板帶軋機軋輥表面溫度檢測系統研究
2014-08-10 12:28:19寧浩森祖大偉章大雷
冶金設備 2014年4期
寧浩森 祖大偉 陳 榮 章大雷
(大連華銳重工集團股份有限公司設計研究院 遼寧大連116013)
板帶軋機軋輥表面溫度檢測系統研究
寧浩森 祖大偉 陳 榮 章大雷
(大連華銳重工集團股份有限公司設計研究院 遼寧大連116013)
通過對帶材軋制過程中軋輥表面溫度分布情況進行研究,提出采用紅外線測溫裝置在線實時檢測軋輥表面溫度,從而更加及時準確的控制軋輥分段冷卻水流量,使得軋輥冷卻的工藝性能得以優化;同時也對測溫裝置的布置位置進行了分析,最終確定了合理的安裝位置。
軋輥 溫度場 紅外線測溫裝置 冷卻
1 前言
在帶材軋制過程中,軋件的熱量、軋件變形釋放的熱量將使軋輥變熱,并沿其軸向方向產生熱凸度,這不僅影響到帶材的板形質量,而且由于軋輥表面反復受到來自帶材的急熱和冷卻水、空氣等造成的急冷,極易產生疲勞破壞,從而縮短其使用壽命。因此,在軋制過程中,為控制軋輥溫度,設定最佳冷卻條件,掌握傳遞到軋輥上的熱量和被冷卻帶走的熱量是十分必要的,這就要求能夠實時準確的了解軋制過程中輥面的溫度分布情況。但在實際生產中,目前尚無通過在線實時檢測的方法來測量軋輥表面溫度,以便精確控制冷卻液的流量,改善軋輥分段冷卻工藝性能[1]。
2 軋輥表面溫度分布情況
2.1 軋輥圓周方向溫度分布
根據熱軋過程中軋輥的實際邊界條件可將軋輥整個圓周方向分為五個區域。即:高溫帶材接觸傳熱區域(AB)、帶材的輻射及空氣自然對流區域(BC和HA)、擋水板間的積水換熱區域(CD、GH)、軋輥分段冷卻區域(DE、FG)、空氣的自然對流區域(EF),如圖1所示[2]。
