在役鑄鋼件閥門裂紋的檢測
2014-07-27 13:55:18馬寅山廣州聲華科技有限公司
中國特種設備安全 2014年4期
馬寅山 廣州聲華科技有限公司
在火力發電廠鍋爐四大管線中,鑄鋼閥門由于其成本的經濟性和設計的靈活性,得到較多應用。但是隨著運行時間加長,由于應力、溫度等因素作用閥體內和表面會產生裂紋,給閥門的正常運行留下安全隱患。因此閥門檢驗時需要有合理的無損檢測方法對閥體進行全面檢查,超聲波對內部裂紋非常敏感,利用超聲檢測技術可以有效的檢測出裂紋的深度、長度、高度等信息,磁粉檢測可有效的查出表面和近表面的裂紋,綜合兩種方法對閥門進行綜合檢測,為閥門的安全運行提供判斷依據。
1 裂紋產生機理
鑄鋼件閥門在生產過程中,由于工藝制定與實際操作的偏差,鑄件成分、結構和缺陷數量及分布在較大范圍會存在不可避免的變化和波動,因此可能會產生氣孔、縮松縮孔、金屬間化合物、夾雜等缺陷[1]。通常縮松縮孔較易出現在厚斷面、兩交界面的內部等,受應力作用可能演變為內部裂紋;氣孔、夾雜等缺陷出現在閥體表面或外層區域受應力作用可能會萌生成表面、近表面裂紋。裂紋的產生在閥門安全運行中存在巨大的安全隱患,以下針對裂紋的位置不同,選用相應的檢測方法。
2 內部裂紋的超聲檢測
2.1 鑄鋼件閥門超聲檢測依據
參照《鑄鋼件超聲檢測 第2部分:高承壓鑄鋼件》GB/T7233.2-2010標準和《承壓設備無損檢測 第3部分:超聲檢測》JB/T4730.3-2005標準,用橫波斜探頭作為主要檢測手段,以縱波直探頭為輔助。
2.2 探頭選擇
橫波斜探頭2.5P10×10K1;縱波直探頭2.5MHzφ14
2.3 靈敏度調節
橫波斜探頭:使用自然的(非人工)平面型缺陷(裂紋尺寸再壁厚方向)或垂直于表面且遠大于聲束的側壁來校核,實際工程中可以采用閥門端部的結構反射來校核,將反射波調至滿屏80%,再增加12~20dB作為檢測靈敏度。
