汽車發(fā)動機連桿鍛模的高速加工*
2014-07-19 12:33:25吳金妹
組合機床與自動化加工技術 2014年5期
吳金妹,彭 晗,王 充
(華北水利水電大學 機械學院,鄭州 450045)
汽車發(fā)動機連桿鍛模的高速加工*
吳金妹,彭 晗,王 充
(華北水利水電大學 機械學院,鄭州 450045)
為了克服汽車發(fā)動機連桿鍛模在傳統(tǒng)加工中表面質(zhì)量差和生產(chǎn)力低下的缺點,文章提出了基于UG NX 6.0軟件的系統(tǒng)平臺,采用高速加工技術制造汽車發(fā)動機連桿鍛模,提出了利用UG建立連桿的3D造型,UGCAM模擬高速加工時刀具的加工路線和鍛模的加工過程,生成G代碼,最后導入VNUC4.0軟件中模擬加工的過程來優(yōu)化連桿鍛模的高速銑削參數(shù)。結(jié)果表明,采用高速加工技術制造連桿鍛模能縮短加工時間,提高鍛模精度,對實際生產(chǎn)有較好的參考價值。
連桿鍛模;高速加工;CAM
0 引言
發(fā)動機是汽車的動力來源,汽車的動力性、經(jīng)濟性、可靠性和排氣凈化性等性能指標都直接與發(fā)動機有關。連桿是汽車發(fā)動機中最為重要的運動部件,作為傳遞氣缸爆發(fā)壓力的主要部件,在傳遞力的過程中,承受著很高的周期性沖擊力、慣性力和彎曲力,會使連桿體發(fā)生變形,輕則會影響連桿機構(gòu)的正常運行,使其傳動性能下降;重則會破壞活塞頭部的密封性,甚至會導致活塞拉缸或者拉瓦,使發(fā)動機停止工作[1]。而連桿工作時要承受高溫、高壓、高速、化學腐蝕和周期性的交變載荷作用,因此對其模鍛件具有較高的強度、韌性和疲勞性能要求。連桿傳統(tǒng)制造是采用電火花加工(EDM)技術,但容易出現(xiàn)微小裂紋、表面質(zhì)量差和生產(chǎn)效率低的不足[2],為了克服連桿加工時的這些缺點, 本文提出了基于功能強大的UG NX 軟件系統(tǒng)平臺,結(jié)合現(xiàn)代CAD/CAE/CAM系統(tǒng)和高速銑削加工(HSM) 技術制造連桿鍛模[3],提高連桿鍛模的整體加工技術水平 。
1 連桿鍛模的3D造型
UG NX 6.0是一款具有優(yōu)良性能、集成度高的CAD/CAM/CAE應用軟件,功能涵蓋產(chǎn)品的整個開發(fā)和制造過程,包括外觀造型設計、建模、裝配、模擬分析、制造加工等[4]。本文連桿鍛模的3D造型就是在UG NX6.0的平臺下構(gòu)建的,步驟分為[5]:①創(chuàng)建草圖,拉伸建模。單擊草圖按鈕,選擇X-Y平面為創(chuàng)建草圖基本平面,利用草圖工具中的直線,圓弧,快速修剪等命令繪出草圖,并單擊完成草圖按鈕,單擊拉伸并進行參數(shù)設置進行拉伸建模;②拉伸增料生成拉伸體。 大頭凸臺拉伸10mm,小頭凸臺拉伸8mm,進行鏡像,草圖對稱拉伸25mm,并進行布爾求和運算,倒R20邊圓, 創(chuàng)建連桿大小端孔;③進行布爾運算生成型腔模具。繪制矩形草圖,拉伸創(chuàng)建布爾求差目標體,選擇連桿做刀具進行布爾運算求差生成連桿型腔模型,生成型腔后將型腔大小頭型芯分別倒邊圓R15mm,保存生成連桿型腔模型,隱藏線框,最終的連桿鍛模3D造型如圖1所示。

圖1 連桿鍛模的3D模型
2 連桿鍛模的高速加工工藝分析
2.1 高速加工順序分析
