延長立式電熱輻射管使用壽命
2014-06-23 09:50:42于戰文李寶新
電氣技術 2014年7期
關鍵詞:變形
于戰文 李寶新
(西安法士特汽車傳動有限公司,西安 710075)
電熱輻射管在現在的熱處理設備上應用已經非常普遍,但由于其在多用爐氣體滲碳爐上經常出現電熱元件與外殼接觸,導致接地短路而拉弧,或者拉弧嚴重擊穿輻射管外殼而使爐體漏氣無法使用,造成報廢。其中有的是由于輻射管電熱元件質量問題,熱變形嚴重膨脹與外殼接地;而大部分是氧化皮堆積致使電熱元件與外殼接地。許多輻射管使用不到一年就損壞,給用戶造成很大損失,在爐內的零件需要拉出來待更換新的輻射管后重新返修,增加了維修人員的工作量。根據實際生產中遇到的問題提出一些改進立式電熱輻射管的措施從而延長其使用壽命。
1 目前立式電熱輻射管的介紹
圖1
設備上現有的電熱輻射管如圖1所示,電熱輻射管是把電熱元件放置在輻射管內部,與爐內的氣氛隔絕,不受爐內氣氛腐蝕,電熱輻射管主要用于可控氣氛爐及其他有腐蝕性氣體的工業爐,通電加熱后,由套管間接地把熱量輻射給被加熱工件。電熱輻射管由外殼、外隔離架、內限位板、三孔隔離架、凸臺支承架、十字支承架、底托、電熱元件組成。但是由于電熱元件長期工作會出現變軟、膨脹、下墜,先倒伏搭接、后熔斷等現象以及氧化皮脫落,造成在支承架和底托位置經常性出現由于氧化皮堆積導致的電熱元件與外殼接地(如圖1所示),繼而拉弧擊穿外殼,燒壞電熱元件。
圖2至圖5就是現在所用電熱輻射管中間和底部氧化皮堆積短路拉弧損壞的情況。
圖2

圖3

圖4

圖5
圖6所示是電熱元件膨脹損壞的情況。

圖6
2 改進立式電熱輻射管的具體措施
1)提高立式電熱輻射管的電熱元件與外殼在高溫環境下的絕緣,使用耐高溫絕緣涂料刷涂外殼內壁。
2)減少由于氧化皮堆積而造成電熱元件與外殼接地拉弧,將支承架和底托的形狀改為向上的斜坡。將凸臺支承架和十字支承架改為如圖7所示,在承力的范圍內將支承架周圍挖空并做成斜坡形狀,氧化皮脫落后直接滑落到底部不會停留在支承架上而堆積,同時又可以起到支撐的作用。底托改為如圖8所示,底托中間加高并做成內螺紋,將輻射管中間的連接桿延長并加工外螺紋與底托的內螺紋相配合,增加電熱元件在外殼內的穩定,同時增加了底部存放氧化皮的空間,具體的螺紋尺寸要與中間連接桿的尺寸相配合確定。
圖7
圖 8
3)減少底部氧化皮的吸附,將電熱元件的纏繞方式改為雙向纏繞方式,如圖9所示。在每個支承架上下都采用一正一反的繞線方式,抵消掉一個方向繞制形成的磁性加強,到底部就形成強大的磁場,吸附起氧化皮。
