對薄頁紙機表面施膠裝置的改造
2014-08-09 09:51:04高致富王江洪
中國造紙 2014年6期
高致富 張 鋒 王江洪
(陜西科技大學輕工與能源學院,陜西省造紙技術及特種紙品開發重點實驗室,陜西西安,710021)
在薄頁紙生產過程中,一般采用單烘缸進行干燥。濕紙幅直接與單烘缸接觸干燥,可達到成品紙的干度要求,避免了多烘缸干燥時濕紙幅在轉移過程中因強度不夠造成斷紙的缺點。對于某些特種薄頁紙,如耐磨紙要對其進行表面施膠,該工序通常會加大烘缸負荷,限制造紙機車速,大大降低生產效率[1-2]。目前,針對以上問題,在不降低車速的情況下,通常采取以下2種措施:①增大烘缸直徑,增加烘缸有效表面積。從原理上,這種方法是可行的,但是在實際生產中,該方法不但給加工鑄造帶來技術問題,而且資金投入也成倍增加,故該方法不受企業的青睞。②增加烘缸個數,增加干燥時間。當干燥能力不足時,往往會采用這種方法,并可獲得應有的效果。但從經濟角度考慮,該方法不僅增加了動力的投入、蒸汽的消耗,而且增加了控制方面的投入。對于以上2種措施,均是完全通過蒸發將表面施膠中的水分去除,耗汽量和干燥成本均增加[3-4],并沒有從根源上解決問題。在紙幅脫水過程中,相比干燥脫水,機械法脫水具有更簡單、更廉價的特點[5-6]。
筆者針對樂山某造紙機械廠生產的耐磨紙造紙機的表面施膠方式進行簡要的探索研究,對表面施膠部分進行簡單改造,探討耐磨紙表面施膠性能的改善效果。該造紙機設計車速為350 m/min,生產定量20 g/m2的耐磨紙,耐磨材料Al2O3分散在膠料中通過表面施膠施加到紙幅表面。
1 耐磨紙造紙機表面施膠原理
該耐磨紙造紙機表面施膠原理如圖1所示。由圖1可知,濕紙幅經過雙毯壓榨后,紙幅轉移到上毯,經過一道托缸壓榨后,紙幅被轉移到烘缸表面。當紙幅達到一定干度后,直接在紙幅表面進行施膠。最后再經過烘缸干燥達到成紙干度,從烘缸上揭下紙張。

圖1 耐磨紙造紙機表面施膠原理
該造紙機表面施膠輥設置在烘缸干燥區的中段,符合表面施膠的一般原理,但對干燥能力有限的單烘缸,實用性不強。該干燥方式不但增加了烘缸負荷和成本投入,而且也限制了造紙機車速。針對這種情況,樂山某造紙機械廠采取增加一個小烘缸的措施,紙幅從大烘缸上剝離后,再增加一襯毯干燥,但這種方法效果并不明顯,造紙機車速仍然達不到預期。
為達到耐磨紙耐磨性能的要求,表面施膠量較大,施膠所帶來的水分較多,由于烘缸蒸發效率較低,增加一個小烘缸根本不能滿足生產需要。如考慮增加機械脫水,將表面施膠放置到壓榨中,這樣既能使膠料所帶來的水分得到一次機械脫水的作用,同時機械力的擠壓作用可使膠料與紙幅結合更緊密,達到更好的施膠效果。
2 耐磨紙造紙機新表面施膠方案
將該耐磨紙表面施膠方案改為轉移膜烘缸施膠,具體實施方案如圖2所示。該方案是將表面施膠過程調整到干燥前,首先將膠料均勻地轉移到烘缸表面,經過一定的蒸發作用,形成膠膜,起到預脫水的作用,有效地利用了烘缸的有效表面積,最后經托缸壓榨將其轉移到紙幅表面。這種方案與成膜法鑄涂相似,都是先將膠料用烘缸加熱,形成膠膜后轉移到紙幅表面。但成膜法鑄涂主要用于高定量原紙的涂布,而轉移膜烘缸施膠是對低定量薄頁紙的表面施膠,且膠料的濃縮和紙幅的干燥同時在一個烘缸上進行。
2.1 新表面施膠方案的工作過程
沿著烘缸運轉方向,新的表面施膠方案將烘缸劃分為施膠區、襯毯干燥區、干燥區和表面清理區,各個區的主要作用如下。