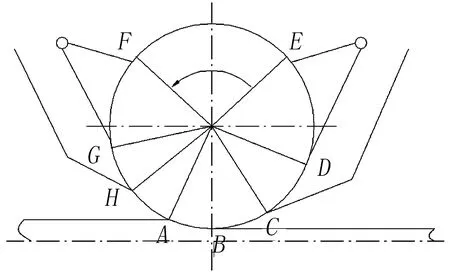
圖1 軋輥實際邊界條件
軋輥與軋件接觸瞬間,表面溫度迅速升高,當脫離軋件經過短時間的空冷,熱量主要被傳遞到軋輥內部,使得表面溫度有所下降。當轉至出口側冷卻位置時,在冷卻液的作用下軋輥表面溫度急速下降,而在離開冷卻位置后,由于內部高溫向外擴散,軋輥表面溫度又開始逐漸回升,但由于立即受到入口側冷卻裝置的二次冷卻,從而抑制了這一溫升趨勢,保證軋輥表面溫度下降到55℃~65℃之間,然后再次咬入軋件。由于軋輥的轉動特性,使得溫度在圓周上分布呈周期循環,如圖2所示。
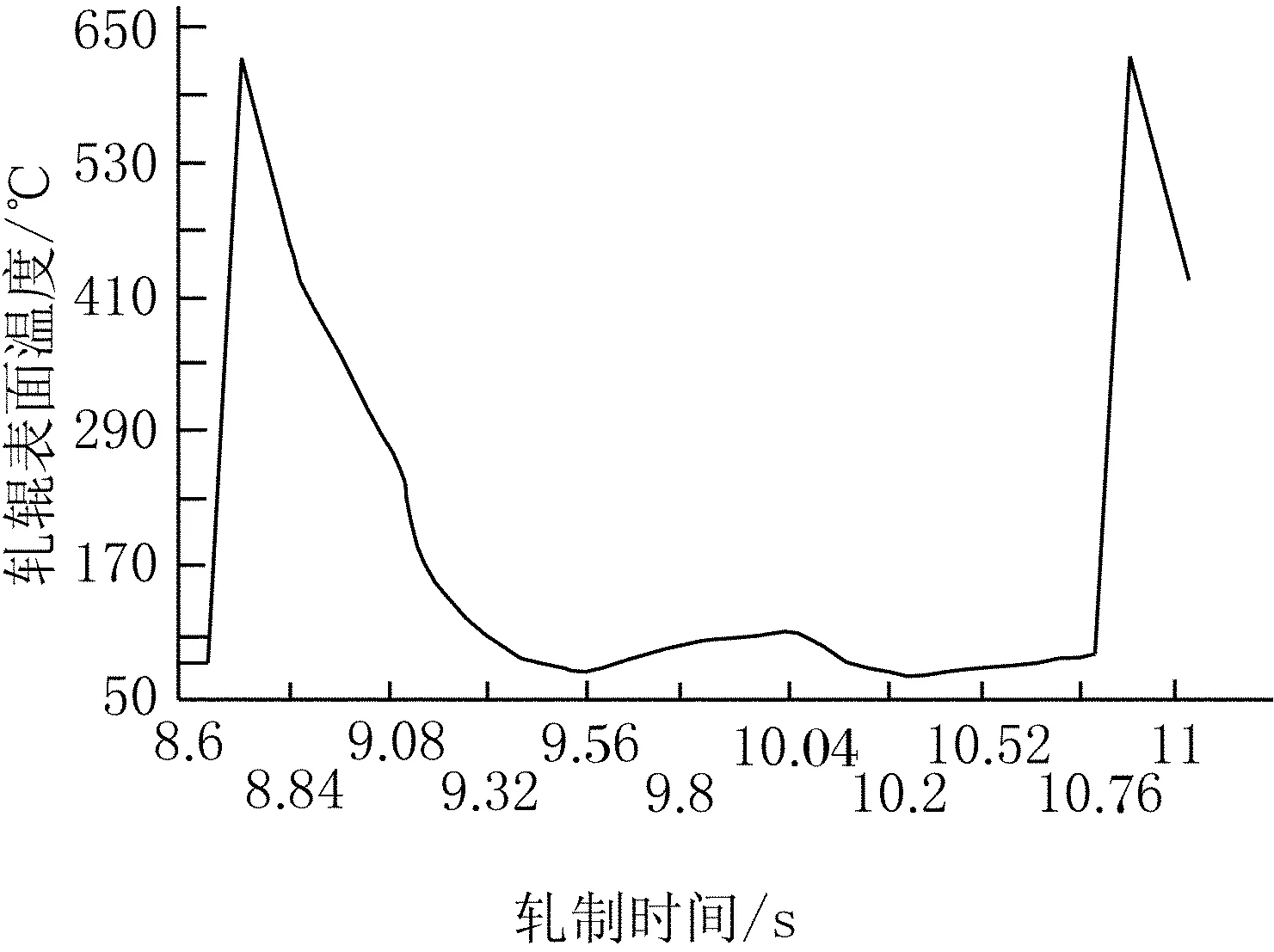
圖2 熱軋輥圓周表面的溫度場
2.2 軋輥橫向方向溫度分布
由于軋輥的中間部位始終與軋件接觸,而靠近邊部不與軋件接觸,在同樣的冷卻條件下,中部的溫度將高于邊部,這種不均勻的溫度分布使軋輥中部膨脹變大,從而影響軋制效果。一般由于軋制力的影響,帶材中部將凸起,但熱膨脹的不均將使凸起變得不確定[5]。
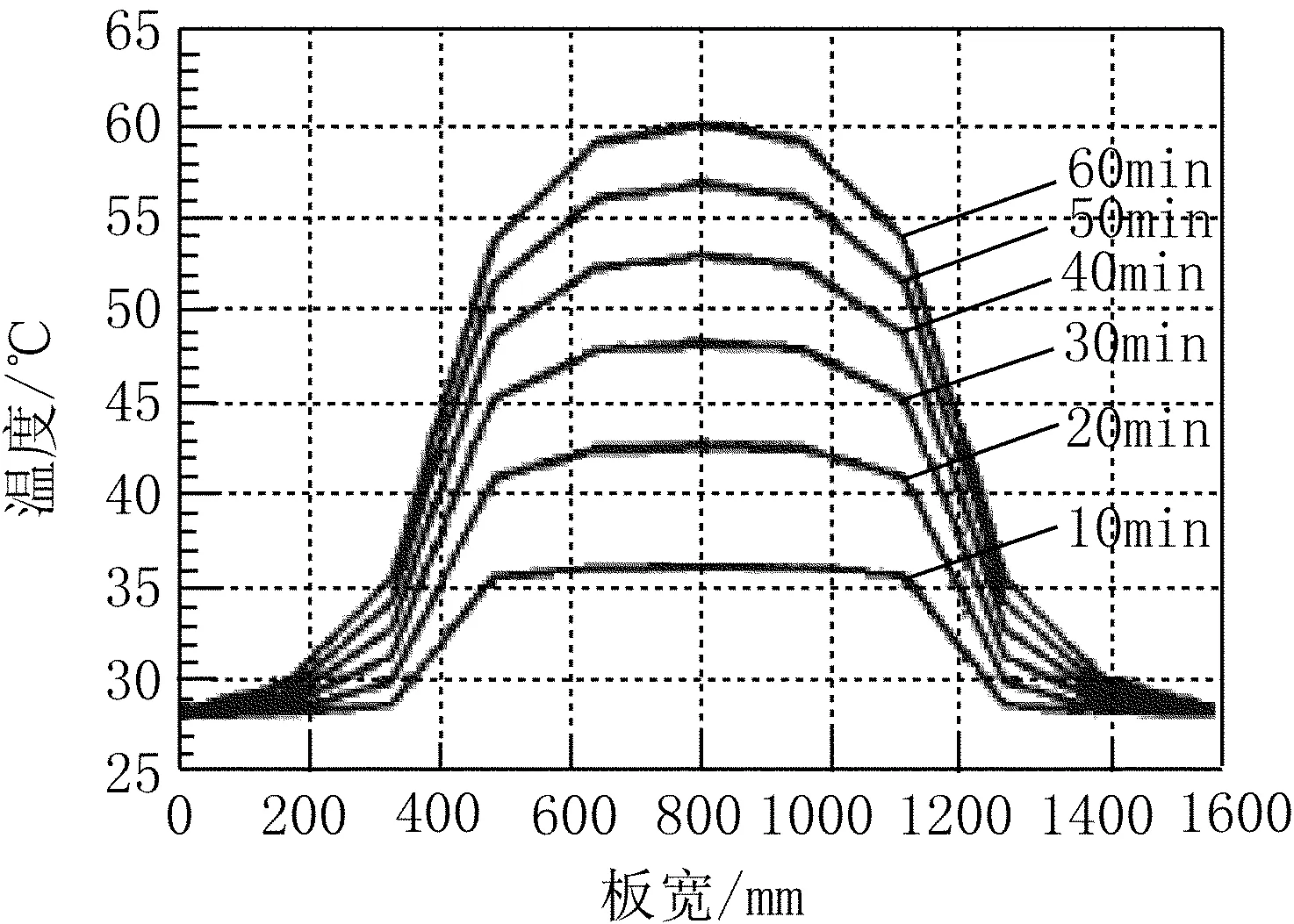
圖3 軋制時軋輥橫向溫度分布
軋輥中部因與高溫熱板帶接觸,溫升較為明顯;兩側邊部不與熱板帶接觸,因此溫升較小。在軋輥與板帶邊部接觸位置,軋輥的橫向溫度梯度較大,軋輥中部和邊部的橫向溫度梯度相對較小;隨著軋制時間的增加,軋制區不斷地向兩側邊部傳熱,導致邊部溫度逐漸升高,軋輥表面橫向曲線,也由最初的高次曲線分布,轉變為近似拋物線分布,軋輥表面橫向溫度分布曲線見圖3[4]。
2.3 軋輥中部溫度變化狀況