連桿模具為凹模型腔,采用型腔高速銑削技術直接加工該零件,就可以獲得較高的表面質(zhì)量,達到一定的形位精度和技術要求。在高速銑削過程中保持恒定的銑削載荷非常重要,為使刀路軌跡光滑,在加工過程中應該注意以下幾點:① 采用較淺的切削深度和較小步距;② 使用螺旋線或圓弧方式進退刀;③ 采用等高分層加工;④ 粗加工時進給率和機床轉(zhuǎn)速比應取最佳,避免刀具運動急劇變化[6]。
在高速加工中,刀具一般要求平滑地進出工件,并通過調(diào)節(jié)可以保證連續(xù)銑削載荷,以保護刀具。刀具在切入工件時,常用螺旋線形方式進刀、切出工件時使刀具沿圓弧方向切出[7]。圖2所示為型腔模具的高速銑削加工刀路光順意圖。

圖2 刀軌光順示意圖
2.2 高速加工過程分析
連桿鍛模的高速加工主要分為粗加工、半精加工、精加工和清根。
(1)粗加工
粗加工時,要充分利用機床主軸功率,盡可能高效去除毛坯上的大部分余量,并使后續(xù)加工余量盡量均勻。但是因為模具型腔曲面比較復雜,空間狹小,可采用φ8R3 的銑刀完成粗加工。
(2)半精加工
半精加工過程采用φ4R2的銑刀,該方法能夠有效地切除粗加工刀具留下的層狀刀路。根據(jù)高速銑削策略—刀路光順,保持恒定的切削載荷。
(3)精加工
精加工采用φ3的球頭銑刀能快速有效地清除上一道工序留下的刀軌高度,層狀殘余。
(4)清根
采用φ3球頭銑刀精加工處理后, 型腔的底面和倒圓拐角處仍會有部分殘余的材料未被切除,需要更小的銑刀來清根處理,所以選用φ2R1的圓角銑刀進行清根銑。
表1為主要的銑削工藝參數(shù)。

表1 高速加工工藝參數(shù)表
3 基于UG平臺的連桿鍛模數(shù)控高速銑削編程
(1)UG數(shù)控加工編程流程
在UG NX 6.0的編程過程中,需要按圖3所示的步驟完成。
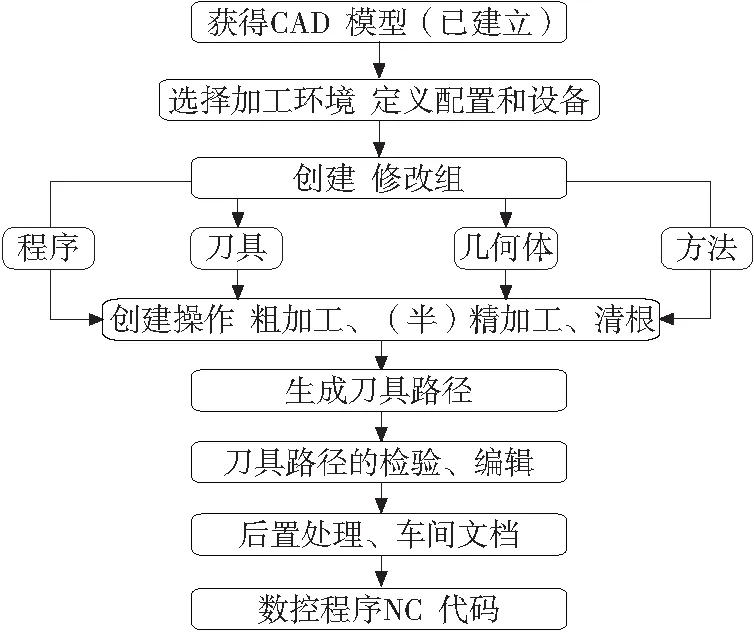
圖3 UG NX 6.0編程步驟
(2)創(chuàng)建加工操作
打開UGCAM界面,獲取連桿CAD模型,選擇加工環(huán)境為“型腔銑”,編輯“MCS_MILL”,點擊“CSYS”按鈕選擇“自動判斷”類型,指定工件上表面幾何中心為機床坐標系原點。
(3)創(chuàng)建幾何體
編輯“WORK PIECE”,檢查幾何體的選擇與編輯方法與部件幾何體相同可選擇實體或面(當一個曲面即被選擇為部件幾何體,又被選擇為檢查幾何體時,檢查幾何體將有效,將不在該曲面上生成刀具路徑),主要是為了防止損壞夾具。
(4)刀具的創(chuàng)建
點擊刀具創(chuàng)建按鈕,選擇刀具的類型、刀具子類型,設置加工刀具參數(shù),輸入相應的參數(shù)即可完成刀具的創(chuàng)建,本次銑削加工需要四把不同的刀具,
4 數(shù)控仿真加工
4.1 刀具軌跡的生成與NC代碼的輸出
在仿真加工前,根據(jù)尺寸定義毛坯,在型腔銑對話框中進行刀具參數(shù)、切削區(qū)域和切削參數(shù)的設置,所有參數(shù)設置完后,按提示拾取加工對象,計算機開始自動分析加工模型和計算刀具軌跡,然后點擊“生成”圖標,即可生成型腔銑的加工軌跡如圖4型腔銑粗加工刀軌[8]。刀具軌跡生成后,打開后處理對話框,選擇相應的后處理器、輸出粗、精加工的文件名和單位、激活選項等,將生成相應加工的NC代碼如圖5。
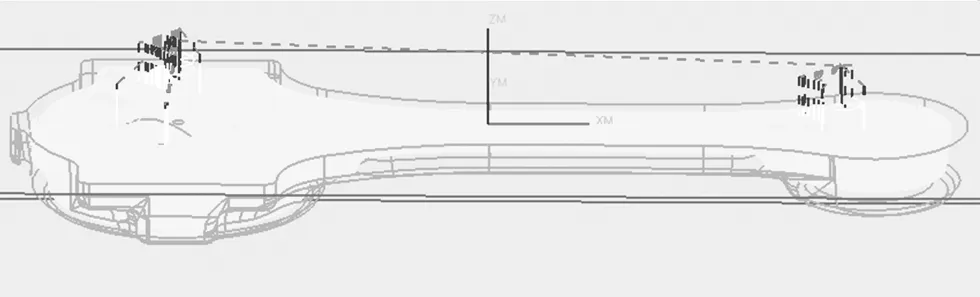
圖4 型腔銑粗加工刀軌

