單件流生產(chǎn)技術(shù)在微小型服裝企業(yè)的應用研究
2014-06-21 05:56:24田合偉陳玉林
浙江紡織服裝職業(yè)技術(shù)學院學報 2014年2期
田合偉 陳玉林
1 單件流生產(chǎn)技術(shù)概述
1.1 單件流的概念與起源
單件流生產(chǎn)源于精益生產(chǎn)方式,簡稱OPF,這是一種將人員、工序與設備有機組合,每個生產(chǎn)單元以最小的數(shù)量為單位進行生產(chǎn)和傳遞,前后工序間無停滯的生產(chǎn)方式。
單件流生產(chǎn)是20世紀70年代由日本企業(yè)率先提出。單件流由國外傳遞至國內(nèi),要求服裝裁片以小批量或單件為單元,不超前、不滯后保持富有節(jié)奏感的連續(xù)流動。
1.2 單件流生產(chǎn)技術(shù)的特點
與傳統(tǒng)生產(chǎn)方式相比,單件流生產(chǎn)方式有其獨特的優(yōu)勢:出產(chǎn)時間快,在制品存量少;占用生產(chǎn)面積小;易暴露生產(chǎn)問題點;易適應市場與計劃的變更;易保證產(chǎn)品品質(zhì);可使工序產(chǎn)能目標化、時間定量化;能提高生產(chǎn)效率,準確估算交貨期,減少浪費。單件流最本質(zhì)的特征為連續(xù)流動和各工序間恰到好處的銜接,它是以不斷減少資源浪費為目的,排除任何在材料、人力、時間、空間、程序、搬運或其他資源方面的消耗,把生產(chǎn)過程中那些不能創(chuàng)造價值的工序或動作盡可能減少,將生產(chǎn)諸要素在生產(chǎn)過程中進行優(yōu)化組合,使產(chǎn)品生產(chǎn)線周期縮短,生產(chǎn)效率提高,便于管控生產(chǎn)進度,便于穩(wěn)定化生產(chǎn),便于質(zhì)量控制,便于及時交貨,實現(xiàn)生產(chǎn)效率和生產(chǎn)質(zhì)量提升[1]。
1.3 微小型服裝企業(yè)單件流生產(chǎn)條件
