淺談真空灌注工藝成型條件及常見缺陷修復
2014-08-08 01:00:31沈葛,孫洲
天津科技 2014年6期
沈 葛,孫 洲
(天津東汽風電葉片工程有限公司 天津300456)
淺談真空灌注工藝成型條件及常見缺陷修復
沈 葛,孫 洲
(天津東汽風電葉片工程有限公司 天津300456)
真空灌注工藝是玻璃鋼成型的主流工藝,相比玻璃鋼手糊成型工藝有很多優點。分析了兩者的區別,對真空灌注工藝的成型條件進行了闡述,提出真空灌注工藝材料和工藝原因都可能導致出現不同的缺陷,而缺陷修復的方式也不相同。
真空灌注工藝 手糊工藝 材料選擇 工藝研究 缺陷修復
1 真空灌注工藝和手糊工藝對比
1.1 真空灌注工藝簡介
真空灌注工藝的原理是:在真空狀態下排除纖維增強體中的氣體,通過樹脂的流動、滲透,實現對纖維的浸漬(見圖1)。
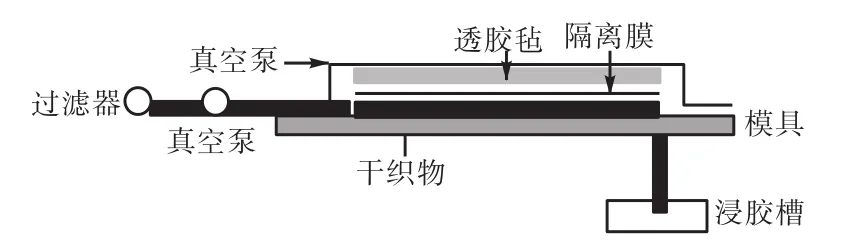
圖1 真空灌注工藝示意圖Fig.1 Schematic diagram of the vacuum infusion process
1.2 真空灌注工藝和手糊工藝的優缺點比較
手糊工藝是一種開模工藝,它的優點是在模具的形狀改變上有很大的自由度,模具價格低、適應性強。但該工藝也存在一系列問題,如可揮發有機物(VOC)超標、對操作人員的健康影響大、人員易流失、需用材料限制多、產品性能低、樹脂用量大且浪費多等,尤其是產品質量不穩定,產品的玻璃纖維含量、制件厚度、生產效率等都受操作人員的影響,要求操作人員有較好的技術、經驗和素質。手糊產品的樹脂含量一般在 50%~70%左右。開模工藝的 VOC排放超過 500,mg/mL,而各國規定都在 50~100,mg/mL,苯乙烯的揮發量高達使用量的 35%~45%。目前國外大都改用環戊二烯(DCPD)或其他低苯乙烯釋放樹脂,但苯乙烯作為單體還沒有好的替代品。
真空灌注工藝是近20年來發展的低成本制造工藝,尤其適合于大型產品的制造。其優點如下:
①產品性能優良,成品率高。在同樣原材料的情況下,與手糊構件相比,真空灌注工藝成型構件的強度、剛度及其他物理特性可提高 30%~50%以上(見表1)。工藝穩定后成品率可接近100%。
②產品質量穩定,重復性好。產品質量受操作人員影響小,不論是同一構件還是各構件間都存在高度一致性。產品的纖維用量在注入樹脂前已計算好,構件有相對恒定的樹脂含量,一般在 30%~45%,因此產品性能的均勻性和重復性比手糊工藝產品好得多,缺陷也少得多。
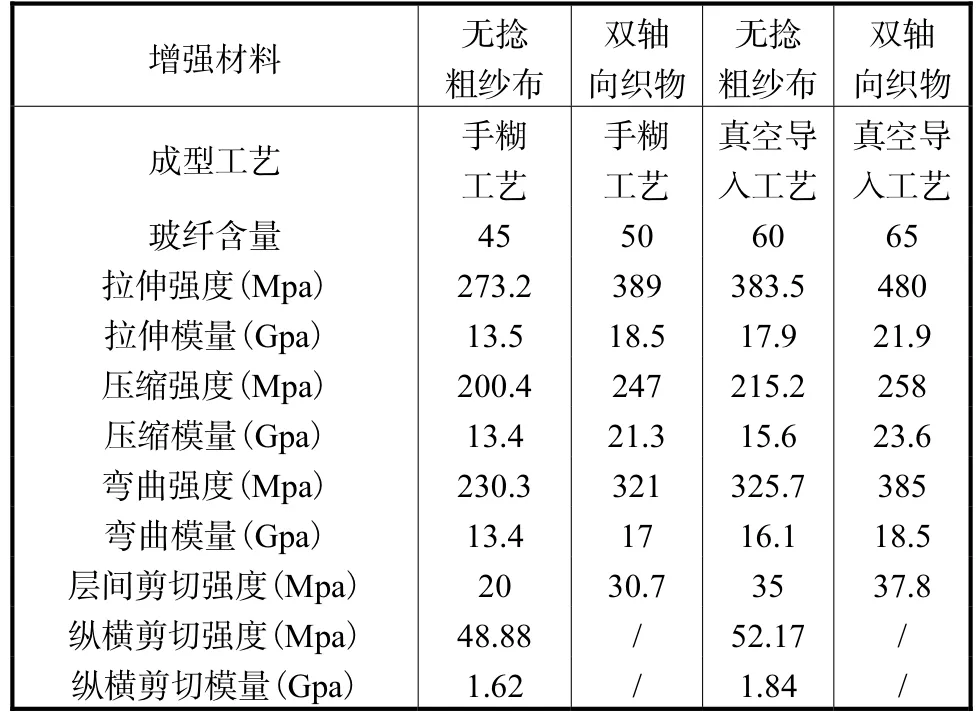
表1 典型聚酯玻璃鋼性能比較Tab.1 Performance comparison of typical FRPs
③抗疲勞性能提高,可減輕結構重量。由于制品纖維含量高,孔隙率低,產品性能高,尤其是層間強度高,大大提高了產品的抗疲勞性能。在強度或剛度要求相同的情況下,采用真空灌注工藝制作的產品可減輕結構重量。
④環境友好。真空灌注工藝是一種閉模工藝,揮發性有機物和有毒空氣污染物均被局限在真空袋中。VOC排放不超過50,mg/mL的標準。這大大改善了操作人員的工作環境,穩定了勞動人員的隊伍,也擴大了可用材料的范圍。
⑤產品整體性能好。真空灌注工藝可同時形成加強筋、夾芯結構及其他嵌件,提高了產品的整體性,因此可制造大型制品。
⑥制品精度好。真空灌注工藝產品的尺寸精度(厚度)優于手糊制品。在同樣的鋪層下,一般真空灌注工藝產品的厚度為手糊制品的 2/3。產品厚度偏差約為±10%,而手糊工藝一般為±20%。真空灌注工藝產品的表面平整度也優于手糊制品。
