800H合金大型壓力容器制造關鍵技術研究
2014-07-27 13:55:18張忠政支有冉夏志敏南京金創有色金屬科技發展有限公司
中國特種設備安全 2014年4期
張忠政 業 成 支有冉 夏志敏 南京金創有色金屬科技發展有限公司
氫氯化反應器是多晶硅生產裝置中核心設備,盛裝易燃易爆長期服役于高溫、高壓惡劣工況下,對設備的材料要求較高。800H高溫鎳基合金由于其優異高溫力學性能和耐蝕性能而被選為該反應器制造材料。當前800H材料廣泛應用于國內工業爐和石化行業各類冷氫化反應器典型設計參數見表1,對該類高參化大型壓力容器,國內很多制造企業缺乏相關制造經驗,經常出現制造問題,產品安全質量無法得到保證。因此,有必要對該類材料大型設備關鍵制造技術進行研究,優化和改進制造工藝,提高產品安全質量。

表1 冷氫化反應器設計數據表
1800H合金裂紋形成機理分析
800H材料在焊接過程中容易產生裂紋,由于其擴展特性而成為承壓設備中最危險缺陷。因此,如何避免產生裂紋成為很多制造企業的難題,也是該類材料大型壓力容器制造過程中質量控制的重要內容。
很多學者研究了800H材料焊接特性,認為該材料在焊接過程中產生的裂紋類型為熱裂紋[1,2]。一般認為主要是800H材料線膨脹系數較大,導熱系數低,熔池流動性差,而鎳極易被硫及磷脆化,焊接時焊縫中的一些雜質元素和低熔點物質容易在晶界偏析和聚集,形成了熱裂紋。國內多家壓力容器制造企業曾發生過壓力容器基本制造完成,水壓試驗工序中發現主體焊縫存在著貫穿性裂紋,返修多次仍無法解決裂紋問題而被迫切割主體焊縫進行重新焊接的失效案例。圖1和圖2即為800H材料壓力容器制造中在接管角焊縫和主體對接焊縫裂紋缺陷情況。這主要由于制造企業對800H材料焊接特性了解不足,焊接工藝控制不嚴,導致制造質量失控所致。

圖1 設備接管角焊縫裂紋
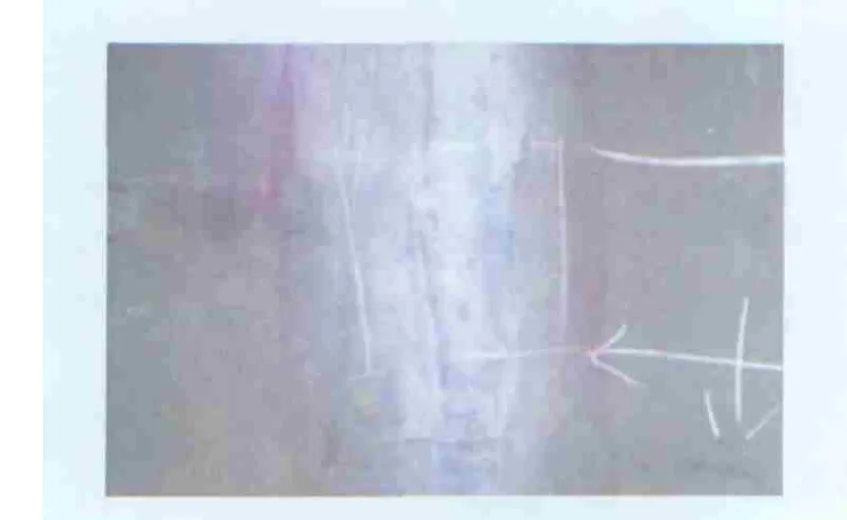
圖2 主體環焊縫貫穿性裂紋
2 焊接質量工藝控制
針對焊接裂紋產生機理,采取相應焊接工藝措施,優化焊接工藝,控制焊接裂紋。在產品施焊前,應做好焊接工藝評定,在焊接工藝評定合格基礎上進行焊接。
2.1 坡口準備
防止過熱裂紋產生不能采取增大焊接電流來提高液態金屬流動性,為保證接頭熔合性良好,需增大坡口角度,減小根部鈍邊厚度。對厚板產品焊縫應選為雙U型坡口形式,如圖3所示。坡口加工采用機械加工或用熱影響較小的等離子切割,打磨采用專用的不銹鋼砂輪片。在坡口及其周圍20mm范圍內表面用丙酮清洗揮發后進行焊接。
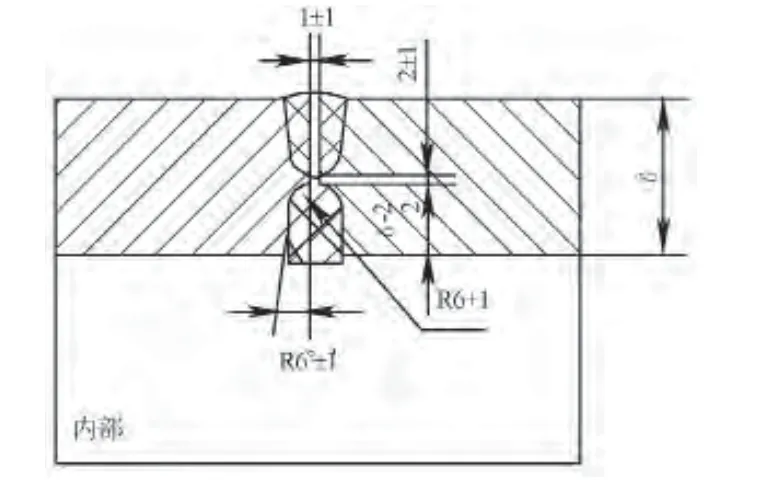
圖3 對接焊接接頭
2.2 焊接材料
焊接材料選擇ERNiCr-3和ERNiCr-2焊絲和焊條,由于熔敷金屬Ni含量高,其耐熱性和耐腐蝕性更好,應嚴格控制焊材中硫磷等元素含量,減少焊接中冷卻時焊縫中雜質含量,減少其在晶界析出,降低熱裂紋傾向。焊條使用必須按說明書要求進行烘烤。
2.3 焊接方法