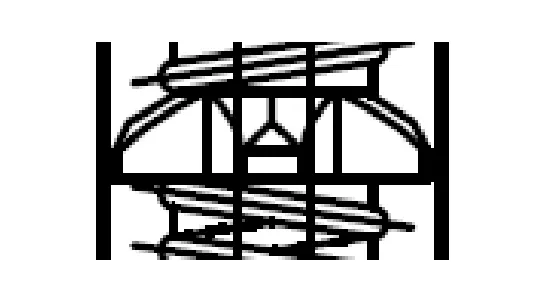
圖9
4)對底部的電熱元件與中間連接桿的連接方式進行改進,現有的輻射管是用一塊平板將兩個焊接在一起,如圖10所示,離外殼距離太近若堆積氧化皮就會很快接地短路,改為將電熱元件纏繞在加長的中間連接桿上并焊接,如圖11所示。
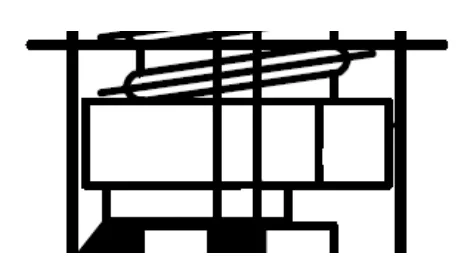
圖10
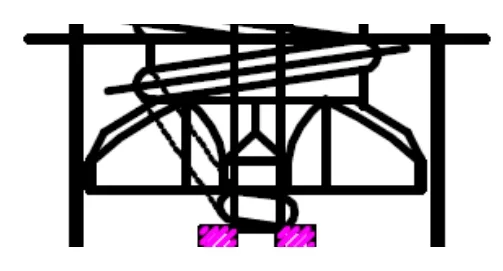
圖11
5)減少由于冷熱升溫而造成的電熱元件與外殼的變形引起的接地拉弧,使用更好的不易熱變形的材料制作電熱元件。
(1)首先良好的電熱元件材料應具備下列技術性能:①良好的高溫力學性能和化學穩定性。電熱體的溫度比爐膛溫度高出100℃~150℃,長期在高溫條件下工作,必須具備良好的耐熱性和高溫強度,即在高溫下變形小、不塌陷、不斷裂、抗氧化,與耐火材料不發生化學反應;②高的電阻率;③較小的電阻溫度系數。電阻溫度系數小,爐溫變化時爐內功率變化少,爐溫波動小;如果電阻溫度系數大,爐內溫度變化時,爐內功率變化大,溫度波動大,就應安裝調節變壓器;④低的熱膨脹系數;⑤良好的機械加工性能。
(2)目前使用的電熱元件有兩大類:一類是鐵鉻鋁合金系列,另一類是鎳鉻合金系列,它們作為電熱材料分別具有各自的優缺點。
①鐵鉻鋁合金。經常使用的鐵鉻鋁合金有Cr13Al4、Cr17Al5、0Cr25Al5、0Cr24Al6Re、0Cr13Al6Mo2、0Cr27Al7Mo2等。鐵鉻鋁合金的熔點高,最高使用溫度可達1400℃,在空氣介質中加熱后表面形成一層致密的 Al2O3保護膜,其熔點比合金基體高。鐵鉻鋁合金電阻率大,同樣功率條件下,用料少;電阻溫度系數小,爐子使用過程中,功率波動小;價格低廉。但質脆,加工性能較差,彎曲時需要預熱;高溫時強度低,元件易于變形倒塌;加熱后合金晶粒長大,脆性增加,經不起沖擊和彎曲;維修時比較困難;熱膨脹系數大,安裝時要留有適當膨脹空間。
②鎳鉻合金。經常使用的鎳鉻合金有Cr15Ni60、Cr20Ni80、Cr20Ni80Ti3、0Cr23Ni13、0Cr25Ni20等。鎳鉻合金在空氣中加熱后,表面形成一層較硬的Cr2O3保護膜并緊附在合金基體上,熔點比合金基體高,能耐受交替性的加熱和冷卻,抗蝕能力強,高溫時力學性能好,常溫時易于加工和焊接,但電阻率較鐵鉻鋁合金小,最高使用溫度達1100℃。
總的來說,鎳鉻合金是性能較好的電熱元件材料,選用鎳鉻合金制作電熱輻射管使生產更加穩定,提高了生產效率。
6)使用更好的材料和制作工藝制作外殼。
