計算機輔助飛機制造協調路線圖設計研究
2014-07-18 11:57:35黃巍李瀧杲黃翔
機械制造與自動化 2014年2期
黃巍,李瀧杲,黃翔
(南京航空航天大學 機電學院,江蘇 南京 210016)
計算機輔助飛機制造協調路線圖設計研究
黃巍,李瀧杲,黃翔
(南京航空航天大學 機電學院,江蘇 南京 210016)
為了實現飛機制造協調路線的數字化表達,建立飛機制造協調路線規劃和容差設計之間的數字化橋梁,對計算機輔助飛機制造協調路線圖設計進行研究。通過對飛機制造協調過程進行分析,定義了協調路線圖圖符,并將計算機輔助飛機制造協調路線圖設計流程簡化為4個部分:確定協調類型、添加協調圖符、確定協調關系、圖符自動布局。以此為基礎,建立基于UML的協調路線圖設計方案,采用樹結構對協調路線圖進行存儲,并提出了圖符自動布局算法。據此開發了計算機輔助飛機制造協調路線圖設計系統,在實用中取得了良好的效果。
計算機輔助;飛機制造協調;協調路線圖;UML;圖符布局
互換協調圖表作為一種重要的工藝文件,反映了零件制造工藝裝備、裝配工藝裝備和標準工藝裝備之間的制造關系、從屬關系及協調關系[1],但是不包含尺寸和形狀的傳遞過程中的容差信息,從而導致協調路線規劃和容差分配工作成為設計孤島,不能滿足數字化并行設計的需要。因此,定義一種制造協調路線圖,該圖可以準確描述協調中各工藝移形環節所涉及的產品零部件、工藝裝備的尺寸、形狀傳遞過程,以及尺寸鏈相關的容差信息。
張平生[2]研究了基于實例和知識的互換協調圖表生成,該方法通過啟發式知識引導工藝人員進行互換協調圖表的編制。王爽[3]構建了計算機輔助飛機裝配協調工藝設計系統,實現了基于規則推理的互換協調圖表創建。上述研究是針對傳統互換協調圖表的創建,與本文定義的制造協調路線圖不同,但其設計思想對本文有參考價值。王恒[4]用鄰接矩陣創建了協調路線的數據結構,可清楚地表示各工裝之間的協調關系。姚鵬濤[5]提出了一種基于尺寸協調關系定義的飛機制造協調路線圖的自動生成方法,實現了飛機制造協調路線圖的自動生成,其中采用的尺寸協調工藝文件較為復雜,工藝人員在制定過程中易發生錯誤。
本文研究了計算機輔助協調路線圖設計技術,首先對飛機制造協調路線圖圖符進行建模,并將計算機輔助飛機制造協調路線圖設計過程進行簡化,運用UML詳細描述了圖形繪制方案,采用樹結構對協調路線圖信息進行存儲,最終提出了飛機制造協調路線圖的自動布局算法,自動高效的實現飛機制造協調路線的圖形化顯示。
1 飛機制造協調路線圖圖符
1.1 飛機制造協調路線圖
在飛機制造過程中,將產品理論的尺寸傳遞到產品上一般需要經過很多個傳遞環節和反復多次的移形過程。所以要慎重選擇合適的尺寸傳遞體系,確保各類工藝裝備相互協調,通常將該尺寸傳遞體系稱之為協調路線[6]。