軋制初始階段,相對較冷的軋輥與熱板帶接觸,由于變形熱、摩擦熱及熱傳導的作用,軋輥在旋轉過程中不斷從輥縫處吸收熱量,導致軋輥表面溫度逐漸上升,并向軋輥內部傳熱[10]。在一個轉動周期內,盡管軋輥表面經歷了軋件接觸傳熱——空冷——冷卻液冷卻——空冷——軋件接觸傳熱的循環過程,但是由于軋輥高速轉動,可以近似認為軋輥圓周表面的溫度變化規律基本一致。軋制結束后,軋輥不再會吸收熱量,軋輥圓周表面溫差也隨之消失,軋輥整體溫度逐漸下降。實際生產中,開軋約30min后,軋輥表面溫度可達到穩定狀態的60%,約60min后可達到穩定狀態的90%,90min后軋輥表面溫度下降大約20℃。軋制時輥身中部表面溫度的瞬態變化曲線如圖4所示[4]。
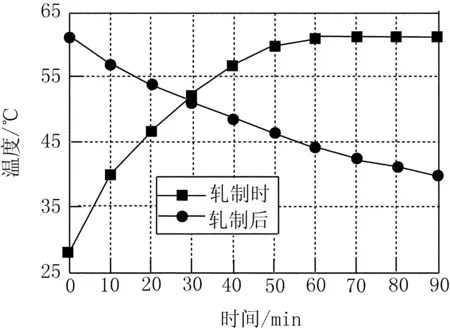
圖4 軋輥中部表面溫度變化趨勢
3 軋輥與軋件的熱平衡方程
軋輥溫度場是一個可變非穩態系。在軋制過程中,軋輥軸向、徑向和周向的溫度都要發生變化,但由于軋輥轉速很高,可以忽略周向溫度變化。
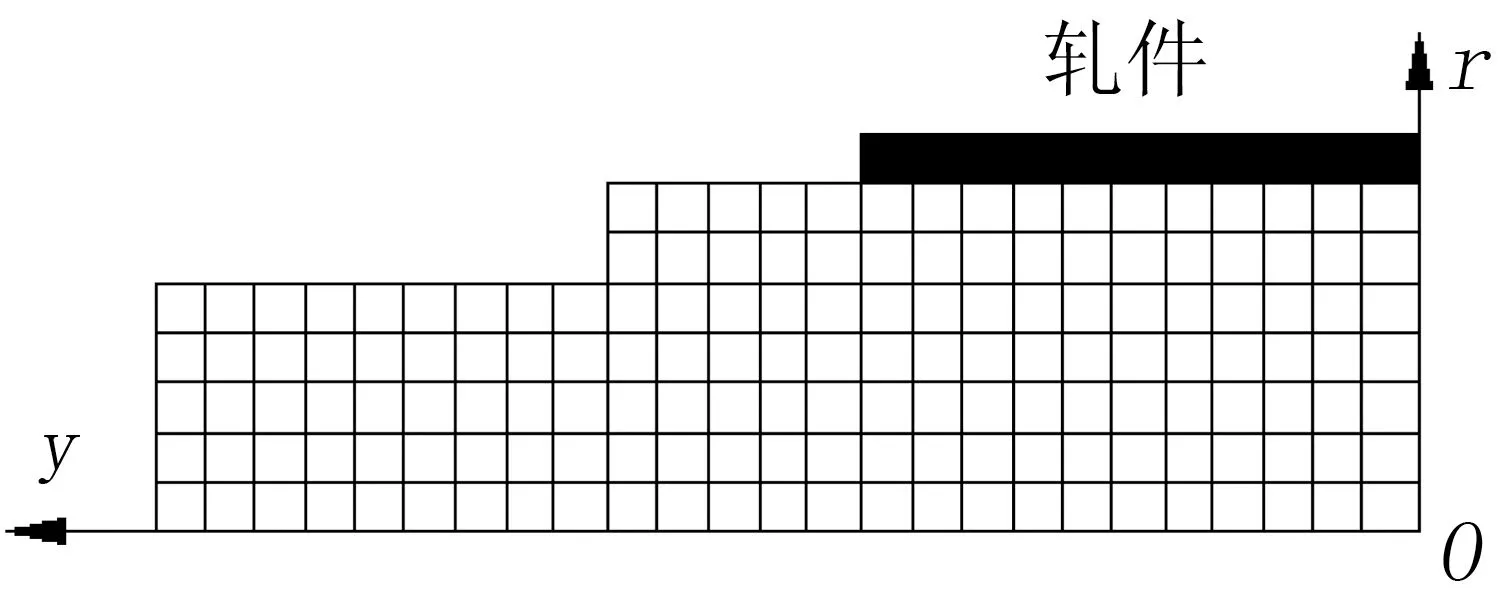
圖5 軋輥網格劃分及邊界條件
為簡化計算,認為軋輥為內部無熱源的軸對稱結構,通常取軋輥的四分之一作為研究對象(如圖5所示)[12]。則在軸對稱平面內熱傳導平衡方程為:

式中T—軋輥溫度;r—徑向坐標;y—軸向坐標;ρ—軋輥密度;c—軋輥比熱;λ—軋輥導熱系數[11];t—時間。
4 軋輥熱凸度變化情況
4.1 軋制時間對熱凸度的影響
由于軋制速度較快,軋件傳遞到軋輥的熱量不可能完全被冷卻液帶走,使得軋輥表面熱量會不斷的傳向軋輥內部。隨著軋制時間的延長,軋輥與軋件接觸的初始溫度會逐漸升高,即:軋制后期軋輥的初始溫度要高于軋制初期,使得軋輥的熱凸度也會隨之增大,但在軋制后期軋輥熱凸度變化明顯緩慢,如圖6所示[9]。