許多微小型服裝企業(yè)目前都在嘗試單件流生產(chǎn)方式,但是在操作過程中經(jīng)常出現(xiàn)相應問題,原因在于單件流生產(chǎn)技術(shù)有其自身柔性靈活的特點。單件流生產(chǎn)需要一套能夠?qū)嵤娭菩怨?jié)奏的傳遞系統(tǒng);要求生產(chǎn)設備、傳遞工具、生產(chǎn)模板、縫紉附件提前準備及流水線布局合理有序,工位數(shù)合理;生產(chǎn)軟件要求節(jié)奏均衡、編成效率高、薪酬體系完善;企業(yè)員工要求培訓及時,生產(chǎn)線多能工需求量比較大,營造互幫互助的氛圍,還需要一定量的機動工[2]。
2 微小型服裝企業(yè)單件流的應用措施
2.1 單件流生產(chǎn)與傳統(tǒng)生產(chǎn)的區(qū)別
單件流生產(chǎn)不能盲目推行,微小型服裝企業(yè)需要對自身情況做一個初步評估,有的放矢地推行單件流生產(chǎn)。單件流按節(jié)拍生產(chǎn),縮短供應鏈從而快速滿足客戶需求,交貨及時,如原本11天的生產(chǎn)周期在實施單件流生產(chǎn)后縮短為8天,產(chǎn)生很好的效應。如表1所示,是單件流生產(chǎn)與其他傳統(tǒng)生產(chǎn)方式的比較。從表中可以看出,單件流的生產(chǎn)對微小型服裝企業(yè)十分有利。例如廣東百如森服飾公司,主要業(yè)務為外單代加工,企業(yè)接單集中為羽絨服飾產(chǎn)品生產(chǎn),每單加工量在5萬件左右,引進單件流生產(chǎn)技術(shù)后,年生產(chǎn)投入降低6.4%,年生產(chǎn)效益提高7.9%,企業(yè)現(xiàn)有職工58人,均受益提高12%以上。
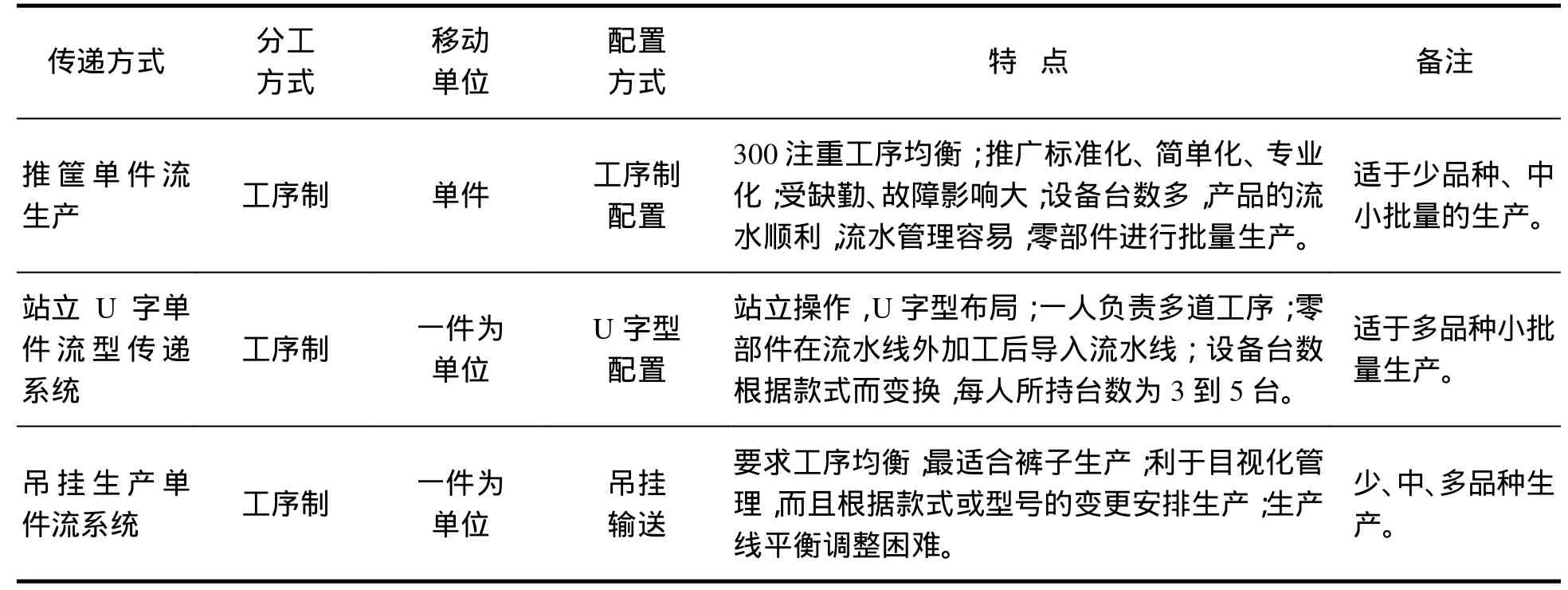
表1 單件流生產(chǎn)與批量生產(chǎn)傳遞方式比較
2.2 微小型服裝企業(yè)單件流形式