縱波直探頭:a)距離幅度校正曲線法(DAC)用一系列幾何尺寸相同、聲程不同的反射體(平底孔FBH或橫孔SDH)的回波高度得出;b)距離增益尺寸法(DGS)用一系列理論上計算出的聲程、儀器增益、垂直于聲束軸線的平底孔直徑的關系得出。
2.4 缺陷檢測及判斷
檢測前查閱閥門相關資料,了解閥體各位置的厚度、結構形狀等信息。斜探頭作橫向、縱向100%掃查,對發現的信號從波幅、位置、動態波形等方面進行分析,加以定性。以下列舉一些在役閥門中可能遇見缺陷的回波特性作為缺陷判別參考:
點狀夾雜缺陷波形特征 回波波峰清晰、尖銳,移動探頭時回波迅速消失,探頭旋轉90°掃查有同樣的特征。
線狀夾雜缺陷波形特征 回波有多個波峰,探頭延缺陷長度方向移動,波形變化不明顯;探頭前后移動波高迅速降低。
裂紋波形特征 回波幅度較高、波峰陡峭尖銳、起波速度快且波前陡峭,探頭前后、左右移動波峰交替出現。在缺陷另一側掃查也有較高的缺陷回波;探頭旋轉90°掃查無缺陷回波。
2.5 裂紋測長及測高
在役閥門檢測中對不僅需要準確的區分出裂紋缺陷,更重要的是測定裂紋的幾何尺寸長度和高度。
測長:采用端點6dB法測長,用K1探頭發現裂紋后,探頭沿著裂紋方向左右移動,找到裂紋兩端的最大反射波,分別以這兩個端點反射波高為基準,繼續向左、向右移動探頭,當端點反射波高降低一半時(或6dB),探頭中心線之間的距離即為裂紋的指示長度。
測高:采用上下端點衍射波法,同樣采用K1探頭置于任一探測面,找到缺陷波向前緩慢移動探頭,當找到缺陷的上端點反射波再細微地移動探頭使上端點前出現上端點衍射信號(見圖1),記錄回波位置;向后緩慢移動探頭,當找到缺陷的下端點反射波再細微地移動探頭使下端點后出現下端點衍射信號(如圖1),記錄回波位置;將探頭置于另一探測面以同樣的方法找到上下端點衍射信號并記錄回波位置(見圖2),若L1=L2則該裂紋垂直于檢測面,其高度ΔH=H2-H1;若L1≠L2則是傾斜裂紋,其傾斜高度AB=[(LΔH)2+ΔH2]1/2