圖5 鍛模精加工NC代碼
4.2 實體模擬加工
在“型腔銑”對話框,選擇“3D動態(tài)”,對工件進行比較逼真的模擬加工,圖6為實體模擬加工的效果圖,通過動態(tài)模擬加工模式可以提高程序的正確性和安全性,可以及早發(fā)現(xiàn)在實際加工時存在的問題,以便及時修正程序,避免工件的報廢。

圖6 實體模擬效果
5 VNUC4.0軟件中的數(shù)控加工仿真
VNUC4.0軟件是立足于專業(yè)院校數(shù)控加工教學的模擬仿真而研發(fā)的具有自主知識產(chǎn)權的教學應用軟件,選擇華中世紀星數(shù)控世紀星HNC-21M,進入數(shù)控仿真操作。在軟件里,設置刀具和毛坯尺寸、材料,安裝毛坯,機床回零操作,然后進行對刀,分別把XZ、YZ、Z進行X向?qū)Φ丁向?qū)Φ丁向?qū)Φ叮⑤斎氲紾54中,最后把UGCAM生產(chǎn)的NC代碼加載到VNUC4.0數(shù)控仿真軟件中,選擇自動加工方式,調(diào)出待加工程序,為清楚每一程序段機床所執(zhí)行的動作,可點選單段執(zhí)行鍵,然后按下循環(huán)起動鍵,即可觀察程序運行中機床加工零件的過程[9]。如圖7為在VNUC4.0數(shù)控仿真軟件中的仿真加工效果。
從模擬加工效果可以看出,由UGCAM模擬出來的刀具軌跡是正確的,生成的G代碼也正確,在VNUC4.0軟件模擬的加工中,能形象地模擬出整個連桿的高速加工過程,并且達到設計的精度要求,能很好地實現(xiàn)了連桿在高速加工時的CAD/CAM一體化。

圖7 在VNUC4.0數(shù)控仿真軟件中的仿真加工效果
6 結(jié)束語
通過UGCAM模塊對連桿鍛模進行高速銑削參數(shù)優(yōu)化設計,通過兩次型腔銑加工,一次輪廓區(qū)域銑削加工和清根加工有效的切除毛坯殘余量,而且保證了連桿鍛模較高的加工質(zhì)量。最后的程序仿真可以直觀地發(fā)現(xiàn)問題,從而能盡早地進行參數(shù)優(yōu)化來盡可能避免實地加工時可能出現(xiàn)的欠切、過切、碰撞和干涉等現(xiàn)象,不僅能有效地減少廢品率,節(jié)約經(jīng)濟成本,而且能大大地提高了高速加工時的安全性。由此可見,鍛模的高速加工技術是可行的,高速加工是鍛模制造業(yè)發(fā)展的必經(jīng)之路。
[1] 陳家瑞.汽車構(gòu)造[M].北京:人民交通出版社,2006.
[2] 趙建峰, 繆德建, 顧雪艷. 連桿模具的計算機輔助設計與制造[J] . 機械制造與自動化.,2004, 33( 6) : 16- 17,20.
[3] 張伯霖主編.高速切削技術與應用[M].北京:機械工業(yè)出版社,2003.
[4] 胡仁喜,康士廷,劉昌麗等.UGNX6.0中文版從入門到精通[M].北京:機械工業(yè)出版社,2009.
[5] 陳學翔.UGNX6.0數(shù)控加工經(jīng)典案例解析[M].北京:清華大學出版社,2009.
[6] 趙建峰,楊征宇,汪木蘭.汽車外覆蓋件模具高速切削工藝規(guī)劃研究[J].現(xiàn)代制造工程,2010(3):76-79.
[7] 陳壽霞, 趙建峰, 汪木蘭. 基于UGCAM的連桿模具高速加工制造[J].中國制造業(yè)信息化, 2010 ( 15) : 45-47.