為了便于進行計算機輔助容差分析工作,需要將協調路線繪制成圖,作為協調容差分析的信息輸入文件。因此,定義一種飛機制造協調路線圖,該圖可以準確描述協調中各工藝移形環節所涉及的產品零部件、工藝裝備的尺寸、形狀傳遞過程,以及尺寸鏈相關的容差信息。一方面,飛機制造協調路線圖是容差分析的數據源,另一方面,制造協調路線圖上的容差分配結果,可以作為工藝人員校核、修改互換協調方法的重要依據和參考。飛機制造協調路線圖是協調路線的圖形化表示。
1.2 協調路線圖圖符定義
圖符是圖表的基本組成單位,分為參數化圖符和固定圖符。協調路線圖中用到的圖形種類比較少,因此把圖形定義成固定圖符,在調用時再根據不同的協調環節或連接線加入文本信息。對固定圖符定義和操作都比較簡便。
飛機制造協調過程,指飛機結構元件及其各類工藝裝備的尺寸、形狀的傳遞過程,飛機制造中的協調包括零件之間的協調以及零件與工裝之間的協調[1]。將飛機制造協調過程中涉及到的零件和工裝統稱為協調環節,其中最終的協調元件稱為最終協調環節,原始的協調環節稱為原始協調環節,其他協調環節成為傳遞協調環節。總結歸納后,協調路線圖符有如下兩種:1) 協調環節圖符;2) 連接圖符。其中協調環節圖符可以根據協調過程中協調環節的分類方法再細分為原始協調環節圖符、傳遞協調環節圖符、最終協調環節圖符;連接圖符可分為單線連接圖符和雙向連接圖符。不同的協調準確度求解問題下對應的容差信息不同,因此,不同的協調準確度求解問題對應的協調圖符形狀和大小不同。具體劃分如圖1所示,每一種協調類型下都包含原始協調環節圖符、傳遞協調環節圖符、最終協調環節圖符和單向連接圖符和雙向連接圖符。
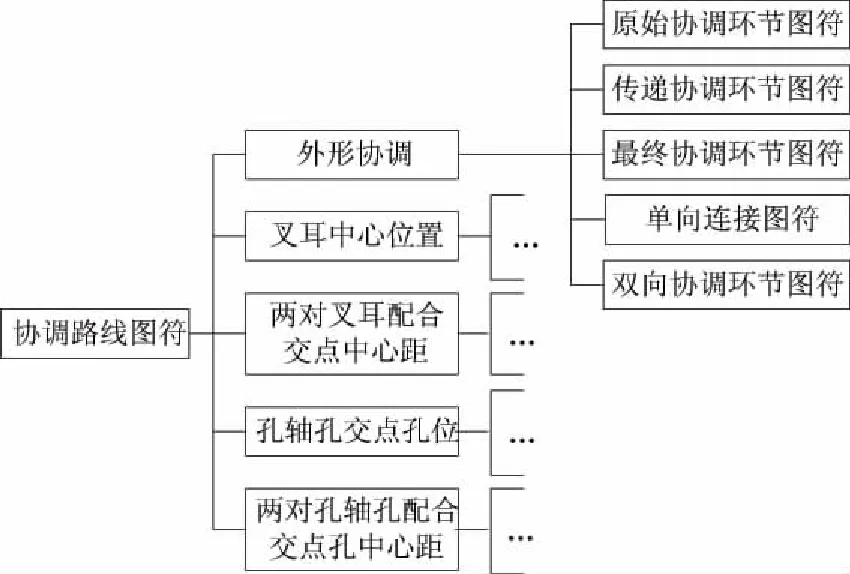
圖1 協調路線圖圖符分類
為了便于將協調路線圖里的信息在計算機內部表示并且便于協調路線圖的自動布局,對協調路線圖圖符進行建模,圖符由圖形信息和文本信息組成,因此可以將圖符模型表示為:
I=Shape∪Text
(1)
式中:Shape為圖符中的圖形信息,包括圖符的形狀、線型,同一類型圖符的圖形信息相同;Text為圖符中的文本信息,包含了圖符上所有需要顯示的文本信息。
式(1)中文本信息Text又可以表示為:
(2)
式中:ID表示圖符的標識,是該圖符在整個協調路線圖中的唯一標識,由圖符類別標識與排列序號組成;Pi為圖符的屬性信息,如協調環節名稱,協調尺寸名稱;Rj表示該圖符與其他圖符的關系,R1、R2分別表示相鄰前、后圖符的圖符標識(ID);Tk表示該圖符代表的協調環節中的容差信息。
容差是用于描述幾何特征的尺寸和形狀變動基準、方向和變動量的精度信息[8]。容差信息包含與容差有關的幾何特征集合、容差類型、容差值和容差方向等,因此容差模型T可表示為:
(3)
式中:Fi表示與容差有關的幾何特征;t表示容差類型,包括尺寸容差、形狀容差、位置容差和裝配配合容差;V表示的是容差值,包括:公稱尺寸、上偏差和下偏差;D表示容差方向,指容差約束幾何特征的變動方向。
2 計算機輔助飛機制造協調路線圖設計總體思想
