抽油機(jī)曲柄銷緊固方法的改進(jìn)
2014-07-19 12:14:44戴光群高喜財(cái)
山東工業(yè)技術(shù) 2014年18期
戴光群,高喜財(cái),康 艷
(1.黑龍江商業(yè)職業(yè)學(xué)院,黑龍江 牡丹江 157011;2.中交第三航務(wù)工程局有限公司寧波分公司,浙江 寧波 315000;3.牡丹江市龍江電力設(shè)備有限公司,黑龍江 牡丹江 157000)
機(jī)械設(shè)備螺紋聯(lián)接件常用的防松措施是螺母和彈簧墊圈,其結(jié)構(gòu)簡單實(shí)用,但可靠性差,另外在本例中曲柄軸螺紋公稱直徑較大,不適合制作非標(biāo)準(zhǔn)的彈簧墊圈。目前,曲柄銷螺紋緊固件一般采用以下幾種形式:
1 雙螺母鎖緊
雙螺母鎖緊形式是常用螺紋緊固方式,它具有結(jié)構(gòu)簡單,制作方便、可靠性強(qiáng)等優(yōu)點(diǎn),應(yīng)用十分廣泛,但在實(shí)際使用過程中,所表現(xiàn)出來的效果并不十分理想,分析原因如下:
內(nèi)外螺紋聯(lián)接所采用的配合一定為間隙配合,這種間隙不僅體現(xiàn)在徑向,而且還體現(xiàn)在軸向,如果沒有間隙,螺母就不可能旋上螺栓,如圖1所示,內(nèi)螺紋1的左側(cè)貼緊外螺紋的右側(cè),內(nèi)螺紋向外螺紋施加一個(gè)向右的軸向力,這樣就能起到緊固作用,同時(shí)我們可以看到內(nèi)螺紋與外螺紋之間所存在的間隙,在設(shè)備運(yùn)轉(zhuǎn)產(chǎn)生振動(dòng)時(shí),這個(gè)間隙會(huì)使內(nèi)外螺紋產(chǎn)生松動(dòng),隨著設(shè)備的運(yùn)行,這種松動(dòng)會(huì)逐漸加大,直到曲柄銷脫落。
雙螺母防松是依靠雙螺母旋緊后產(chǎn)生的軸向力,使兩個(gè)螺母分別撐緊外螺紋兩個(gè)側(cè)面,如圖2所示。對比圖1和圖2,我們可以發(fā)現(xiàn),內(nèi)螺紋1的鎖緊表面發(fā)生轉(zhuǎn)變,圖1采用內(nèi)螺紋的右側(cè)鎖緊,而圖2是內(nèi)螺紋的左側(cè)鎖緊,這一轉(zhuǎn)變過程是在操作者用扳手?jǐn)Q緊內(nèi)螺紋2的過程中實(shí)現(xiàn)的,這就要求設(shè)計(jì)人員精確計(jì)算兩個(gè)螺母的旋緊力大小、精確計(jì)算螺母1初始擰入位置、精準(zhǔn)加工內(nèi)外螺紋,使其間隙保持在一個(gè)相對穩(wěn)定的范圍內(nèi),否則極有可能出現(xiàn)圖3所示“內(nèi)螺母空套現(xiàn)象”,內(nèi)螺紋1的存在毫無價(jià)值,和一個(gè)平墊圈沒有區(qū)別,在這種情況下,圖1和圖3的效果是一樣的,雙螺母防松失去了意義。
2 螺母加壓蓋形式
該形式是在單螺母或雙螺母旋緊的基礎(chǔ)上,在曲柄軸的軸端增加一個(gè)壓蓋,用于壓緊螺母。該形式有一定的效果,但還沒有從根本上解決螺母松動(dòng)的問題,因?yàn)樵摲桨傅脑O(shè)計(jì)者沒有注意到:防止螺紋松動(dòng)的根本條件,就是內(nèi)外螺紋之間要有一定的軸向力,從而產(chǎn)生足夠的摩擦力,以阻止內(nèi)外螺紋產(chǎn)生相對滑動(dòng),這個(gè)軸向力很重要,該形式采用軸端加壓蓋,壓緊力與螺紋之間的力方向相反,這無疑減小了軸向力的合力,因而,防松效果并不理想。
筆者對以下情況進(jìn)行分析,雙螺母緊固的形式還是可以采納的,只不過需要加以改進(jìn)。雙螺母在松動(dòng)時(shí),兩個(gè)螺母之間仍然是貼緊的,基本上是同步松動(dòng),因此,能不能設(shè)計(jì)一種結(jié)構(gòu),讓兩個(gè)螺母在產(chǎn)生松動(dòng)趨勢的同時(shí),越擰越緊呢?