圖1 上下端點衍射信號
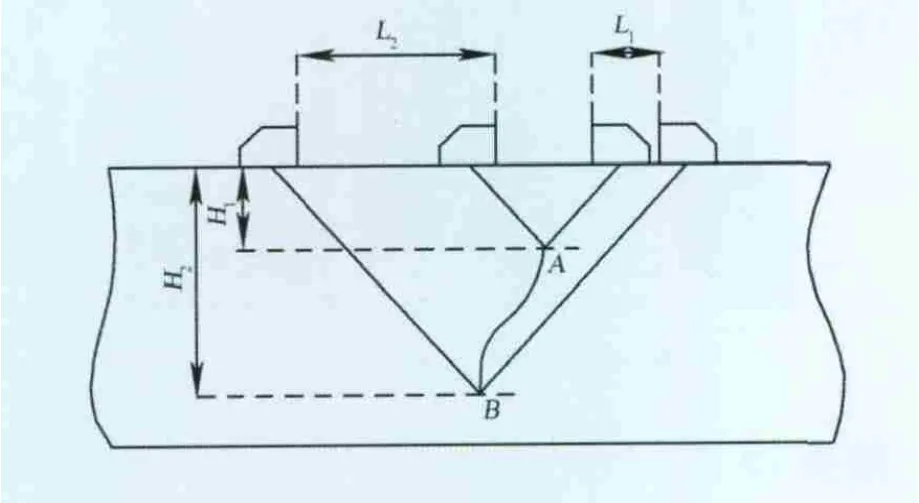
圖2 裂紋測高示意圖
3 鑄鋼件閥門磁粉檢測
對于鐵磁性材質閥門采用磁粉檢測其表面、近表面裂紋具有很高的檢測靈敏度和檢出效率,可實現對閥體表面的100%檢測。
3.1 檢測表面準備
用砂輪機清理表面油漆或銹層等對磁粉檢測操作和磁痕辨識有影響的物質后,噴涂適當厚度的反差劑。
3.2 工藝選擇
執行JB/T4639-2008《閥門受壓件磁粉探傷檢驗》標準;
磁懸液:黑磁膏—水基磁懸液,磁粉與水體積比2%左右;
儀器型號:MP-A-2L和CDX-4B,磁軛法、交叉磁軛法組合使用。
檢測部位:閥體100%的外表面,閥門肩部、腹部、冒口部位為重點檢測區域。
4 工程案例
某電廠1000MW超超臨界機組啟動循環泵進口電動閥在機組檢修時要求進行全面無損檢測,采用以上檢測方法,超聲檢測發現閥門的背部位置有兩條裂紋,裂紋1:長度=25mm;上端點~下端點=32.5~53.4mm,缺陷波幅很高、波峰陡峭(見圖3)。用角磨機磨開后,滲透檢測時滲透速度非常快、顯像清晰(見圖4),表明該裂紋開口較寬。
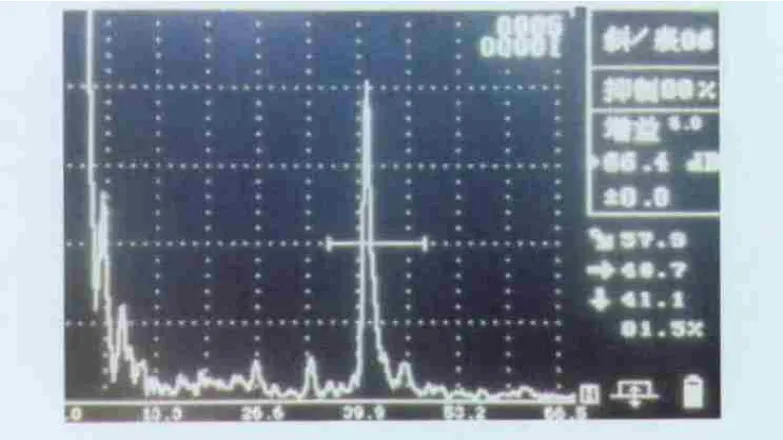
圖3 裂紋波形

圖4 磨開后裂紋滲透檢測顯像
裂紋2:長度=42 m m;上端點~下端點=34.4~43.7mm,圖5中a)為裂紋上端點波形圖,在端點波峰前有一個較矮的波峰,即為上端點衍射信號;b)為裂紋下端點波形圖,端點波峰后有下端點衍射信號;c)為磨開后裂紋滲透檢測顯像圖
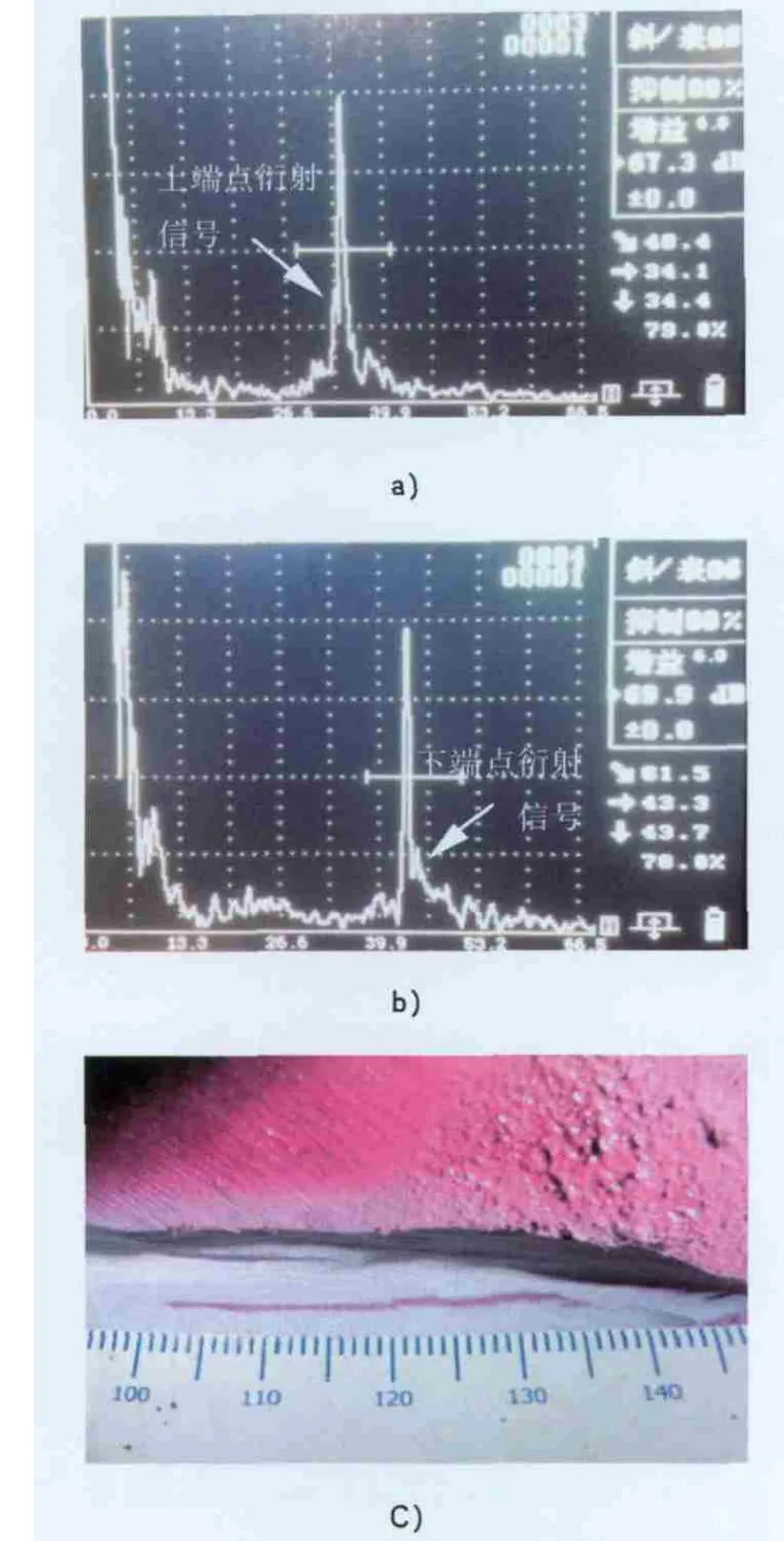
圖5 事故檢測圖