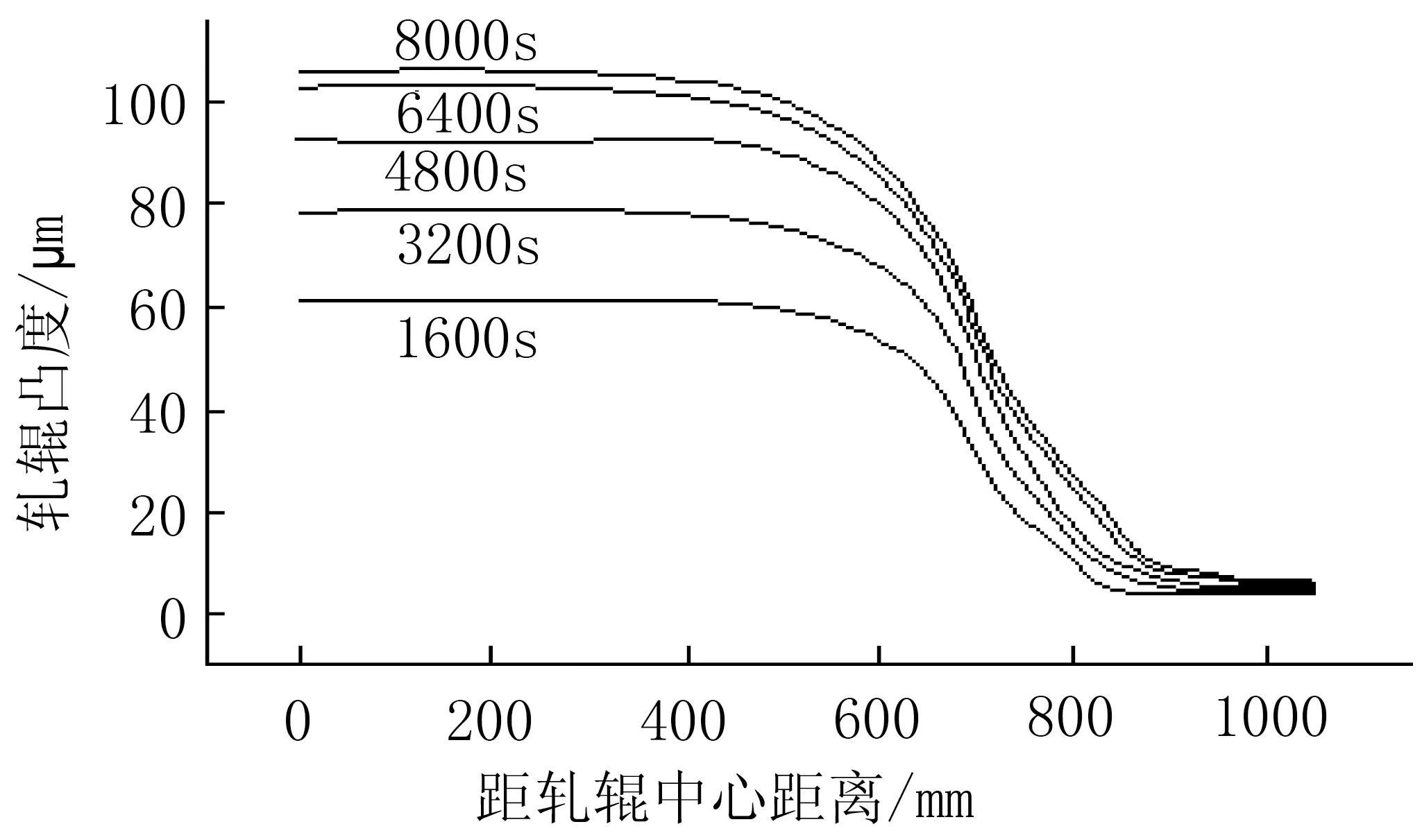
圖6 不同軋制時刻軋輥熱凸度曲線
4.2軋件溫度對軋輥熱凸度的影響
在相同軋制條件下,隨著帶材溫度的增加,傳遞到軋輥的熱量隨之增加,使得軋輥熱凸度明顯增大,兩者基本呈線性關系,如圖7所示[6]。
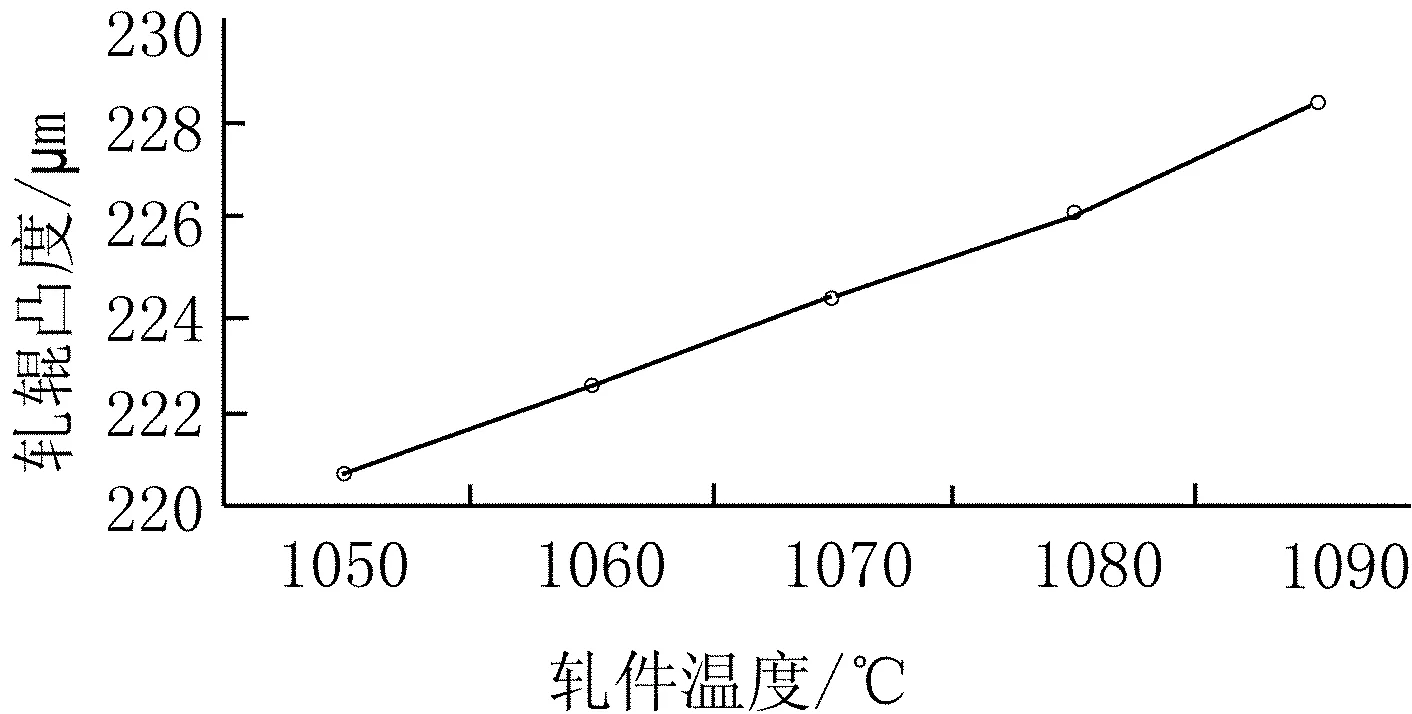
圖7 不同軋件溫度下軋輥熱凸度曲線
從上述軋輥表面溫度分布及熱凸度變化情況分析,當軋輥與軋件接觸時,表面溫度會急速升高,脫離軋件后又會迅速下降;軋輥中部表面溫度較兩側相對較高,隨著軋制時間的延長,受冷卻條件影響,軋輥表面溫度會趨向于穩定狀態;軋輥熱凸度隨軋制時間的延長和帶材溫度的升高會不斷增大,且中部熱凸度大于兩側邊部[7]。因此,要實現軋輥橫向熱凸度變形均勻,必須準確檢測軋輥表面溫度,精確控制分段冷卻液的流量,保證軋輥的合理冷卻[8]。
5 測溫元件的設置
5.1 測溫元件工作原理及作用
如圖8所示,假設測溫元件布置于入口側A處,并沿軋輥軸向方向設置n個測溫點(n與分段冷卻所分區域相對應)。當軋輥上某一檢測位置轉至A處時,測溫元件分別測出此時軋輥表面的各點溫度,并將溫度信號快速反饋至分段冷卻控制中心,然后由其根據各點的溫度值來實時調節各段的冷卻液流量。反饋的溫度過高,則增加流量;反之減少流量,從而提升冷卻性能。
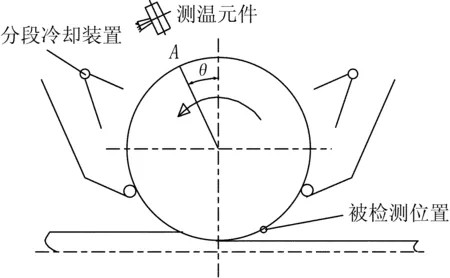
圖8 軋輥表面測溫原理圖