正反扣螺母結(jié)構(gòu)就是為解決以上問題而設(shè)計(jì)的新型結(jié)構(gòu),螺母1采用反扣粗牙螺紋、內(nèi)螺母2采用正扣細(xì)牙螺紋,兩螺母牙部與同側(cè)外螺紋貼合,旋緊時(shí),先將內(nèi)螺紋1旋入,并擰緊,而后將內(nèi)螺紋2旋入,也需要擰緊,但力量較上一螺紋略小,要同時(shí)使用兩把扳手,一把扳手控制住已經(jīng)擰好的螺母1,另一把扳手?jǐn)Q緊螺母2。在設(shè)備運(yùn)轉(zhuǎn)過程中,一旦發(fā)生螺紋松動(dòng),兩螺母貼合緊密,且同步退扣,無論螺母向哪個(gè)方向旋轉(zhuǎn),總有一個(gè)螺母越旋越緊,而且兩個(gè)螺母螺距不同,粗牙在內(nèi),細(xì)牙在外,在螺母同向旋轉(zhuǎn)相同角度的情況下,兩螺母會(huì)夾得更緊,這種結(jié)構(gòu)能夠很好地起到防松作用。
另外,對曲柄銷而言,曲柄銷和曲柄銷套的錐度至關(guān)重要,因?yàn)樗木戎苯佑绊懬S的穩(wěn)定性,一些抽油機(jī)生產(chǎn)廠家的裝配工人沒有按照生產(chǎn)工藝要求安裝曲柄銷套,企業(yè)也沒有給配備壓力機(jī),安裝曲柄銷套時(shí)使用大錘砸,這樣野蠻操作勢必破壞曲柄銷套內(nèi)表面精度,使銷、套之間產(chǎn)生縫隙。正確地設(shè)計(jì)和安裝方法是:曲柄銷套采用壓力機(jī)壓入曲柄,且用緊定螺釘加以固定。

圖1 單螺母旋緊
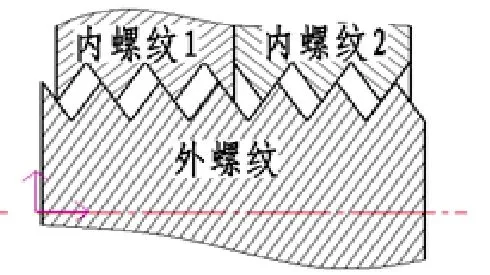
圖2 雙螺母旋緊
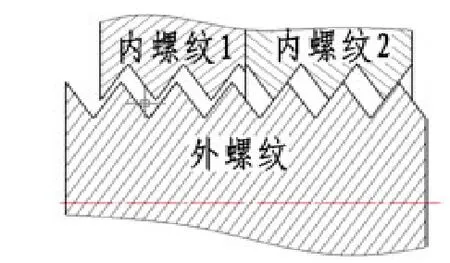
圖3 內(nèi)螺母空套現(xiàn)象
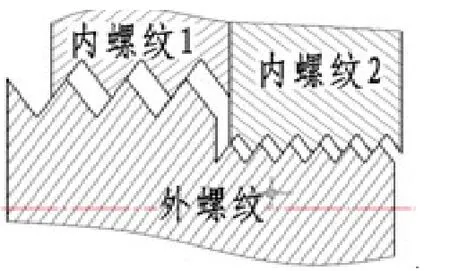
圖4 正反扣螺母