圖2 耐磨紙造紙機新表面施膠方案
2.1.1 施膠區
施膠輥將膠料從膠料槽中帶起,然后轉移到烘缸表面,其轉移量由施膠輥與烘缸的線壓控制。在施膠區,膠料得到升溫和濃縮,并且形成一定厚度的膠膜,膠膜厚度及濃度可由施膠區的缸面長度及烘缸表面溫度控制。
2.1.2 襯毯干燥區
經過第一道雙毯壓榨后,紙幅已有一定的濕強度和干度,對膠料也有一定的吸收能力。進入托缸輕壓榨,由于濃縮后的膠膜具有較強的黏性,紙幅具有一定的干度,故膠膜與紙幅結合較容易。經托缸輕壓榨后,膠料對紙幅的親和力強于水,且膠料分子大于水分子,膠料分子更容易留著,故膠膜對紙幅中的水分有一定的置換作用。當進入襯毯干燥區時,紙幅開始升溫,其中部分結合水活化,此時膠料獲得一個更好的擴散空間,與紙幅緊密地結合在一起。當紙幅隨著烘缸旋轉出襯毯干燥區時,再經一道托缸重壓榨,去除紙幅中的大部分自由水和多余的膠料,使膠料更加緊密地與紙幅粘接在一起,利于紙幅貼缸運行。
2.1.3 干燥區
膠料將紙幅緊緊地粘在烘缸上,有利于熱傳導,去除大部分的結合水。當紙幅達到一定干度時,再加一道整飾壓榨,減小紙幅兩面差。在干燥的過程中,紙幅有收縮的趨勢,通過整飾輥的碾壓作用,不但可去除紙幅部分收縮應力、減少斷紙,而且對紙幅有很好的剝離作用。再經過干燥,就可達到紙幅預定的干度,最后通過剝紙輥將紙幅從烘缸上剝離。
2.1.4 表面清理區
紙幅剝離后,在烘缸表面可能存在少量的紙毛、填料和膠料。在此區設置一氣刀代替烘缸刮刀,不但能達到徹底清理的目的,而且減少了磨損,保護了烘缸。使用高壓氣刀的前提條件是要求對烘缸表面進行一定的技術處理,如在烘缸表面鍍上一層鉻或噴涂上一層聚四氟乙烯,可有效地減少膠料及紙毛附著在烘缸表面。
2.2 新表面施膠方案的特點
新表面施膠方案通過采用轉移膜烘缸施膠、托缸輕壓榨、托缸重壓榨、整飾壓榨、高壓氣刀、烘缸表面特殊處理,完成表面施膠過程。
2.2.1 轉移膜烘缸施膠
新表面施膠方案采用轉移膜烘缸施膠,結構如圖3所示。膠料在施膠輥的轉動下被帶起,經可控線壓刮刀的整飾,去除多余膠料,同時使膠料分布均勻。當膠料轉移到施膠輥與烘缸形成的楔形區時,膠料在此處形成料池,由于楔形區角度較小,有利于膠料的轉移和施膠的均勻性。當膠料附著在烘缸上隨烘缸轉動時,膠料不斷濃縮,形成高濃膠膜附著在烘缸表面。高濃膠料有很好的黏滯力,容易附著在紙張表面,在后續的壓榨過程中不易被除去。