輻射管的外殼應具有抗氧化、耐腐蝕及足夠的高溫力學性能,熱導率大,熱膨脹系數小,能抵抗高溫下的溫度波動。常用的管體材料有 0Cr18Ni13Si4、0Cr18Ni35、Cr18Ni35Si2。目前使用的外管有無縫管、板材圈焊管、離心鑄造管等,其中板材焊接管在高溫下變形最大,容易導致電熱元件與外殼接地,離心鑄造管變形量最小,所以最好選用離心鑄造管。
7)將中間的連接桿選用更好的不易變形的材料。由于現有電熱輻射管若懸吊在外殼里,中間連接桿在高溫下長時間工作會出現拉長變形,所以需要選用在高溫環境下變形小,不易拉伸的材料并加粗制成中間連接桿。同時中間連接桿與引出端的連接方式需要改變,圖 12為原有的鉆孔焊的連接方式,圖13為改后的搭焊連接方式。由于電熱元件的焊接性一般都比較差,對于不同的電熱元件,應選擇適當的焊接方法,采用成分與電熱元件相同或者相近的焊條,并嚴格按照焊接工藝規程進行焊接,鎳鉻元件焊接性較好,可采用電弧焊或氣焊。鐵鉻鋁元件,一般質量要求的可采用電弧焊,質量要求較高時應采用氬弧焊。鐵鉻鋁元件經高溫加熱后會因晶粒粗大而變脆,因此應進行快速焊接。此外,為保證焊接區的強度,搭焊時端部應留有5~10mm的不焊接區。
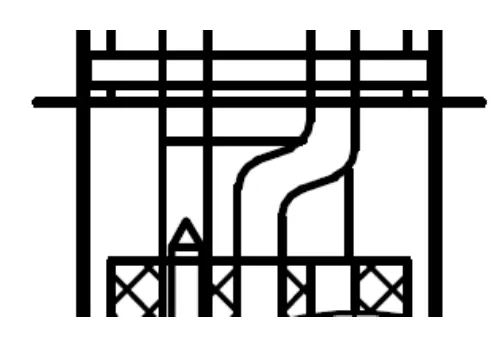
圖12
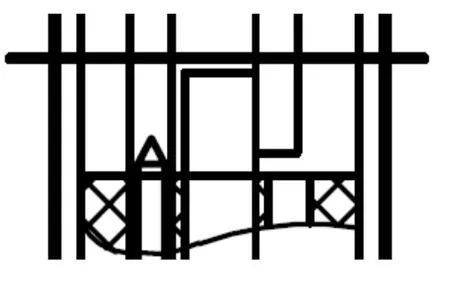
圖13
3 結論
通過以上幾點的改進之后,電熱輻射管總體就如圖14所示。
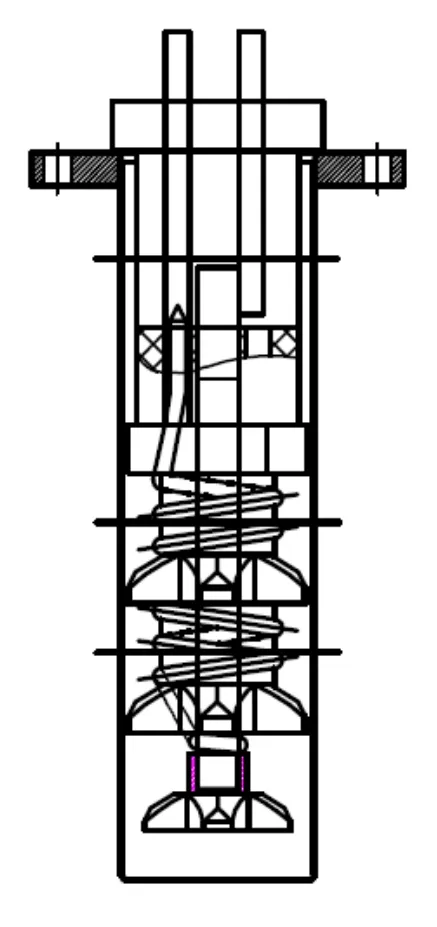
圖14
由于對外殼內部刷涂絕緣涂料增加量絕緣性能;對支承架的形狀做了改進,減少了電熱輻射管內部的電熱元件的氧化皮在支承架上停留;對底部電熱元件與連接桿的連接方式改進可以減少底部接地;使用更好的材料制作電熱元件和外殼;使用更好的材料制作連接桿并加粗減少熱態的延伸性;這樣就可以延長電熱輻射管的壽命,節省成本,減少電熱輻射管損壞引起的停機,保證了生產的正常運行提高了效益。
[1]紀嘉明, 苗瑞生. 熱處理設備實用技術[M]. 北京:機械工業出版社, 2011.
[2]中國機械工程學會熱處理學會. 第 3卷-熱處理設備和工輔材料. 熱處理手冊[M]. 北京: 機械工業出版社, 2008.1.
[3]馬伯龍. 熱處理設備及其使用與維修[M]. 北京: 機械工業出版社, 2011.
[4]王淑華. 熱處理設備[M]. 哈爾濱: 哈爾濱工業大學出版社, 2010.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