目前真空導入工藝也有一定缺點:①準備工序時間較長,較為復雜。需要正確的鋪層鋪設導流介質、導流管,進行有效的密封。②生產成本較高,并產生較多的廢料。如真空袋膜、導流介質、脫膜布及導流管等輔助材料大都是一次性使用,但產品尺寸越大,差別越小。③工藝制造有一定的風險。尤其是大型復雜結構產品,一旦在樹脂灌注過程中失敗,產品易報廢。因此要有較好的前期研究、嚴格的工藝控制和有效的補救措施,以保證工藝成功。
2 真空灌注工藝成型條件
2.1 材料選擇
根據玻璃鋼制品的應用條件確定對材料強度的要求,在滿足強度要求的前提下選擇符合工藝條件的材料,此時必須綜合考慮材料的兼容性以及材料對工藝的適應性。
2.1.1 樹脂
真空導入工藝要求樹脂體系粘度低(一般為100~400,mPa·s),樹脂僅在真空壓力作用下完全浸漬增強材料。不同的工藝對凝膠時間有不同要求,凝膠時間的可變易控是實現成功灌注的關鍵之一。在選擇樹脂時,應保證樹脂粘度變化小,固化放熱峰值適中。高放熱峰會損壞模具甚至成型構件。由于真空灌注工藝中通常有加強筋,樹脂應具有較高的延伸性能。[1]環氧樹脂及改性環氧樹脂以其優異的力學性能和綜合性能,一直以來是先進復合材料使用的主打樹脂基體。近年來國外針對降低真空灌注工藝成型溫度,開發了多種低粘度環氧樹脂,國外公司真空導入樹脂的發展趨勢是針對阻燃、低煙、低毒性及降低成型溫度等要求開發低粘度環氧樹脂,涉及的樹脂包括雙酚A、雙酚F和有機硅改性環氧樹脂體系。[2]
2.1.2 纖維織物
要求表面浸潤劑與真空導入樹脂相匹配,編織方式、纖維克重與制品設計結構相符,透氣性好、適用性強,易形成與制品相同的形狀。
2.1.3 導流介質
導流介質鋪設在玻璃纖維預制件上面,其滲透率要遠高于脫模介質及玻璃纖維預制件的滲透率,樹脂在導流介質內快速流動,同時樹脂從導流介質內滲出,自上而下緩慢浸漬玻璃纖維預制件。
2.1.4 脫模介質
脫模介質的作用是將玻璃纖維預制件和滲透介質隔開,使制品固化后易于脫模。脫模劑采用外脫模劑,將其涂在模具內表面,主要脫模劑有:石蠟類、硅質類、聚乙烯醇類等。[3]
2.1.5 密封材料
真空袋膜一般采用 50,μm 或 70,μm 的擠出柔性尼龍薄膜。真空袋密封材料成粘稠狀,鋪放于模具邊框,以保證真空袋膜的密封性。在真空成袋過程中,密封材料具有足夠的“粘性”,可以粘接在各種表面上,同時其“粘性”不能過大,以保證固化脫模后,能將其及時清理掉。
2.1.6 真空泵
要求真空度好,大型制件要求有高排氣速度。
2.2 工藝研究方法
真空灌注工藝要求在真空狀態下完成樹脂對纖維材料的充分浸潤,然后通過樹脂本身交聯固化反應放熱和輔助加熱獲得滿足強度要求的玻璃鋼制品。
2.2.1 樹脂的流動性研究
在真空導入工藝中,主要是采用達西定律(Darcy’s Law)(公式 1)來描述樹脂在預制件中的流動過程。[4]

其中:v為樹脂流動速度;K為預制件滲透率;μ為樹脂粘度;ΔP/Δx為壓力梯度。
在達西定律中,樹脂被認為是不可壓縮的、粘度不隨切變速率影響的牛頓流體。玻璃纖維預制件被看作多孔介質,其特性可用孔隙率和滲透率來表征,它們影響樹脂在預制件中的流動方向和速度,因此決定著復合材料成型時需要的真空壓力、流動時間和流動途徑等關鍵參數。
樹脂的流動可分為兩類:由壓力梯度決定的浸潤或宏觀流動(紗線束間)的流速;由纖維毛細管壓力和表面張力決定的浸透或微觀流動(紗線束內)的流速。
影響流速和流道的因素包括:原材料、導流介質、鋪層和真空度等。兩種速度必須相當,流動前鋒一旦匯合,就很難排出所包裹的氣體,在微觀層次上排除氣體要受到樹脂粘度和纖維束周圍表面張力的影響。
