基于PLC控制的自動環(huán)縫焊機的設(shè)計
2014-06-09 12:33:06張華忠王廣業(yè)
機電產(chǎn)品開發(fā)與創(chuàng)新 2014年3期
關(guān)鍵詞:設(shè)計
張華忠,王廣業(yè),國 兵
(日照職業(yè)技術(shù)學院,山東 日照 276826)
基于PLC控制的自動環(huán)縫焊機的設(shè)計
張華忠,王廣業(yè),國 兵
(日照職業(yè)技術(shù)學院,山東 日照 276826)
為解決液力變矩器在焊接過程中焊件變形、焊件同軸度較差、焊接效率不高的問題,論文設(shè)計以PLC為控制核心自動控制系統(tǒng),配以機械裝置組成自動環(huán)縫焊機。通過實踐中應用證明,此環(huán)縫焊機比傳統(tǒng)焊接具有更高的焊接穩(wěn)定性、更好的焊接質(zhì)量、較高的焊接質(zhì)量,具有廣泛的推廣價值。
液力變矩器;PLC;自動焊接;控制系統(tǒng)
0 引言
液力變矩器在工作過程中,需要承受大的沖擊力矩、高轉(zhuǎn)速、高溫度,因此裝配時,需要將上蓋和泵輪焊接成為一體增加強度,提高抗震能力。在實際焊接過程中,焊接溫度非常高,很容易造成液力變矩器的變形,且殼體與泵輪極易出現(xiàn)同軸度誤差,最終結(jié)果是汽車性能受到較大影響。為液力變矩器的效率、緩和沖擊力、加強自適應能力,在液力變矩器上增設(shè)止鎖離合器,用來控制渦輪機構(gòu)與泵輪機構(gòu)的機械連接和斷開[1]。這要求渦輪輸出軸套焊接后與殼體內(nèi)表面保持一定的距離,保證當離合器處于分離時,能有足夠的間隙,這要求在焊接時殼體與泵輪的同軸度要求十分嚴格。為解決上述難題,本文選擇基于PLC控制的自動環(huán)焊縫機對液力變矩器進行焊接,通過在五征集團的實際應用,該焊機可明顯提高焊機質(zhì)量和焊機效率。
1 自動環(huán)縫焊機機械機構(gòu)設(shè)計
液力變矩器是現(xiàn)代汽車無極調(diào)速重要的結(jié)構(gòu)組成部分,其結(jié)構(gòu)如圖1所示,它能夠在汽車起步時,實現(xiàn)平穩(wěn)啟動,且在加速過程中,起到增大扭矩的作用。自動環(huán)縫焊機整體機械結(jié)構(gòu)十分緊湊,焊槍在空間結(jié)構(gòu)相對固定,工件通過夾具在工作臺上可旋轉(zhuǎn)運動。為防止在焊接過程中工件變形,采取三只焊槍或者更多焊槍在空間上均分同時工作,可以有效的減小焊接應力。