采用計算機輔助飛機制造協調路線設計時,需將協調路線設計過程進行合理地簡化和分解,使分解后的每一部分問題定義明確,各設計階段決策思想清晰,易于用計算機解決。現將計算機輔助飛機制造協調路線設計工作分為四個部分:
1) 確定協調類型 確定所繪制的飛機制造協調路線圖求解的協調準確度問題。
2) 添加協調圖符 添加協調路線中所有涉及的圖符(協調環節的圖符以及連接協調環節的連接圖符),并完成協調環節涉及的協調特征、協調容差信息的輸入。
3) 確定協調關系 確定協調圖符之間的關系,即尺寸傳遞關系。
4) 圖符自動布局 根據定義好的協調圖符及它們之間的協調關系,自動布局,生成協調路線圖。
計算機輔助飛機協調路線圖設計過程如圖2。
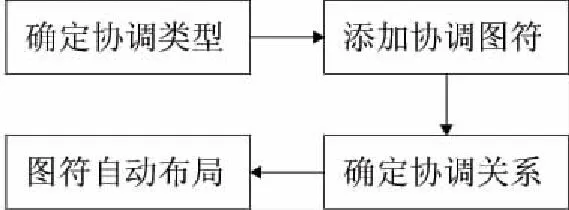
圖2 計算機輔助飛機制造協調路線圖設計過程
3 計算機輔助飛機協調路線圖設計關鍵技術
3.1 基于UML表示的協調路線圖設計方案
協調路線設計方案的類圖如圖3所示。首先建立兩個抽象類,即路線圖基類與圖符基類,各種路線圖類都是繼承于路線圖基類,各種圖符類都繼承與圖符基類;每個路線圖類由一組圖符類聚合而成,包括原始圖符類、傳遞圖符類、最終圖符類、單向圖符類、雙向圖符類。每個具體的圖符類和路線圖類都依賴于各個具體屬性窗口類,屬性窗口類用于圖符屬性參數的輸入。

圖3 系統類圖
3.2 協調路線圖數據的存儲
采用樹狀結構表示協調路線圖,從協調路線圖本身出發,將協調路線圖上的圖符(除雙向連接圖符)定義為樹結構的結點,結點包含數據域和關系域兩部分,數據域用來存儲結點的信息,包括結點類別、協調路線圖圖符的形狀基本信息和與結點相關的工藝容差值、協調特征等;關系域則存儲該結點與其他結點之間的關系。雙向連接圖符信息單獨存儲。
存儲樹的方法有多種,本文采用的是帶雙親的孩子鏈表表示方法。帶雙親的孩子表示法是將雙親表示法和孩子表示法兩種方法結合起來進行表示,利用了每個結點(除根結點以外)具有為唯一雙親的特點,在結點中附設一個指示器用來指示其唯一的雙親結點在鏈表中的位置,并將每個結點的孩子結點都排列起來,采用單鏈表進行存儲,并以順序存儲結構來存儲線性表的頭指針,從而建立樹的數據結構。結合飛機制造協調的過程,依據帶雙親孩子鏈表結構的特點,對樹進行遍歷。首先將樹進行順序分解,分解為若干個從根到葉子的過程鏈表Ri,這里每個過程Ri都代表一個協調過程,而用于計算的協調路線圖只包含兩個協調過程,因此其樹狀存儲結構只有兩條分支,只包含兩個過程鏈表Ri。為了提高樹的遍歷速度,對每一個過程單鏈表Ri都增加頭指針標志,因此給鏈表內每個結點都增加一個存放標志的域,這樣可以更方便的進行樹中每一個結點的訪問。圖4給出了樹的存儲結構及遍歷結果。
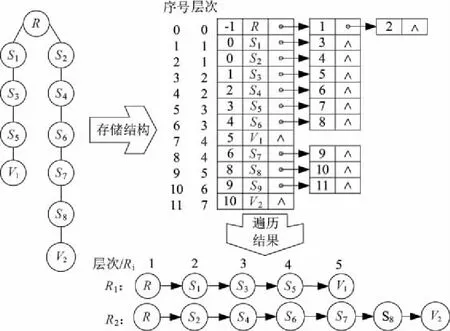
圖4 樹的存儲結構及遍歷結果
3.3 飛機制造協調路線圖的自動布局