檢測軋輥表面溫度是為了更加精確的調節分段冷卻系統,合理控制各段冷卻液的流量,保證軋輥熱凸度更加均勻,最終獲得良好的板形。
5.2 測溫元件型式
測溫元件采用非接觸紅外線型式,如圖9所示。
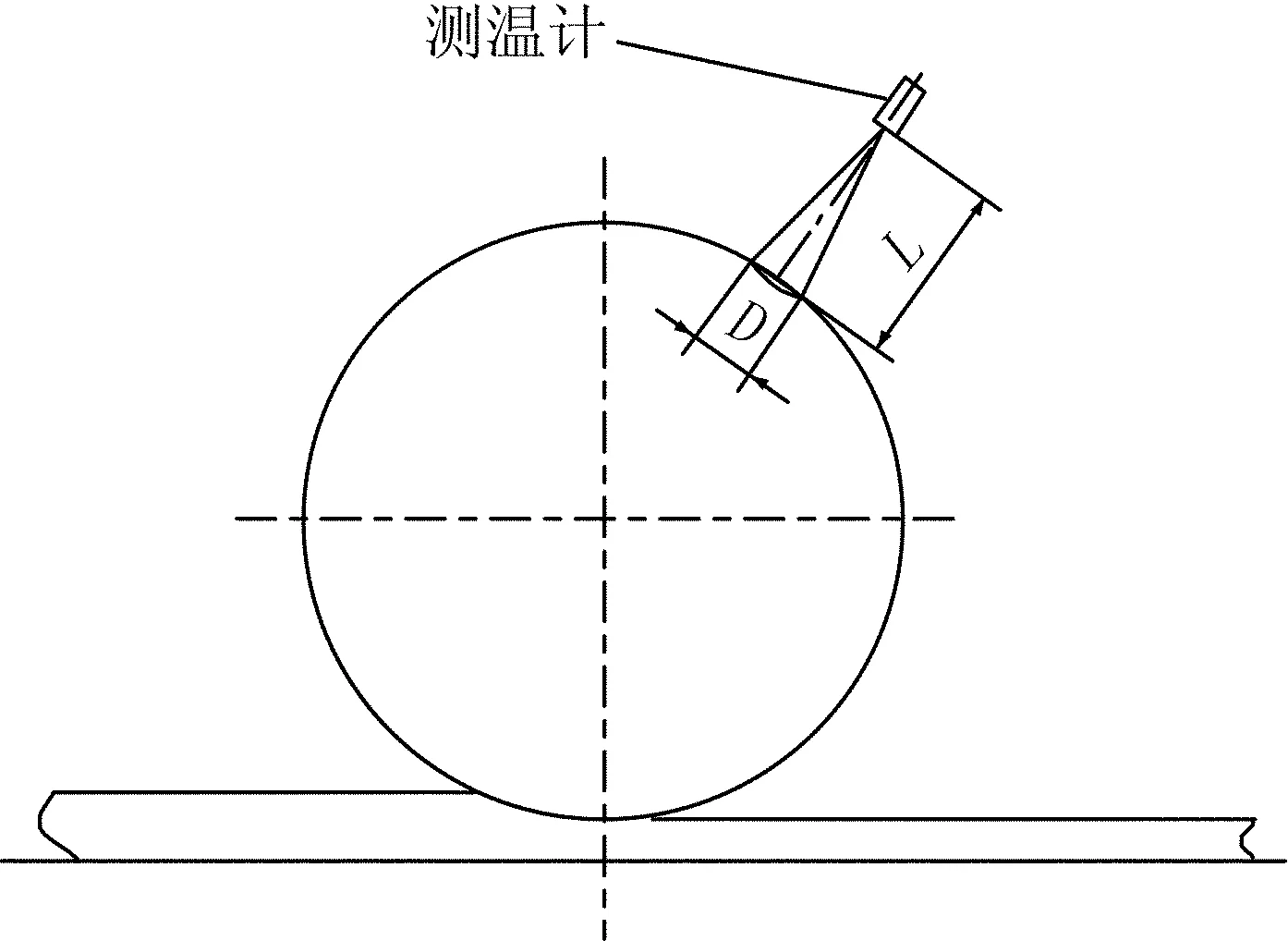
圖9 測溫元件示意圖
其性能特點如下:
1)快速響應時間<20ms;
2)傳感頭可承受達120℃的環境溫度,無需冷卻;
3)精密高光學分辨率,即:L/D值可達22∶1;
4)微型傳感頭可測量其它傳感器不能測量的位置;
5)自動檢測傳感頭。
5.3 測溫元件的設置位置
理論上,測溫元件布置于軋機出入口位置更能準確的測定軋制時表面溫度,但從軋機出入口結構設計及前面軋輥表面圓周溫度分布圖分析,測溫元件不適合設置于此。具體原因如下:
1)軋機出入口處結構緊湊,空間位置有限,而且此處受軋件熱輻射影響及沖撞的可能也較大,如圖10所示。
2)軋輥與軋件脫離后,表面溫度急劇下降,因此很難檢測到接觸區輥面溫度;
3)軋機出入口位置由于冷卻液的噴射,會產生大量的煙霧,工作環境非常惡劣,會影響測溫元件的檢測精度和壽命;
4)影響換輥效率。
綜合考慮,選擇在上工作輥頂部及下工作輥底部設置測溫元件更為合理,見圖10。
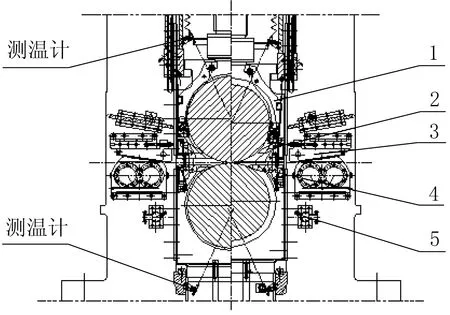
圖10 軋機出入口結構
1-上工作輥冷卻裝置; 2-上導板; 3-機架輥; 4-下導板; 5-下工作輥冷卻裝置
5.4 測溫元件的分布
確定了測溫元件的布置位置,但具體分布情況及如何與分段冷卻配合工作,需做進一步研究才能確定。