[8] 康文利,路世強,周學輝.基于UG的數(shù)控加工技術在模具精加工中的應用[J].組合機床與自動化加工技術,2008(4):85-88.
[9] 韓偉娜,李欣玉.基于VNUC的虛擬數(shù)控仿真加工[J].北華航天工業(yè)學院學報,2010(6):23-26.
(編輯 李秀敏)
High-speed Machining of Automobile Engine Connecting Rod Forging Die
WU Jin-mei, PENG Han, WANG Chong
(School of Mechanical Engineering,North China University of Water Resource and Electric Power, Zhengzhou 450045,China)
In order to overcome poor quality and low productivity shortcomings of automobile engine connecting rod forging die surface in the traditional processing, in this paper, proposes platform based on UG NX 6.0 software, produces automobile engine connecting rod forging dies with high-speed machining technology, it proposes that establishing link 3D model with UG, simulating tool routes when machining high-speed machining and forging dies process with UGCAM, G-code is generated, finally, importing simulation machining process of VNUC4.0 software, optimizes high-speed milling parameters of connecting rod forging die. The results show that producing rod forging die with high-speed machining technology can shorten processing time, improve the precision of forging die and has a good reference value for actual production.
connecting rod forging die;high-speed machining;CAM
1001-2265(2014)05-0138-03
10.13462/j.cnki.mmtamt.2014.05.037
2013-09-23;
2013-10-17
2013年科技廳科技攻關項目:車輛集中潤滑系統(tǒng)潤滑脂流動仿真模擬及工程應用(132102210096)
吳金妹(1976—),女,海南屯昌人,華北水利水電大學講師,碩士,主要從事機械設計制造及設備方面的研究與教學,(E-mail)wujinmei@ncwu.edu.cn。
TH164;TG65
A