在工藝中要防止由于不合理鋪層等導致的“短路效應(cutline)”,在這些低阻力區,樹脂流動速度會增加 10~100倍,使工藝不能在預想的情況下進行。通過對樹脂流動過程的研究,可預先發現工藝中潛在的問題,使工藝達到優化。
2.2.2 預制件的壓縮行為研究
在真空導入工藝中,還要知道最終產品的厚度和纖維含量。由于真空袋是柔性的,不能直接控制產品的厚度,產品厚度及纖維含量和預制件的壓縮行為有關,包括纖維在壓力下的壓縮和松弛行為,以及纖維和樹脂間的相互作用。
試驗表明,產品厚度是隨著樹脂流動方向改變的,離真空源越遠,樹脂含量越高,相應纖維含量越低,產品越厚。在真空導入工藝中預制件受到的外壓是大氣壓(Patm),這個壓力有樹脂壓力(rP)和纖維結構支撐(Pf)(公式2)。

樹脂在進口處的壓力為一個大氣壓,其流動前鋒的壓力為零,樹脂壓力從出口處到進口處,其壓力是從0到1個大氣壓的分布,離開出口處越遠樹脂壓力越大,相應預制件受的壓力越小,纖維受壓縮也越小,厚度也較大。在樹脂到達出口處后,關閉樹脂進口,而繼續保持真空出口,使壓力穩定地減少,從而使預制件進一步壓縮,可減緩厚度不均的現象。
織物在浸潤過程中的壓縮行為描述:當樹脂未到達前,織物處在干態下,織物內的支撐力等于大氣壓,此時織物達到最大的壓縮變形。在樹脂到達后,開始浸潤,這有兩個過程,首先是樹脂對纖維的潤滑作用,引起纖維的重排,使織物進一步壓縮,這時在外力作用下,由于纖維重排引起壓縮量的增加。當樹脂壓力繼續升高時,由于外力不變,由公式(2)知,纖維承受的壓力相應減少,從而發生回彈,織物的壓縮量減少,預制件厚度的變化取決于這兩個過程的綜合作用。
理論上影響預制件織物滲透率的因素只與組成織物的纖維材料類型和比例、纖維含量、預制件的結構以及孔隙率等有關,和樹脂的化學特性無關。但在實際測試中纖維毛細管壓力、流動速度、注入壓力、不同試驗流體等都對滲透率有不同程度的影響。此外如上所述,預制件的滲透率和孔隙率在真空導入工藝過程中是發生變化的。纖維排列越有序,織物的松弛行為減輕,玻璃纖維氈和粗紗布的松弛行為越明顯,單向玻璃纖維紗的松弛行為就不太明顯,在樹脂注入前對預制件反復施加壓縮-松弛周期,可減少產品的富樹脂區。
2.2.3 真空灌注工藝控制研究
纖維預制件中樹脂流動檢測裝置,包括硬件(數據采集系統)和軟件(控制和數據分析系統)。通過檢測平臺,可以獲得導入過程中樹脂在預制件中到達的位置。真空導入工藝中控制模型的研究很多,其內容包括:樹脂在預制件中的流動模型、預制件在真空壓力下的壓縮和松弛行為模型及樹脂粘度和固化反應動力學模型。其數據處理通常采用相應面法:把模型分成許多有限元,再圍繞節點,把有限元分成更小的單位,構成控制元,用有限元計算樹脂在浸潤區的壓力分布,用達西定律計算流動速率,用控制元和填充因子跟蹤樹脂流動前鋒的位置。[5]
3 缺陷修復方式
合適的材料和優化的工藝條件能保證真空灌注工藝獲得優質的玻璃鋼制品。真空灌注工藝對工藝條件的苛刻要求也造成工藝質量風險較高。材料體系的不兼容、真空體系無法完全保證、導流體系的不合理都會導致不同程度的玻璃鋼制品缺陷。玻璃鋼制品最常見的缺陷有:纖維預制件局部未被樹脂浸潤;纖維預制件被樹脂浸潤后內部或表面有白斑、氣泡;纖維預制件被樹脂浸潤后纖維布層之間分離;纖維預制件被樹脂充分浸潤后固化不足,玻璃鋼制品強度不夠;纖維預制件被樹脂充分浸潤后經過充分固化,玻璃鋼制品仍然達不到設計強度。
針對玻璃鋼制品的缺陷,修復方式有兩種:復原和補強。復原:清除缺陷,在缺陷區域按照原結構進行二次纖維鋪放和灌注以及后固化。補強:保留原有缺陷,在缺陷區域增加纖維鋪放。根據缺陷的情況以及修復的難度,通過對修復方式的強度校核單獨或同時選擇合適的修復方式。