服裝單件流生產(chǎn)設備排列以及傳遞形式很多,表2所示為微小型企業(yè)常見的幾種形式。吊掛式流水線,主軌道自動傳遞;課桌式流水線,輸送帶傳遞;會議桌式流水線,手工或推筐傳遞;U字型流水線等。單件流U字型排列也分結(jié)合式、循環(huán)式和固定式3種形態(tài)。微小型服裝企業(yè)應根據(jù)產(chǎn)品品種和半成品形狀體積以及廠房布局來判斷適合本企業(yè)的生產(chǎn)線排列以及傳遞方式。
單件流吊掛系統(tǒng)適用于有實力的微小型服裝企業(yè),能夠滿足企業(yè)機電一體化生產(chǎn)需求,有助于提高企業(yè)生產(chǎn)量,但是投入較大。單件流機器排列傳送系統(tǒng)適用于一般的微小型服飾企業(yè),在應用過程中應合理編制效率,穩(wěn)固生產(chǎn)同步化。傳送帶或推筐單件流傳遞適用于起步型微小型服裝企業(yè),能夠以最小的投入,最大化的提高生產(chǎn)效率,應用中更要注意工序及節(jié)拍的編制。
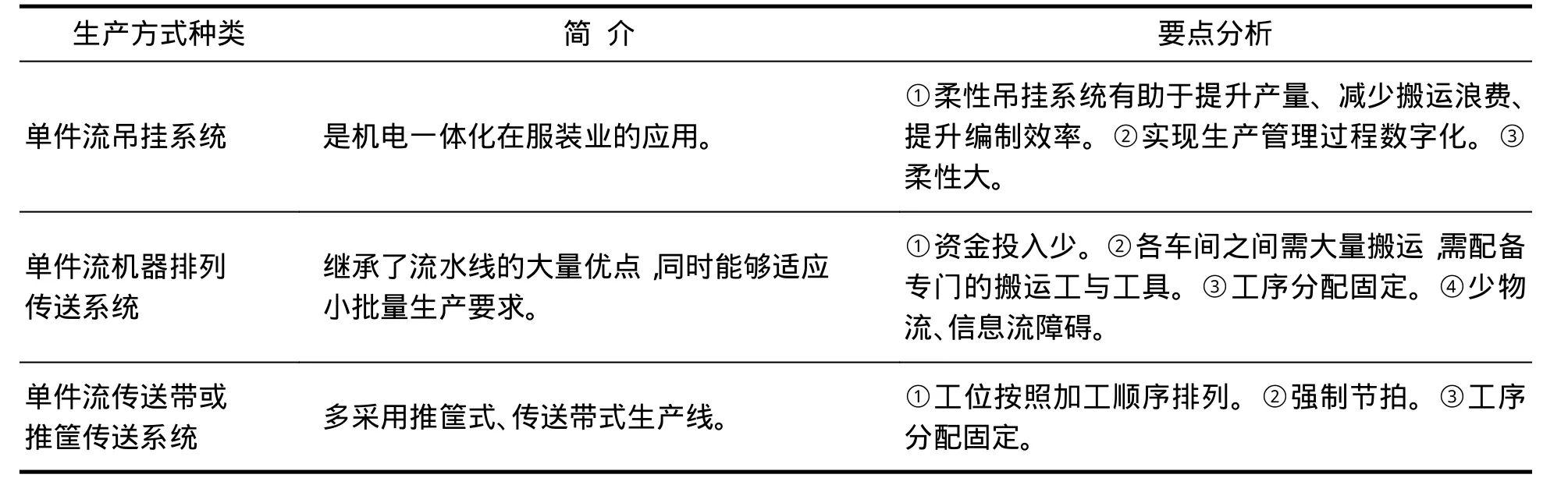
表2 單件流生產(chǎn)線設置方法
2.3 微小型服裝企業(yè)單件流核心技術(shù)
在推行單件流生產(chǎn)技術(shù)的過程中,必須嚴格控制單件流核心技術(shù),從編制效率、傳遞系統(tǒng)等方面綜合考慮,能夠更好的實行單件流生產(chǎn)技術(shù)。
2.3.1 單件流編制效率及同步化
單件流流水線的編制效率又稱負荷系數(shù),和流水線的同步化程度成正比。編制效率越高,流水線的平衡性就越好。要保證流水線的順暢高效,合理的編排和分工是重點。工序編排中的時間、節(jié)拍、順序、設備等因素大部分時候不能和諧統(tǒng)一。目前多數(shù)生產(chǎn)線靠主觀憑經(jīng)驗敲定工序組織、工時定額的確定、流水作業(yè)的安排等工作,缺乏合理性和科學性,造成工序節(jié)拍不穩(wěn)定,銜接不上,從而影響生產(chǎn)線編制效率。