圖3 轉移膜烘缸施膠原理
2.2.2 托缸輕壓榨
當膠料達到一定濃度后,使用一道輕壓榨,使膠料均勻地與紙幅結合在一起,其原理如圖4所示。輕壓榨有利于減小膠料池與紙幅間的湍動對紙幅的沖擊,烘缸與壓榨輥形成的楔形角Φ較小,使得膠料與紙幅的結合變得平緩,同時還可在一定程度上減小膠料池的深度。經輕壓榨后,紙幅與膠層一起被加熱,紙幅中的結合水不斷被活化,而膠料則有被稀釋的傾向。膠料不斷向紙幅內擴散,與紙幅中的纖維結合在一起。在該階段,結合水的活化和膠料的擴散利于下一步托缸重壓榨的進行。
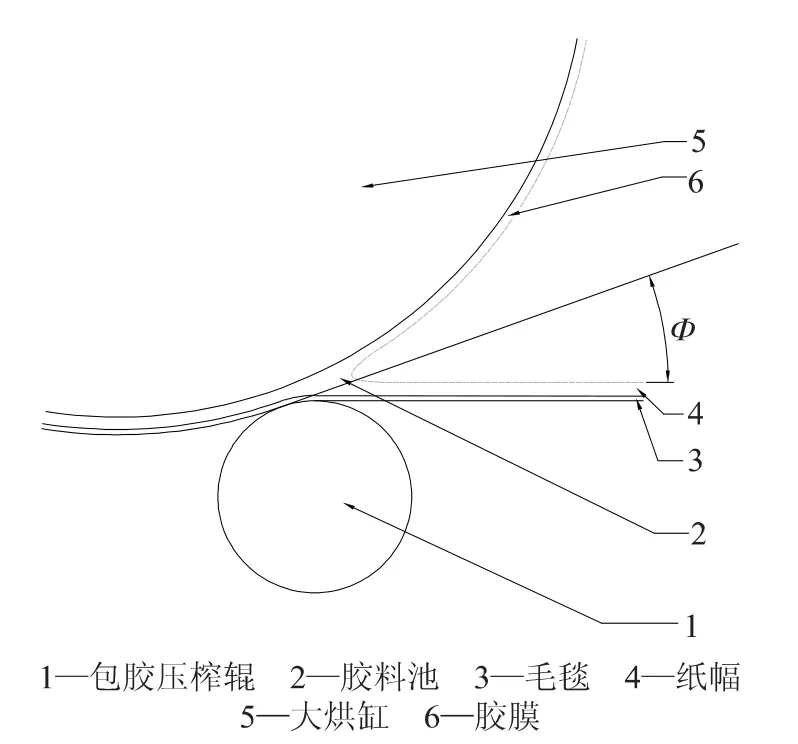
圖4 托缸輕壓榨原理
2.2.3 托缸重壓榨
當紙幅內結合水大量活化后,進行一道托缸重壓榨,其原理如圖5所示。托缸重壓榨一方面可脫除大量水分和多余膠料,另一方面有利于膠料的進一步深層滲透。經托缸重壓棒后,紙幅緊度大幅提高,含水量減少,與烘缸結合更緊密,有利于熱的傳導。

圖5 托缸重壓榨原理
2.2.4 整飾壓榨
當紙幅干燥到一定的干度,且有一定塑性時,使用一道整飾壓榨,其原理如圖6所示。整飾壓榨一方面有利于減小兩面差,另一方面在整飾輥對紙幅的機械碾壓過程中,有利于紙幅收縮應力的消除,同時也使紙幅與烘缸產生預定的間隙,對后續紙幅剝離起到一個很好的預備作用。
2.2.5 高壓氣刀

圖6 整飾壓榨原理
紙幅從烘缸表面剝離后,有少量紙毛、填料和膠料殘留在烘缸表面,這部分殘留物具有水分含量小、與烘缸表面結合強度低的特點。當經過一定的高壓氣流沖擊后,這些殘留物很容易剝落。高壓氣刀原理如圖7所示。取Φ0=40°~45°,高速空氣流從高壓氣室沖出并撞擊烘缸表面,對烘缸表面的殘留物有一個強大的沖擊作用,可徹底清除殘留物。同時大量的空氣沖擊烘缸表面,對烘缸表面還有一定的冷卻作用,施膠時利于保持膠料的穩定性和減緩膠料的蒸發。高速氣流沖擊到烘缸表面后被反彈回來,進入真空室B,在真空室B的真空抽吸作用下,將沖擊下來的殘留物混入空氣中帶走。這樣高壓氣流不但不會對紙幅產生任何不良影響,而且可在一定范圍內調節烘缸表面溫度,給后續工序創造有利條件。