以國內某熱軋機上工作輥為例來分析,軋輥直徑為φ950mm,軋制速度為120m/min。根據設備結構,設定測溫元件沿軋輥周向如圖11所示分布,即與軋輥中心線成25°角。由此可計算出位置1到2之間弧長l=414.52mm,軋輥從1轉至2處所需時間約為0.2s。
1)沿軋輥周向分布
從前面的圖2可以分析出,軋輥由1轉至2處時,在0.2s時間內,輥面溫度不會出現大幅變化,兩處溫度接近相同。因此,軋輥圓周上1或2處均可設為測溫點,但僅需一處設置測溫元件即可滿足在線測溫要求。
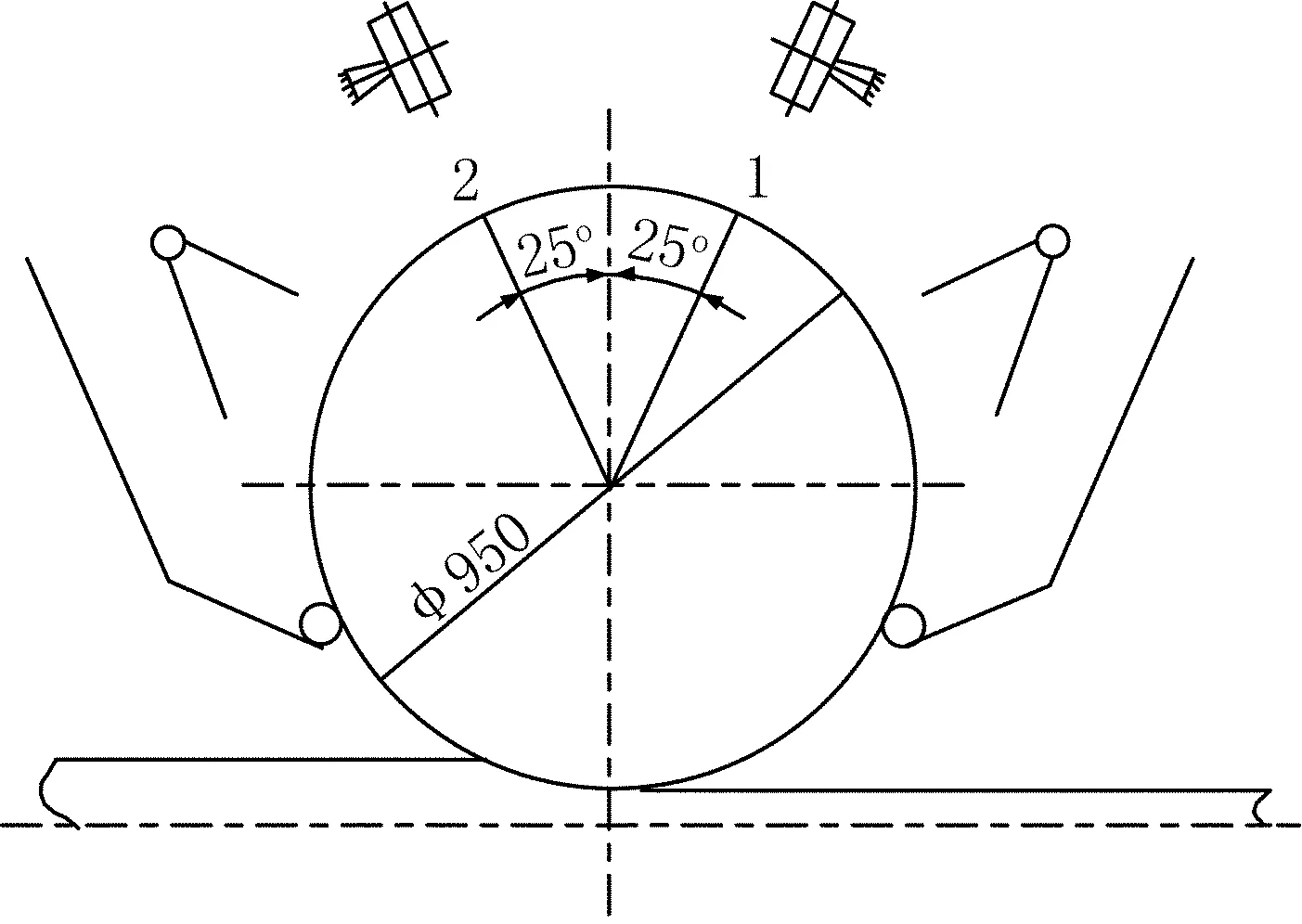
圖11 測溫元件沿軋輥周向布置
2)沿軋輥軸向分布
該熱軋機分段冷卻裝置將軋輥沿軸向分為5段,為了精確的反映各個分段的溫度變化情況,應設置5個測溫點分別與各冷卻段相對應,測溫點的間距與各段中心間距相同,如圖12所示。
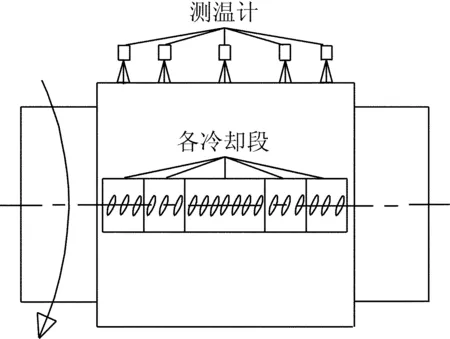
圖12 測溫元件沿軋輥軸向分布
6 結論
通過對帶材軋制過程中軋輥表面溫度分布和軋輥表面熱凸度變化情況的研究,提出了在線檢測軋輥表面溫度的理念。在對在線測溫工作原理分析后,確定了測溫元件的型式及布置位置;并對測溫點的布置與分段冷卻的關系進行了研究,確定了測溫元件沿軋輥周向及軸向的分布狀況,為改善分段冷卻的工藝性能,合理控制軋輥表面橫向熱凸度變化提供了理論依據。設置測溫系統對改善軋輥熱凸度的效果如何,能否根據檢測結果分析出軋輥表面缺陷的分布情況,能否通過檢測軋件溫度來改善軋輥熱凸度,以及軋制過程中軋輥的溫度變化量、冷卻系統的熱交換量、軋輥熱凸度的計算等問題,仍需做進一步的研究。
[1]楊湘生譯.通過測定軋輥表面溫度和熱通量來評價冷卻性能[J].中文科技期刊數據庫,1996(3).