焊接方法應綜合考慮到焊接質量控制和工作效率。產品施焊中可采用氬弧焊、手工焊和埋弧焊組合方式。先用氬弧焊打底,手工焊覆蓋,最后應用埋弧焊蓋面。對于接管角焊縫焊接,由于其散熱難,拘束度大,應力集中,整個接管角焊縫焊接采取電流較小的鎢極氬弧焊方法。
2.4 施焊措施
在施焊過程中,為了加快冷卻速度,應用水管在器壁上進行冷卻方法進行降溫;嚴格控制層間溫度小于100℃,焊接過程中應用手持式紅外測溫儀進行層間測溫;施焊時盡量采用較小線能量(低電壓、小電流、高焊速、多層焊),短電弧,適當擺動焊條,擺幅不超過焊條直徑的2.5倍;焊接過程中盡量采取平焊位置焊接。
2.5 缺陷返修
缺陷返修也是800H大型壓力容器制造中重點。返修時應用專用的不銹鋼砂輪片進行打磨,表面無損檢測確認缺陷完全消除后再進行補焊。由于材料已經歷焊接金屬冶金過程,再次施焊材料可焊性降低,為避免熱裂紋產生,返修補焊采用氬弧焊方法進行。
3 制造過程的無損檢測
針對該類產品焊接過程容易產生熱裂紋特點,應用針對性無損檢測策略。
3.1 焊接過程無損檢測控制
該類設備一般要求AB類焊縫進行100%射線檢測,CD類焊縫100%滲透檢測。這些無損檢測方法一般在設備焊接完成后進行。鑒于該類材料易產生裂紋缺陷,而且對厚板設備焊接完成后再檢測到裂紋時深度定位困難、返修量較大、返修困難等狀況,采取焊接過程中應用無損檢測方法進行質量控制。例如,對AB類雙U型對接焊縫,每焊完一道焊縫應進行滲透檢測,發現表面缺陷及時打磨消除。氬弧焊打底焊接完成后,應用射線檢測方法對部分焊縫進行檢測,發現缺陷及時返修。手工焊和埋弧自動焊焊接過程無損檢測過程相同。采取焊接過程無損檢測質量控制的好處是可及時發現焊接過程中缺陷,方便裂紋缺陷定位和返修量小。
由于厚度差異等原因,焊接過程射線檢測時部分底片質量可能不會完全滿足相關標準要求,但作為質量過程控制參考具有重要工程意義:可大大減少了返修量,避免大范圍、大面積、多次返修造成材料性能劣化裂紋無法修復導致制造失敗。
3.2 提高無損檢測靈敏度
為了提高缺陷檢出率,應考慮影響檢測靈敏度因素,提高檢測靈敏度。根據射線檢測成像特點,對射線照相方法和檢驗器材等方面進行改進,提高檢測靈敏度。例如射線底片采用T2類膠片;射線源應優先使用X射線機,當X射線無法透照器壁厚度時,則優先選用放射源IR-192而不是Co60,以提高射線檢測靈敏度。在觀察射線底片時采用更亮觀片燈等措施。這些改進措施可能會導致射線檢測成本增加,檢測時間延長,檢驗效率降低。但結果卻是檢測靈敏度提高,最小缺陷識別率提高,避免微小裂紋等危險性缺陷發生遺漏,確保了容器安全質量。
3.3 增加無損檢測方法和次數
為提高缺陷檢出率,在容器制造工序中增加無損檢測次數和綜合應用多種無損檢測方法。例如,在產品熱處理完成后為避免熱處理對裂紋影響應選取部分焊縫進行檢測,耐壓試驗結束后應選取部分比例進行檢測。對于接管等角焊縫,盡管相關標準未作要求,但鑒于該類材料裂紋多發性,角焊縫在焊接過程中除了應用滲透檢測方法進行表面質量控制外,焊接結束后可增加超聲檢測方法對焊縫進行檢測。除應用傳統無損檢測方法外,當前一些先進無損檢測方法,如TOFT、相控陣、聲發射檢測等也可應用于該類設備裂紋缺陷檢測。
