技術要求的電機分解檢修。
①電氣部分不合格:電機分解→查找定子、轉子等故障→按故障情況決定是否檢修→檢修→清洗→測量→組裝→測量→性能試驗→油漆噴涂→涂打定檢標記→質量檢驗→檢修后產品存放待驗收。
②機械部分不合格:電機分解→故障診斷→退卸軸承→軸承壓裝→更換失效其他零件→清洗→給潤滑脂→組裝→測量→性能試驗→油漆噴涂→涂打定檢標記→質量檢驗→檢修后產品存放待驗收規范。
(6)檢驗驗收:電機外觀檢查→電機絕緣值測量→電機耐壓值測量→電機性能試驗→故障電機返修。
3.5 轉向架檢修工藝
目前大型養路機械多采用2種結構形式的轉向架,其中D08-32型自動抄平起撥道搗固車和WD-320型動力穩定車所用的轉向架為Ⅰ型轉向架, SRM80型全斷面道床清篩機所用的轉向架為Ⅱ型轉向架。
轉向架的技術狀態和性能直接影響大型養路機械的運行品質,關系到行車安全,所以其檢修工藝非常重要,考慮到現有大機段轉向架只是換件修,結合北京客運專線基礎設施維修基地的檢修任務量,轉向架檢修工藝采用流水修。
檢修工藝流程如圖1所示。
工藝流程步驟如下。
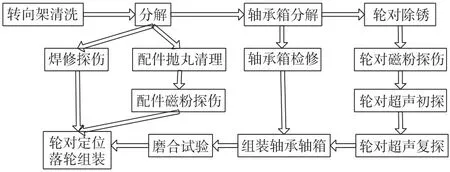
圖1 轉向架檢修工藝流程
(1)轉向架經沖洗房由人工沖洗。
(2)轉向架經清洗后,運行至轉向架分解臺位,吊車將大分解后的轉向架吊至轉向架舉升裝置,對所有的零部件進行全面的分解。分解后的制動梁懸吊件和需要進行磁粉探傷的其他零部件進入拋丸室進行除銹清理后,運至探傷工位進行磁粉探傷。搖枕和托梁由吊車吊到搖枕托梁翻轉工位,由搖枕托梁翻轉機將搖枕托梁夾緊并可360°翻轉,以對其進行檢查和焊修及磁粉探傷。
(3)大分解后的構架由吊車吊至構架焊修臺位上,對其進行檢查、測量、磁粉探傷和焊修工作。
(4)焊修完畢經檢查驗收合格的構架由吊車吊至轉向架組裝臺位的舉升裝置上,對其進行全面零部件的組裝工作。
(5)對分解后的輪對進行軸承和軸箱的分解。
(6)分解軸承和軸箱后的輪對進入輪對除銹工位,由輪對除銹清洗機對輪對需探傷的部位進行除銹清理工作。
(7)清洗除銹后的輪對進入輪對熒光磁粉探傷機,對輪對需要探傷的部件進行熒光磁粉探傷工作。
(8)經熒光磁粉探傷后的輪對,由2臺多通道超聲波探傷機對輪軸進行超聲波的初探和復探。
(9)經過超聲波探傷后的輪對,經過軸承和軸箱的組裝后,進入組裝工位。
3.6 柴油機檢修工藝
目前基地內大型養路機械多采用道依茨風冷柴油機和大功率水冷柴油機,其檢修主要包括零部件修理組裝、發動機修理總裝、柴油機磨合、功能調整、整機驗收和噴漆包裝等。考慮到基地的檢修任務量,柴油機檢修工藝采用整體定位修,部件流水修的工藝。檢修工藝流程如圖2所示。
柴油機各部件在柴油機分解區固定臺位上進行分解,分解后進入各自的檢修區。其中檢修線包含動力組解體線、活塞連桿檢修線、缸蓋檢修線、缸套檢修線,考慮噴油器、噴油泵檢修的防塵要求,集中設置噴油器、噴油泵檢修區。
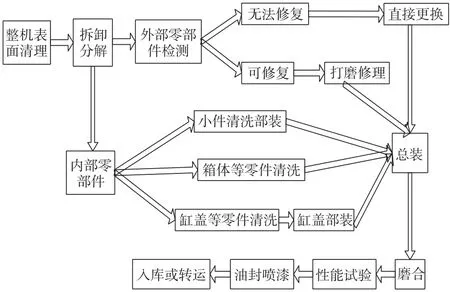
圖2 柴油機檢修工藝流程
4 結語
目前,由于各鐵路局內大型養路機械維修基地正在建設,在大型養路機械檢修方面尚未提出一套完備的檢修工藝,所做的研究工作是對該領域的一個初步的嘗試和探索,為今后相關的大機運用維修機構設計做準備。
[1] 陳萍.高速鐵路綜合維修布局設計方案探討[J].鐵道標準設計, 2011(9).
[2] 毛必顯.大型養路機械YZ-1型空氣制動機[M].成都:西南交通大學出版社,2006.
[3] 毛必顯,程立.轉向架的構造與檢修[M].成都:西南交通大學出版社,2002.
[4] 毛必顯,江河.SPZ-200配碴整形車的運用和保養[M].成都:西南交通大學出版社,2002.
[5] 毛必顯,蘇公彬.CD08-475道岔搗固車的運用和保養[M].成都:西南交通大學出版社,2002.
[6] 程連飛,毛必顯.SRM80型全斷面道碴清篩機的運用和保養[M].成都:西南交通大學出版社,2002.
[7] 馬云昆,毛必顯.道依茨風冷柴油機的使用與維修[M].成都:西南交通大學出版社,2004.
[8] 劉輝.客運專線基礎設施維修基地檢修工藝研究之大型養路機械[J].鐵道勘察與設計,2010(4).
[9] 耿明.淺談大型養路機械段的工藝設計[J].長沙鐵道學院學報:社會科學版,2005(2).
[10]劉輝.客運專線大型養路機械檢修工藝研究[J].交通科技, 2010(7).
[11]耿明.基礎設施維修基地大機檢修工藝流程研究[J].上海鐵道科技,2011(2).
Preliminary Exploration on Some Maintenance Technologies of Large Maintenance Machinery for Railway Passenger-dedicated Line
LI Xiao-bing
(The Third Railway Survey and Design Institute Group Corporation,Tianjin 300251,China)
U269
A
10.13238/j.issn.1004-2954.2014.08.042
1004-2954(2014)08-0172-03
2014-05-15
李曉兵(1975—),男,高級工程師,2004年畢業于西南交通大學,工學碩士,E-mail:lxb75108@163.com。
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
當代工人(2020年8期)2020-05-25 09:07:38
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
制造技術與機床(2019年12期)2020-01-06 03:17:46
西南交通大學學報(2018年5期)2018-11-08 10:58:26
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
科技知識動漫(2016年8期)2016-07-29 20:40:09
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49
鐵道運營技術(2015年3期)2015-12-23 09:27:14