磁粉發現閥門的肩部有長為35mm、80mm、65mm的三條裂紋,詳見圖6,從裂紋的形態來看呈條狀或樹枝狀,尖端極細都有擴展的跡象。消除裂紋時發現所有裂紋都是由內向外裂開,并且大部分裂紋的起始都是砂粒或是縮孔。

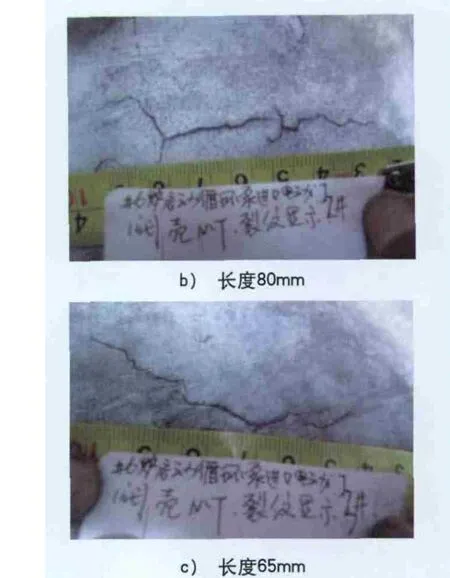
圖6 裂紋磁痕顯示
其中圖6b)中的裂紋經超聲輔助測高發現,裂紋自身高度達26.7mm,下端點波形如圖7所示。

圖7 表面開口裂紋下端點波形
5 結束語
閥門鑄造過程中本身的鑄造缺陷在運行過程中可能擴展形成裂紋,采用超聲檢測可有效地查出埋藏在閥體內部的裂紋,并可精準地檢測出裂紋的測量其長度和自身高度;磁粉檢測可檢出表面和近表面裂紋,兩種檢測方法綜合實施為閥門的安全評估提供可靠地依據。
1 Murakami Y,Endo M.Effect of defects inclusions and inhomogeneities on fatiger strength .International Journal of Fatigue,1994,16(3):163-182
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
流程工業(2022年3期)2022-06-23 09:41:08
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
煤氣與熱力(2021年3期)2021-06-09 06:16:18
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
海峽科技與產業(2016年3期)2016-05-17 04:32:12
中學科技(2014年11期)2014-12-25 07:38:53
太空探索(2014年3期)2014-07-10 14:59:39