[2]高建紅,黃傳清,王敏,黃建平.高速鋼熱軋輥表面溫度場的測定與應用[J].機械工程材料,2009(11).
[3]李興東,劉獻東,楊利坡,劉宏民.熱連軋機軋輥熱輥型及冷卻制度研究[J].冶金設備,2005(5).
[4]楊利坡,王東城,于丙強,王英睿.熱軋輥瞬態溫度場快速仿真模型[J].塑性工程學報,2010(1).
[5]郭忠峰,徐建忠,李長生,劉相華.1700熱連軋機軋輥溫度場及熱凸度研究[J].東北大學學報(自然科學版),2008(4).
[6]徐光,張黃強,劉顯軍,趙嘉蓉,李海濱.CVC軋輥熱凸度模型研究[J].冶金設備,2006(5).
[7]郭忠峰,李長生,徐建忠,劉相華,王國棟,劉太斗.薄板坯連鑄連軋過程軋輥溫度場及熱凸度的研究[J].鋼鐵,2006年增刊.
[8]郭大偉.淺析軋輥熱凸度與軋輥冷卻水的關系[J].冶金叢刊,2002(4).
[9]岳曉麗,連家創,李俊洪.熱帶鋼連軋機軋輥熱凸度在線計算模型的研究[J].冶金設備,2002(6).
[10]曹小軍,盧紅梅.軋輥熱凸度實例分析[J].山西冶金,2007(5).
[11]周燕,肖剛,胡秋.軋輥溫度場熱交換系數的一種簡便確定方法[J].鋼鐵研究,2002(2).
[12]孔祥偉,李壬龍,王秉新,王國棟,劉相華.軋輥溫度場及軸向熱凸度有限元計算.鋼鐵研究學報[J],2000年增刊.
Research of Surface Temperature Detection System for Strip Mill Roll
Ning Haosen Zu Dawei Chen Rong Zhang Dalei
(Design & Research Institute of DHHI Group Company Ltd., Dalian 116013)
Through the study of the surface temperature distribution of the strip rolling process of roll, the roll surface temperature in real-time detection with infrared temperature measurement device which is online detection, thus more timely and accurate control roller subsection cooling water flow, so that the process performance of roll cooling can be optimized; and analyzing the arrangement position of temperature measuring device, ultimately determine a reasonable installation position.
Roll Temperature field Infrared temperature measuring device Cooling
寧浩森,男,1981年出生,畢業于大連理工大學機械設計專業,碩士,工程師
TG333.17
A
10.3969/j.issn.1001-1269.2014.04.006
2014-03-15)