在計算機輔助飛機制造協調路線圖設計過程中,最關鍵的就是合理布局各結點的位置,使得圖表既滿足功能要求,又能清楚地表示協調過程和關系,本文將協調路線圖繪圖區劃分為網格,每個圖符結點占據一個單位網格,圖符的位置由圖符所在單位網格的水平和豎直方向上的位置決定,因此圖符位置由兩個特征參數決定,定義Pij(x,y),x為水平方向的位置參數,y為豎直方向上的位置參數,i表示第i個結點,j為結點在樹中的層次,且結點層次為奇數的結點是協調環節圖符結點,層次為偶數的結點為連接圖符結點。
飛機制造協調路線圖圖符的自動布局算法如下:
步驟1:確定根結點位置,即原始協調環節圖符位置,如圖5實例中確定根結點R位置為Pij(1,1);
步驟2:取樹上結點少的分支,即協調過程較短的分支,如兩分支節點數相同則任選一支,將該分支上的所有結點根據遍歷結果順序在水平方向上緊挨根結點位置依次排列,圖5實例中確定結點S1,S3,S5,V1位置為P1,2(2,1)、P3,3(3,1)、P5,4(4,1)、P7,5(5,1);
步驟3:將另一分支上除根結點以外的前兩個結點按遍歷結果順序在豎直方向上緊挨根結點位置依次排列,圖5實例中確定結點S2,S4位置為P2,2(1,2),P4,3(1,3);剩余結點按遍歷順序在水平方向緊挨前一個結點位置依次排列,圖5實例中確定結點S6,S7,S8,S9,S10,V2位置為P6,4(2,3),P8,5(3,3),P9,6(4,3),P10,7(5,3),P11,8(6,3);
步驟4:比較兩分支末端結點在水平方向的位置,若相同則跳至步驟5。如不相同,則通過修改其中水平位置參數(x)小的末端結點的水平位置參數(x)達到兩分支末端結點在水平方向的位置相同,即將水平位置參數(x)大的末端結點及它前一個結點的水平位置參數(x)賦給水平位置參數(x)小的末端結點及他的前一個結點的水平位置參數(x),圖5實例中確定結點S5,V1位置為P5,4(6,1),P7,5(7,1);并用無箭頭的直線段連接該分支被分開的圖符;
步驟5:確定雙向連接圖符位置,為兩個分支的末端結點位置之間的單位網格繪制。
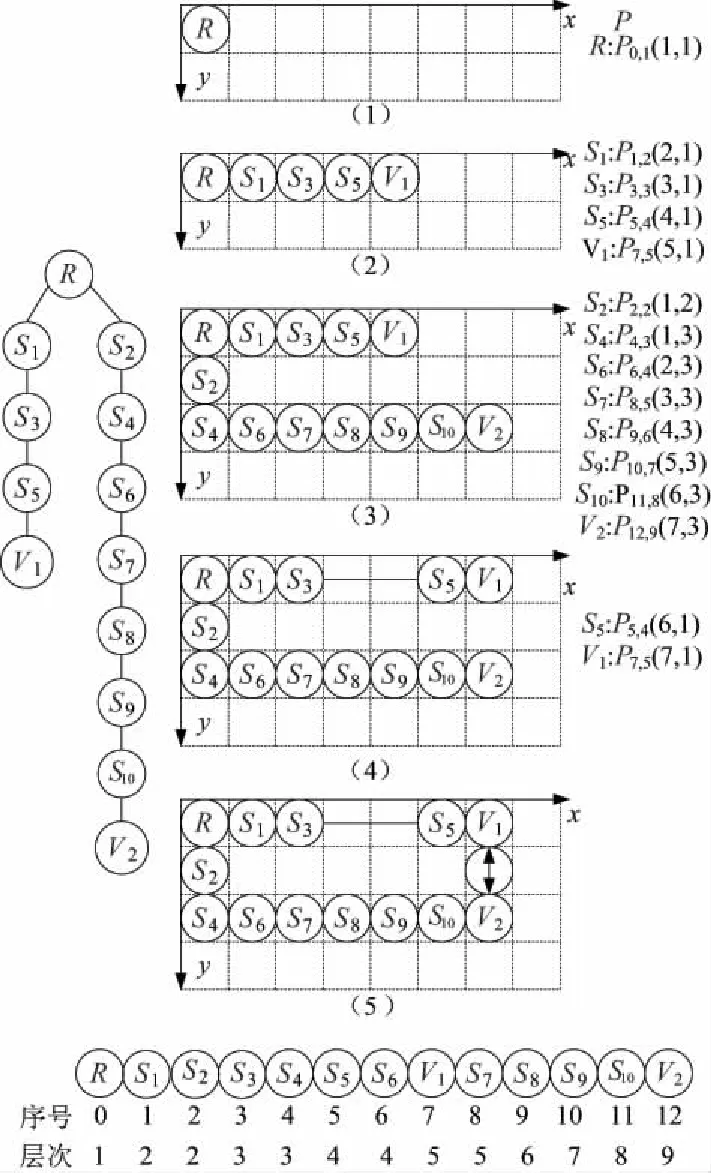
圖5 飛機制造協調路線圖圖符的自動布局算法應用實例
4 實例分析
以某型機的左、右水平安定面圍框式對接問題對本文的方法進行了驗證,安定面圍框式對接問題屬于交點協調,接頭上有108個D10H9和4個D20H9的螺栓孔,分別用D10f9和D10f9的螺栓連接,由于D20孔處孔-軸配合間隙比D10孔處大,交點對合時以19個D10的孔插銷定位,只要D10孔的孔位協調,那么D20孔的孔位也能協調,因此只考慮D10的孔、軸協調孔位。有兩個協調過程:
R1:左平尾精加工型架的鉆模→左平尾的圍框接頭;
R2:左平尾精加工型架的鉆模→右平尾精加工型架的鉆模→右平尾的圍框接頭。