微小型服飾企業(yè)實施單件流生產(chǎn)技術(shù)的核心之一在于解決編制效率的同步化。主要應該從確定工時與節(jié)拍、消除瓶頸工序等方面進行解決。實際工時的確定需測量3-5天的數(shù)據(jù),如果較穩(wěn)定,可作為該組該款的標準工時;或者根據(jù)板房中等水平制作的工時作為標準工時,然后到生產(chǎn)線上檢驗,看生產(chǎn)線平穩(wěn)時的工時和板房中等水平的差異,算出對應的比例系數(shù),從而判定標準工時,接著可以將板房制作過程中的手勢進行標準化、規(guī)范化,進而建立資料庫,以便在轉(zhuǎn)款時將相同的工序進行沿用。
微小型服裝企業(yè)生產(chǎn)線受工種、設備、請假、技能、素質(zhì)、學習曲線的限制很大,影響早、中、晚產(chǎn)出比例。平均化生產(chǎn)能夠有效對抗這種波動,平均化生產(chǎn)的基礎是改善瓶頸工序,進行動作分析,微小型服裝企業(yè)在實行單件流生產(chǎn)技術(shù)時,要使用縫制小附件和生產(chǎn)看板,培養(yǎng)多能工等方式來協(xié)調(diào)生產(chǎn)實現(xiàn)相對平衡。工序合并應盡量符合加工順序,各工位節(jié)拍接近流水線節(jié)拍或節(jié)拍倍數(shù),連續(xù)的工序在距離上盡量靠近,編制效率是衡量流水線平衡的重要指標,追求節(jié)拍均衡的過程也是不斷解決瓶頸的過程。瓶頸工序的改善首先通過取消、合并、重排、簡化等步驟入手。具體措施:將瓶頸工序再分配于加工時間凈值少的前后工序;優(yōu)化操作動作;改善設備條件、使用縫制輔助器;以瓶頸工序時間為傳遞節(jié)拍,合并重組其他工序;再通過改變?nèi)藛T配置,通過培訓和現(xiàn)場輔導,結(jié)合現(xiàn)場工人的實際情況,最終達到測試編制效率實現(xiàn)90%以上為宜。