作為修復手段,復原和補強都不可能達到原有設計強度和成本的平衡,而且復原和補強的效果也需要用強度校核作為理論依據。真空灌注工藝中由于真空體系和導流體系問題導致的小范圍制品缺陷可以修復,大范圍的缺陷或材料體系導致的缺陷,考慮成本因素,基本是無法修復的。
4 結 論
真空灌注工藝是一種低成本制造工藝,相比手糊工藝優點明顯,尤其適合于大型產品的制造。選擇合適的材料能提高工藝的穩定性,確保產品質量,有效節約生產成本。工藝理論的研究能夠為實際生產過程中的材料選擇和工藝確定提供支持。缺陷修復是追求制品強度和成本的平衡,而選擇合理的修復方式能提高產品的利用率,節約成本。
[1] 李新華,祝穎丹,王繼輝,等. VIMP成型工藝用不飽和聚酯樹脂的研究[J]. 武漢理工大學學報,2002,24(8):3-6.
[2] 洪曉斌,謝凱,刁巖,等. 真空輔助成型(VARI)用低黏度環氧樹脂研究進展[J]. 化工新型材料,2006,34(8):15-17.
[3] 張銳,鄭威,袁秀梅,等. 復合材料的真空輔助成型工藝控制[J]. 工程塑料應用,2005(6):34-36.
[4] 貝爾,李竟生,陳希譯. 多孔介質流體動力學[M].北京:中國建筑工業出版社,1998.
[5] Dong Chensong. Development of a process model for the vacuum assisted resin transfer molding simulation by the response surface method[J]. Composites,2006:Part A:1316-1324.
Moulding Conditions of FRP Vacuum Infusion Process and the Repairing of Common Defects
SHEN Ge,SUN Zhou
(TianJin DongQi Wind Turbine Blade Engineering Co.,LTD.,Tianjin 300456,China)
Vacuum infusion is the main process of FRP moulding. Compared with handing lay-up process,it has lots of advantages. The differences of the two processes were discussed in the paper. Besides,moulding conditions of vacuum infusion were described. It was concluded that different defects may arisedue to material selection and the technique itself and the ways of repairing vary as well.
vacuum infusion process;hand lay-up process;material selection;process study;defect repairing
TH48
A
1006-8945(2014)06-0088-04
2014-05-09
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
玩具(2009年10期)2009-11-04 02:33:14