自動環(huán)縫焊機在機械結(jié)構(gòu)上分為焊槍定位裝置、工件旋轉(zhuǎn)驅(qū)動裝置、工件壓緊裝置。

圖1 液力變矩器結(jié)構(gòu)圖
1.1 焊槍定位裝置
為提高自動環(huán)縫焊機焊的靈活性和通用性,在設(shè)計時,焊件裝置設(shè)計為可多維度調(diào)整的機構(gòu)。焊槍的定位移動采用精密氣缸實現(xiàn),根據(jù)工件的大小和形狀來調(diào)節(jié)氣缸的位置進行焊槍的定位。此裝置可以通過微調(diào)焊槍位置提高焊接質(zhì)量,同時增加自動環(huán)縫焊機的通用性。
1.2工件旋轉(zhuǎn)驅(qū)動裝置
此裝置采用步進電機驅(qū)動,步進電機可以準確連續(xù)的調(diào)整速度和角度,根據(jù)工件的大小、形狀調(diào)節(jié)焊接的速度和角度,很好的與焊槍的焊接速度相配合,保證焊接質(zhì)量與效率,在工件旋轉(zhuǎn)的工程中,可通過觸摸屏調(diào)節(jié)步進電機的各種參數(shù),實現(xiàn)焊接生產(chǎn)過程的自動化。
1.3 工件壓緊裝置
為保證自動環(huán)縫焊機在焊接過程中的安全和焊接質(zhì)量,本裝置采用專門的壓緊裝置,如圖2所示,裝置能夠保證設(shè)備在停氣、斷電的特殊情況下焊機動作不會發(fā)生誤動作。夾具的動力裝置由氣缸驅(qū)動,氣缸在直線導軌上驅(qū)動滑塊進行調(diào)節(jié)運動。放置工件時,將工件下半部分放置在回轉(zhuǎn)定位工裝內(nèi),定位機構(gòu)將其鎖緊,后將工件上半部分放置工裝內(nèi)與下半部分對齊定位,此定位機構(gòu)能夠保證焊件的同軸度要求,然后焊接。
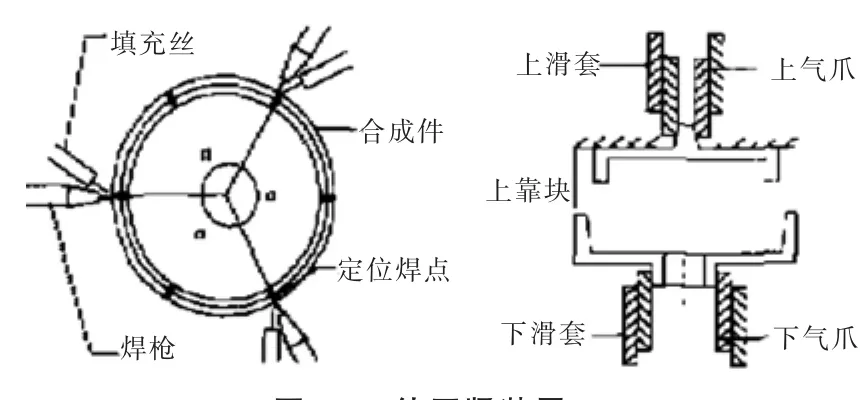
圖2 工件壓緊裝置
2 硬件控制部分的設(shè)計
由于液力變矩器在焊接過程中,工序復雜、焊接精度要求較高,因此控制部分采用PLC和觸摸屏等智能儀器來提升環(huán)縫焊機的自動化程度。驅(qū)動部分則采用精度較高的細分步進電機。控制系統(tǒng)硬件主要分為以下幾部分:主電路、控制電路、驅(qū)動電路、輔助控制電路,如圖3所示。
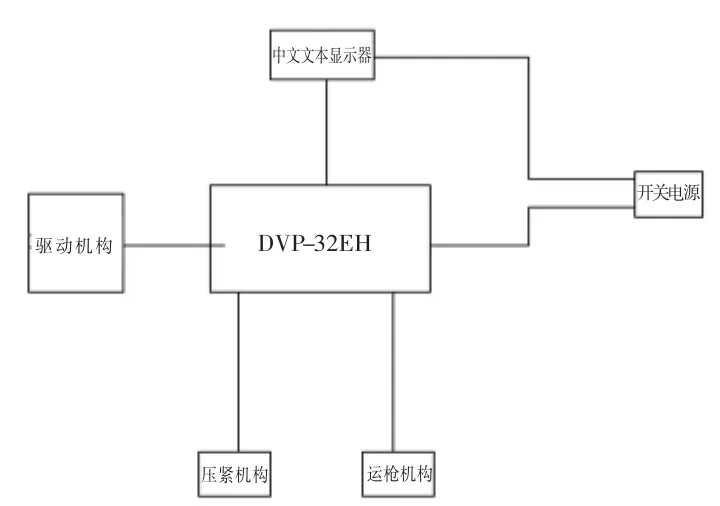
圖3 控制部分硬件組成
2.1 控制電路設(shè)計