例如某微小型服裝企業(yè)生產(chǎn)線有45人組成,先將每道工序所需時間測試10次,去除浮余時間然后取平均值,找出瓶頸工序。Ⅰ工序原定負責人數(shù)目為 X,其中有一位車工受技能影響速度很慢,形成瓶頸,要消除這一瓶頸工序,建議將Ⅰ工序安排為X+1人,而不是X人;Ⅱ工序最高時間為a秒,大于平均節(jié)拍b秒,這種情況下建議不安排專門人員負責機動位置的Ⅱ工序,可以由Ⅱ工序的縫紉工兼顧;如果查出Ⅲ工序是瓶頸工序,建議把Ⅲ工序交給專門人員負責解決瓶頸工序,由此更好的推行單件流生產(chǎn)技術(shù)。
2.3.2 微小型服裝企業(yè)單件流傳遞系統(tǒng)
條件具備的微小型服裝企業(yè)在推行單件流生產(chǎn)過程中建議引進吊掛系統(tǒng),服裝吊掛系統(tǒng)是實施單件流的良好載體,較適合耐磨性和保型性較好的面料,在工序的標準作業(yè)時間、節(jié)拍、編制效率方面都具備很大的優(yōu)勢,可快速實現(xiàn)生產(chǎn)過程數(shù)字化、作業(yè)標準化、基準明確化,維護生產(chǎn)線同步性和均衡性,較大幅度地提高生產(chǎn)效率。通過實地跟蹤長三角和珠三角幾個典型微小型服裝企業(yè)不同產(chǎn)品類型引進吊掛系統(tǒng)一周內(nèi)數(shù)據(jù)統(tǒng)計可知,當產(chǎn)量相同時,吊掛線比傳統(tǒng)線各產(chǎn)品類型生產(chǎn)周期降低18.2%,當生產(chǎn)時間相同時,吊掛線比傳統(tǒng)線各產(chǎn)品類型產(chǎn)能提升19%,引進單件流吊掛系統(tǒng)后可立刻減少約70%的半成品堆積。
圖1所示是經(jīng)過實驗得出的較優(yōu)選擇單件流吊掛生產(chǎn)布局圖,圖中按22個工位進行設計,不同規(guī)模的企業(yè)生產(chǎn)可成比例增減,其關(guān)鍵問題為將前衣片和后衣片分方向輸入流水線,在流水線傳遞過程中減少倒流和交叉現(xiàn)象,圖示在2號工位、9號工位、14以及21號工位等設置固定允許倒流,最大程度的控制和減少其他工位的倒流和交叉?zhèn)鬟f現(xiàn)象。