采用計算機輔助飛機制造協調路線圖設計系統進行協調路線圖設計的流程與界面如圖6所示。左、右水平安定面圍框式對接交點制造協調路線圖能夠將工藝移形過程清楚地表示出來,并詳細標注了每個協調過程所涉及的產品零部件、工藝裝備類型及相關尺寸、容差信息。工藝人員可在此基礎上進行累積誤差分析、容差再分配等工作,進而完善互換協調方案,大大提高了裝配成功率。由此可驗證采用的本文方法可以自動高效的生成飛機制造協調路線圖,并且該飛機制造協調路線圖符合計算機輔助容差設計和協調路線規劃的要求。
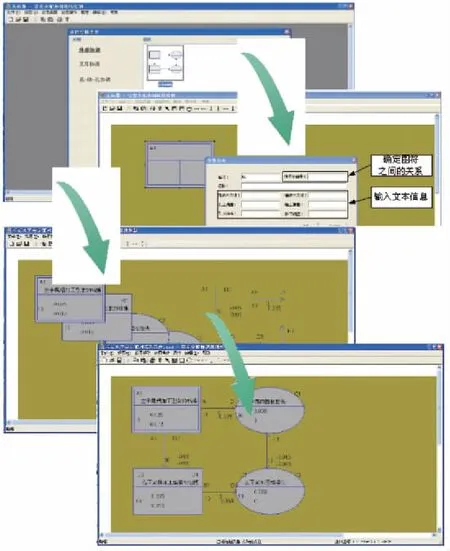
圖6 飛機制造協調路線圖設計流程與系統界面
5 結語
在飛機制造協調路線規劃和容差設計中引入飛機制造協調路線圖的概念,研究了計算機輔助協調路線圖設計技術,一方面實現了協調路線的圖形化顯示,能夠直觀、清楚的表達協調過程;另一方面,采用帶孩子的雙親鏈表存儲相關數據,便于計算機運算和處理。在此基礎上,應用自動布局算法,能夠實現協調路線圖的快速自動繪制。另外,飛機制造協調路線圖是容差分析的數據源,制造協調路線圖上的容差分配結果,可以作為工藝人員校核、修改互換協調方法的重要依據和參考,提高了飛機制造協調路線規劃的效率與容差設計的質量。隨著數字化設計制造不斷深入發展,基于協調路線圖的容差設計是下一步的研究重點和方向。
[1] 《航空制造工程手冊》總編委會. 航空制造工程手冊(飛機工藝裝備)[M]. 北京: 航空工業出版社. 1993. 12.
[2] 張平生. 計算機輔助飛機協調圖表設計技術研究[D]. 西安:西北工業大學, 2007.
[3] 王爽, 張振明, 田錫天,等. 計算機輔助飛機裝配協調工藝設計系統研究[J]. 機械設計與制造, 2006, 10: 43-44.
[4] 王恒, 寧汝新, 唐承統. 三維裝配尺寸鏈的自動生成[J]. 機械工程學報, 2005,41(6): 181-187.
[5] 姚澎濤, 譚昌柏, 周來水. 基于尺寸協調關系定義的飛機制造協調路線圖的自動生成[J]. 機械科學與技術. 2011,30(1): 16-22.
[6] 應維云, 周儒榮, 程寶集. 計算機輔助飛機制造協調問題求解機制的研究[J]. 南京航空航天大學學報, 1997, 20 (1): 57-62.
[7] 程寶蕖. 飛機制造協調準確度與容差分配[M]. 北京: 航空工業出版社. 1987. 3.
Research on Computer Aided Design of Aircraft Manufacturing Coordination Route Diagram
HUANG Wei, LI Shuang-gao, HUANG Xiang
(College of Mechanical and Electrical Engineering, Nanjing University of Aeronautics and Astronautics, Nanjing 210016, China)
In order to solve the problem that there is no digital document between coordination route planning and tolerance design,this paper studies the computer aided design of aircraft manufacturing coordination route diagram to realize digitalized expression of this route and based on the analysis of process, defines the icons of this diagram. then divides the its design flow into four parts: coordination type selection, icons adding, coordination relations adding and automatic layout of icons. Then based on these, the drawing scheme is described in detail by UML and the information of route diagram is stored efficiently by tree structure. Finally, the coordination route diagram for aircraft manufacturing is built automatically based on layout algorithm. The above system is developed and the perfect result is achieved in the practice.
aid of computer;aircraft manufacturing; coordination route diagram; UML; automatic layout of Icons
黃巍(1988-),女,江蘇南通人,碩士研究生。主要研究方向為飛機數字化設計制造。
TH12;TP391.72
B
1671-5276(2014)02-0121-05
2013-01-21
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
中華手工(2017年2期)2017-06-06 23:00:31
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
中外會展(2014年4期)2014-11-27 07:46:46
石油化工應用(2014年8期)2014-03-11 17:40:03
舒適廣告(2008年9期)2008-09-22 10:02:48