在焊接過程中, 所有的焊接運行動作都由 PLC發(fā)出指令, 工件位置信號和焊機狀態(tài)信號是由位置檢測元件光電傳感器、限位開關(guān)和接近開關(guān)檢測,并將其輸送給PLC,分別用于工件的檢測、限位和定位。控制系統(tǒng)所需要數(shù)字量和模擬量,通過接口電路與PLC相連,PLC根據(jù)檢測信號發(fā)出相應的控制運行指令。主要的控制動作有:工作臺沿直線導軌在水平方向的平動、工件在水平面內(nèi)的旋轉(zhuǎn)運動及在垂直方向的運動,均由步進電機實現(xiàn)控制指令所要求的動作。焊接加工過程所需要的焊接電源和相應的送絲機都有直接的遠程控制接口.可以通過接口電路接至PLC,控制系統(tǒng)可對起弧、熄弧及電流切換等過程進行控制。PLC電氣原理圖設(shè)計如圖4所示。
2.2 驅(qū)動電路設(shè)計
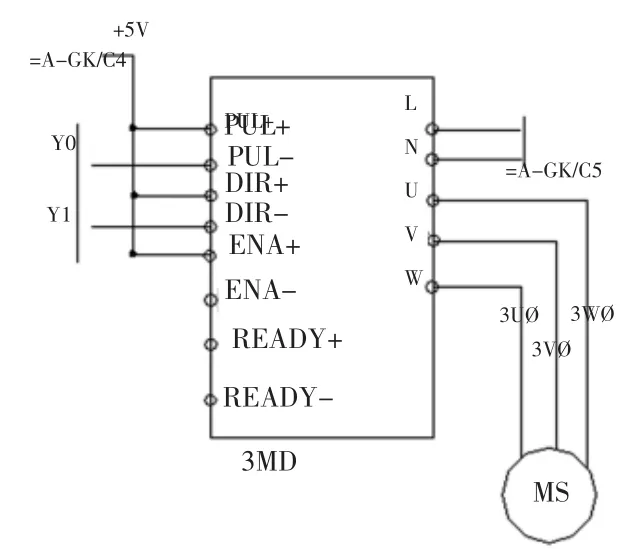
圖5 步進電機控制原理圖
在環(huán)縫焊機的工作過程中,步進電機的的旋轉(zhuǎn)量和旋轉(zhuǎn)速度決定了工件焊接的位置量和焊接的速度[2]。通過控制步進電機控制器可以準確的控制焊接速度和焊接的位置,同時速度的調(diào)整可以較好地改變焊接質(zhì)量,對同一位置焊接時間的長短能夠改變焊接的效果。驅(qū)動電路設(shè)計如圖5所示。
3 控制系統(tǒng)軟件部分設(shè)計
為實現(xiàn)環(huán)縫焊機自動焊接,根據(jù)焊接工藝過程,采用PLC梯形圖編制程序?qū)崿F(xiàn)焊接的邏輯過程[3]。控制系統(tǒng)軟件部分設(shè)計主要分為:壓緊裝置動作程序、焊機速度調(diào)整程序、焊接過程動作程序、觸摸屏與PLC通訊程序等等。圖6為壓緊裝置動作程序梯形圖設(shè)計;圖7為焊機速度調(diào)整程序梯形圖設(shè)計;圖8為焊接過程動作梯形圖設(shè)計。
4 結(jié)論
自動環(huán)縫焊機為解決在焊接液力變矩器過程中工件發(fā)生變形、焊接質(zhì)量不穩(wěn)、焊件效率不高的難題,采用三支焊槍均布工藝,通過PLC對焊機進行自動控制,較好地解決了上述難題。焊槍的焊接速度和工件的旋轉(zhuǎn)速度較好地配合,不但大幅度的提高了焊接效率,同時保證了焊接質(zhì)量。且當焊接工件發(fā)生變化時,只需通過觸摸屏調(diào)整相關(guān)參數(shù),即能完成不同工件的焊接,大大提高此裝置的通用性和廣泛性。
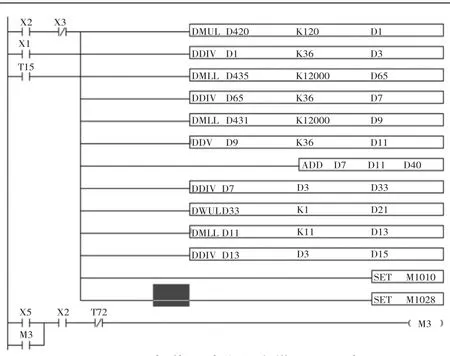
圖6 壓緊裝置動作程序梯形圖設(shè)計
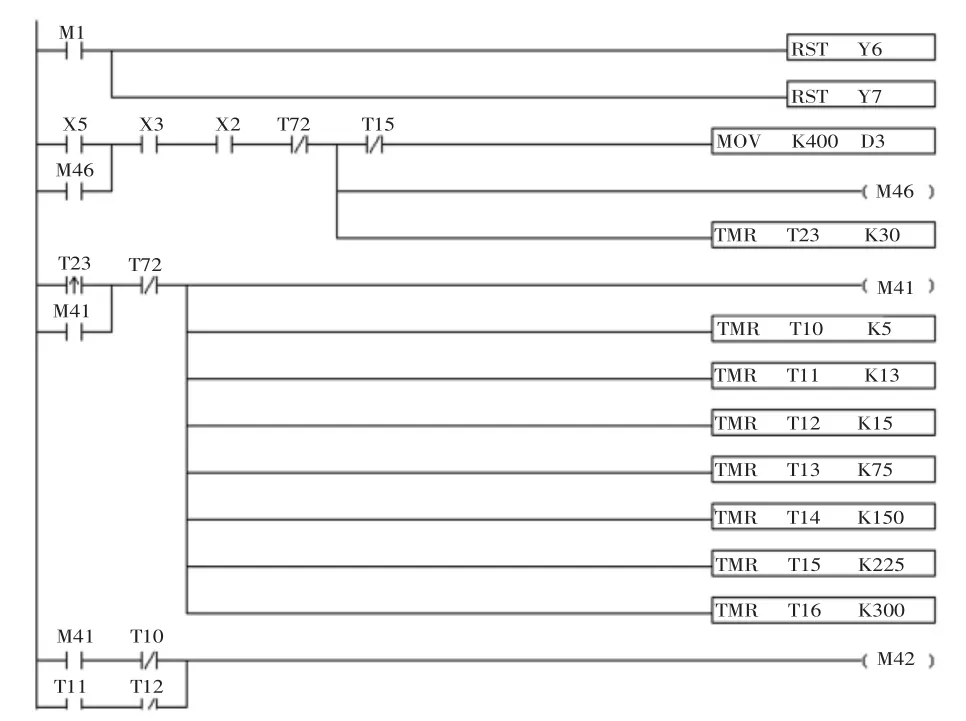
圖7 焊機速度調(diào)整程序梯形圖設(shè)計