設置11、12號工位作為靈活工位以及整理衣片工位,進一步解決瓶頸工序,提高生產(chǎn)效率。以無領(lǐng)雙貼袋上衣生產(chǎn)為例,雙貼袋、門襟、里襟、貼領(lǐng)都是在傳統(tǒng)生產(chǎn)方式的零部件組完成后再投入吊掛線的,既提高了吊掛系統(tǒng)的利用率,又發(fā)揮了零部件集中生產(chǎn)效率高的優(yōu)勢。機器的排列應以方便作業(yè)人員操作為原則,由于機器的排列方式是影響傳遞速度的一個重要因素,如果排列方式科學合理,不但可以縮短傳遞路線,而且能減少倒流、交叉等現(xiàn)象。
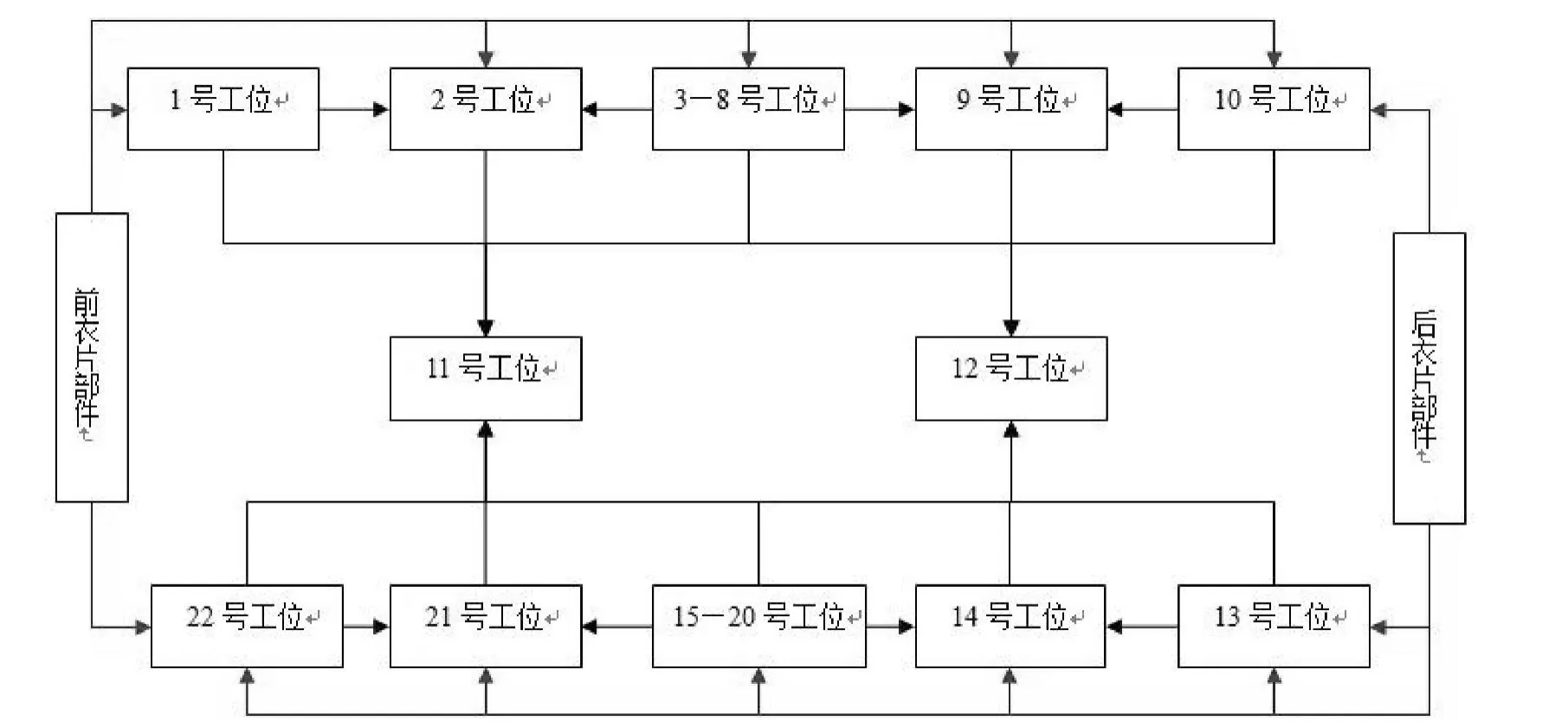
圖1 服裝單件流吊掛生產(chǎn)線零部件生產(chǎn)布局圖
實施吊掛單件流的微小型企業(yè)適合采用主流水吊掛傳輸,零部件副流水生產(chǎn)的方式,這種方式能夠更進一步提高生產(chǎn)效率,實現(xiàn)設備按工序先后順序排列。衣片的零部件縫制稱為“副流水”,要嚴格控制副流水的產(chǎn)量。在投產(chǎn)前,必須對每道工序進行細致的規(guī)劃,把不適宜在吊掛線上的工序調(diào)整下來,使零部件小批量生產(chǎn),不僅可節(jié)省工位,還可充分發(fā)揮傳統(tǒng)線和吊掛線各自的優(yōu)勢[4]。
一般微小型企業(yè)在實施單件流生產(chǎn)過程中,適合采用的傳遞系統(tǒng)為單排橫列式、單排直列式以及 U型傳遞。單排橫列式是指衣料朝著一個方向循環(huán)流動,保持生產(chǎn)的連續(xù)性。但是實施這種排列方式的企業(yè)應注意工人勞動強度、工人柔性化調(diào)整以及生產(chǎn)線平衡率等問題。單排直列式是指采用自動傳輸裝置一條流水線,連續(xù)的朝同一個方向循環(huán)運動,把衣料放在傳送帶上,滑至下一工位的執(zhí)手區(qū)。這種傳遞方式便于控制管理,具有U型流水線的優(yōu)點。U型布置流水線的出口和入口都在同一位置上,設備布置緊湊,縮短了操作工步行距離和物料搬運的距離,提高了空間利用率,便于合理配備操作工與設備。圖2所示,是U型單件流傳遞示意圖,U型單件流傳遞是一般微小型服裝企業(yè)生產(chǎn)的較好選擇。