圖7 高壓氣刀原理
2.2.6 烘缸表面特殊處理
烘缸表面特殊處理是先將膠料涂在烘缸上進行施膠,干燥后,如果烘缸表面不光滑或易粘缸,給紙幅的剝離帶來很大困難,因此,有必要對烘缸表面進行一些特殊處理。現有2種方案供參考。
方案1:在烘缸表面鍍上一層鉻。鍍鉻層具有硬度高、摩擦系數低、耐磨性好、抗高溫氧化能力強以及表面光潔度好等優點。但該方案容易形成粘缸的現象,給紙幅的剝離帶來一定的困難,不過這種鍍層可配合傳統接觸式烘缸刮刀使用。
方案2:在較粗糙的烘缸表面噴涂一層較薄的聚四氟乙烯。聚四氟乙烯是一種綜合性能非常優良的塑料,可在較高溫度下使用,導熱性好,最突出的特點是它的自潤滑性能好,紙幅很容易被剝離。但聚四氟乙烯的耐磨損性能較差,不能與傳統接觸式烘缸刮刀配合使用,但對本課題中提到的非接觸式高壓氣流刮刀具有很好的適應性。因為這類刮刀沒有與烘缸表面接觸,不存在沖擊和滑動摩擦力的作用,而只有微弱的空氣動摩擦。對聚四氟乙烯鍍層,幾乎不會產生任何不良的后果。該方案既能起到良好去除殘留物的效果,同時保護了烘缸表面和刮刀本身,延長了烘缸和刮刀的使用壽命。
3 脫水量的比較
樂山某造紙機械廠生產的這臺造紙機生產定量為20 g/m2的耐磨紙,施膠量為4 g/m2,膠料濃度為20%,紙幅經過一道壓榨后干度為30%,紙張干度為94%。對該耐磨紙造紙機表面施膠進行簡要改造后,表面施膠性能大幅提高。該耐磨紙造紙機進行改造前后,脫水量計算分別見式 (1)、式 (2)和式 (3)。
(1)改造前脫水量
膠料濃度為20%,經過托缸壓榨后紙幅干度達40%。單位面積紙張脫水量用M1表示。

(2)改造后脫水量
膠料濃度為20%,經施膠區濃縮后,膠料濃度為35%。紙幅穿過托缸重壓榨 (相當于一道熱壓榨)后,紙幅干度為45%。單位面積紙張脫水量用M2表示。

施膠區單位面積紙張脫水量用M3表示。

經分析可知,改造前單位面積紙張脫水量為38.7 g/m2;改造后單位面積紙張脫水量僅為23.1 g/m2,施膠區單位面積紙張脫水量為8.8 g/m2,總脫水量為31.9 g/m2。通過對改造前后單位面積紙張脫水量比較,改造后烘缸需要蒸發的水量明顯少于改造前的水量,改造方案對膠料的預濃縮有效地分散了烘缸的負荷,在原有的基礎上,由于新表面施膠方案增加一道托缸壓榨,且有一段襯毯干燥區,可有效地活化結合水,提高機械脫水效率,這就相當于一道熱輥壓榨,因此,耐磨紙造紙機表面施膠改造后較改造前有更大的機械脫水能力,可有效地減少小烘缸負荷。不但可解決造紙機車速的問題,而且在一定程度上可考慮增加耐磨材料Al2O3用量,提高紙張的耐磨性能。
4 結語
筆者通過對耐磨紙造紙機表面施膠裝置進行改造,采用轉移膜烘缸表面施膠替換傳統薄頁紙施膠工藝,提高了機械脫水效率,降低了烘缸負荷,減小了表面施膠對干燥能力的影響,同時所得到的紙張具有膠料表面留著率高、單面光潔度高、耐磨性好的特點,對實際的生產具有實際指導意義。
[1] CHANG Hong,YE Wenzeng.Modern surface sizing[J].Tianjin Paper Making,1996(4):31.常 紅,葉文曾.現代表面施膠[J].天津造紙,1996(4):31.
[2] XU Teng.An investigation into surface sizing technology for lightweight printing papers[J].China Pulp & Paper Industry,2008(10):70.徐 騰.輕型印刷紙表面施膠工藝探討[J].中華紙業,2008(10):70.
[3] HOU Shun-li.Improving Ring Crush Compression Resistance of Corrugated Base Paper by Surface Sizing Method[J].China Pulp & Paper,2009,28(3):77.侯順利.通過表面施膠提高瓦楞原紙的環壓強度[J].中國造紙,2009,28(3):77.
[4] XING Ren-wei,PENG Cui-cui,CHEN Fu-shan.The Control of AKD Surface Sizing Agent Production Technology[J].China Pulp & Paper,2010,29(4):59.邢仁衛,彭翠翠,陳夫山.表面施膠型AKD乳液的生產工藝控制[J].中國造紙,2010,29(4):59.
[5] WEI Zhi-bin,ZHANG Rui-jie.Rebuilding of the Film Size Press on a Large Paper Machine[J].China Pulp & Paper,2012,31(5):48.危志斌,張瑞杰.大型紙機膜式施膠機的改造方案[J].中國造紙,2012,31(5):48.
[6] WANG Bao-hui,WEI Chong.Application of Film Sizer with Metering Roll in High Speed Corrugating Medium Machine[J].China Pulp &Paper,2011,30(5):40.王寶輝,魏 崇.鋼絲輥計量式薄膜施膠機在高速瓦楞原紙紙機上的應用[J].中國造紙,2011,30(5):40. CPP