4 熱處理質量控制
JB4756-2006《鎳及鎳合金制壓力容器》標準規定了該類材料壓力容器焊后應進行固溶處理或穩定化熱處理。通過熱處理可使合金中因焊接析出的Cr23C6充分溶解,使鈦和鈮充分形成非常穩定的碳化鈦和碳化鈮,抑制在敏化溫度區Cr23C6沿晶界析出,提高了800H合金抗晶間腐蝕能力[3]。
壓力容器熱處理可分為整體熱處理和局部熱處理,由于爐內整體熱處理效果好,在具備條件情況下應優先選用爐內整體熱處理方法。熱處理相關工藝參數可按GB150和JB4756-2006標準中要求制定并嚴格執行。在整體爐內熱處理時,應優先選用電加熱爐,不能選用燃煤爐。應用燃氣爐熱處理時,應嚴格控制燃氣中硫含量應低于0.57g/m3;當采用燃油爐加熱時,燃油中的硫含量應低于0.5%,避免有害雜質對設備損害。加熱爐應能有自動溫度控制系統,配備自動溫度記錄儀等相關儀器設備應經過檢定。局部熱處理一般采用電阻絲加熱方式,同樣應配置自動溫度記錄儀器,符合相關標準規定。盡管未見800H再熱裂紋報道,但熱處理,特別是局部熱處理不當產生裂紋的案例確有發生,因此,熱處理結束后應對設備焊縫進行局部無損檢測抽查。
5 熱加工質量控制
大型厚板容器封頭常用熱沖壓成型方式制造。封頭熱加工過程中質量控制要點為沖壓初始溫度和終止溫度以及變形速率控制。曹宇[4]等研究了800H合金熱變形行為及熱加工性能,認為在溫度為975-1100℃時,應變速率為(0.01~0.3)/s的區域內,800H合金發生動態再結晶,熱變形后組織細小且均勻,為最佳熱加工區間。在熱沖壓成形時,毛坯料加熱溫度不應破壞材料供貨狀態,加熱溫度應低于固溶溫度1050℃,終止溫度不應低于870℃,避免在奧氏體不銹鋼敏化區間(450~850℃)停留時間過長出現晶間Cr23C6析出。應由經驗豐富封頭制造企業進行沖壓,沖壓過程應用紅外測溫儀器進行測溫,確保溫度不低于870℃。一般兩次沖壓,成型后應立即置于附近冷水池中進行水冷。由于熱壓成型變形較大,為防止封頭拼焊縫出現裂紋,水冷后應對焊縫再次進行無損檢測確認。
6 結束語
800H合金大型壓力容器制造難點在于熱裂紋控制。在基于容器制造工序材料特性和裂紋產生機理基礎上,結合相關標準要求提出了該類材料壓力容器制造過程中質量控制措施,在多臺800H材料大型壓力容器制造中已成功得到應用。
1 程曉農,邱宇,李冬升,等.800H合金焊接性能研究.熱加工工藝, 2013,42(7):154-160
2 陳卉妍,周立忠.Incoloy800H合金鋼的焊接.現代焊接,2009,7:49-50
3 高軍松.高溫煙道Incoloy800H波紋管失效分析.壓力容器,22(4):36-40.
4 曹宇,邸洪雙,張潔,張敬奇. 800H合金動態再結晶行為研究.金屬學報,2012, 48(10): 1175-1185
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
設備管理與維修(2015年12期)2015-04-09 06:57:24