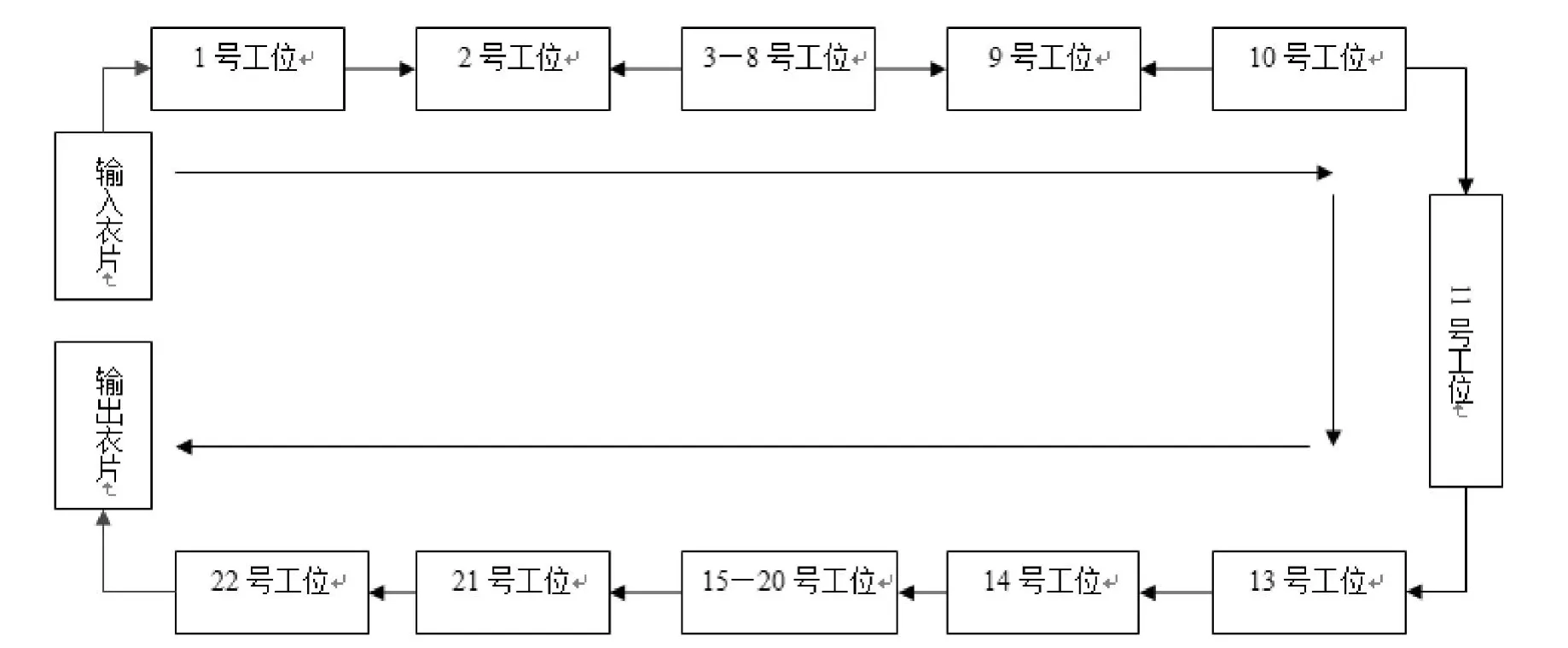
圖2 單件流U型傳遞方式
3 結(jié)論
微小型服裝企業(yè)在生產(chǎn)實踐過程中實施單件流生產(chǎn)技術(shù)要考慮很多因素,譬如企業(yè)資金、人力、管理等方面的因素。在提升管理水平的同時,實行單件流生產(chǎn),能夠更好的滿足其生產(chǎn)需求,有效控制資金,提升生產(chǎn)效率。
[1]武文斌.服裝IE的研究應用[D].湖南師范大學,2007:27-31.
[2]葉寧.服裝企業(yè)單件流生產(chǎn)應用[J].廣西紡織科技,2008(37):46-48.
[3]季曉芬,胡覺亮.服裝生產(chǎn)流水線上工作站的最優(yōu)設置模型[J].紡織學報,2001(22):265-266.
[4]沈淼,侯莉莉.服裝縫紉工作業(yè)疲勞的理論分析[J].廣西紡織科技,2007,36(4):51-53.
猜你喜歡
當代水產(chǎn)(2022年5期)2022-06-05 07:55:06
當代水產(chǎn)(2022年3期)2022-04-26 14:27:04
當代水產(chǎn)(2022年2期)2022-04-26 14:25:10
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
云南畫報(2020年9期)2020-10-27 02:03:26
甘肅教育(2020年14期)2020-09-11 07:57:42
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛(wèi)生(2014年11期)2014-11-12 13:11:32