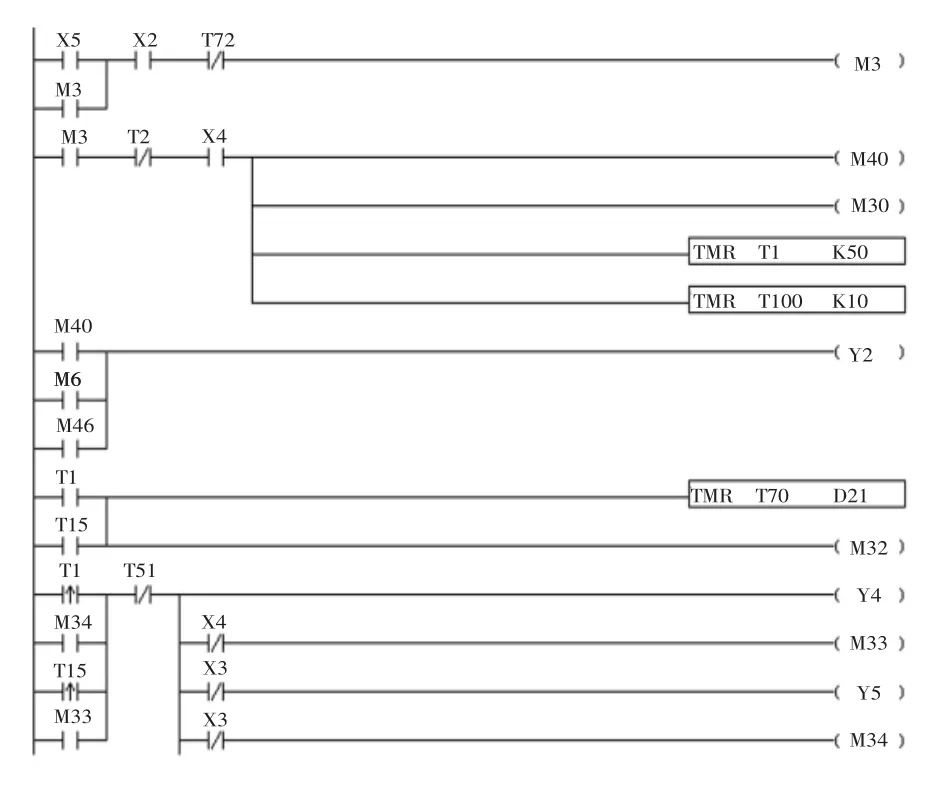
圖8 焊接過程動作梯形圖設(shè)計
[1]張小云,張延松,等.基于焊點壓痕的伺服焊槍電焊質(zhì)量在線檢測方法[J].焊接學報,2003,10.
[2]杜偉國,張小云,等.伺服焊槍中頻直流電阻點焊優(yōu)勢探討[J].電焊機,2009,8.
[3]洪志育.例說PLC[M].北京:人民郵電出版社,2007.
Design of Welding Seam Automatic Loop Control Based on PLC
ZHANG Hua-Zhong,WANG Guang-Ye,GUO Bing
(Rizhao Polytechnic,Rizhao Shandong 276826,China)
In order to solve the problem of hydraulic torque converter in the welding process welding deformation,welding,welding coaxiality of poor efficiency is not high,this design with PLC as the control core of the automatic control system,with a mechanical device automatic girth welding machine.Through the practice of application shows that,this ring seam welding machine than traditional welding has higher welding stability,better welding quality,high welding quality,and wide popularization value.
torque converter;PLC;automatic welding;control system
TP3993
:Adoi:10.3969/j.issn.1002-6673.2014.03.059
1002-6673(2014)03-155-03
2014-03-20
張華忠 (1974-),男,山東濰坊人,研究生,講師。現(xiàn)主要從事機械設(shè)計制造與自動化專業(yè)的教學與科研工作。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04