百米高速重軌CCS萬能軋機中鋼軌橫移及定尺切斷裝置
2014-08-10 12:28:19段宇
冶金設備 2014年4期
段 宇
(中冶東方工程技術有限公司 內蒙古包頭014010)
百米高速重軌CCS萬能軋機中鋼軌橫移及定尺切斷裝置
段 宇
(中冶東方工程技術有限公司 內蒙古包頭014010)
介紹了百米高速重軌CCS萬能軋機中鋼軌橫移及定尺切斷裝置設計的問題,然后對百米重軌CCS萬能軋機后鋼軌橫移及定尺切斷裝置的設備組成、功能及布置進行了全面說明,并重點介紹鋼軌及型鋼分段工藝流程;最后闡述了百米重軌CCS萬能軋機后鋼軌橫移及定尺切斷裝置對百米重軌及型鋼生產具有重要意義。
百米高速重軌 橫移 定尺 集排 切斷 熱鋸
1 問題的提出
在百米高速重軌軋制生產線中,軋制工藝中主要有鋼坯加熱—高壓水除磷—BD1粗軋機往復軋制—BD2粗軋機往復軋制—熱鋸切頭—CCS萬能軋機精軋—初檢—打號—熱鋸切頭—冷床冷卻—矯直機矯直—檢測中心檢查鋼軌質量—鋸鉆聯合機床鋸鉆加工—四面翻鋼人工檢查鋼軌質量—四面壓力矯補鋼軌頭尾段—移鋼集排收集—打捆入庫或發貨。從上述工藝中可以看出,如果在CCS萬能軋機精軋后初檢不合格,就需要將不合格的鋼軌快速移出軋線,如果不移出軋線,在軋線上繼續運行,由于每工序需百米長的工位,后面工序還很長,這樣不僅浪費后工序的人力、物力、能源等生產資源而且嚴重影響軋機的工作效率,從而影響百米重軌等產量。如果將CCS萬能軋機后百米重軌初檢的不合格品移出軋線,由于是剛軋制出的高溫紅軌而且有百米長,用傳統的下料臺架、廢料筐及吊車無法實現;而且CCS萬能軋機后百米重軌可能是某一段不合格,也就是說對于百米定尺來說不合格,如果將它合格段切為短定尺軌,如50m、24m、12m等就成為合格品;這樣就可以大大提高鋼軌軋制的成品率,從而提高軋線效率。另外百米重軌CCS萬能軋機還可以軋制型鋼,而型鋼的定尺一般是24m、12m、9m、6m,在軋制型鋼時需要將軋制完成的百米長尺型鋼橫移出軋線,用分段鋸將型鋼切成需要的短定尺。這樣就豐富了百米重軌CCS萬能軋機的產品品種,更有利于軋線在市場的生存能力。基于上述原因在包鋼百米重軌生產加工線中設計研發了百米重軌CCS萬能軋機后鋼軌橫移及定尺切斷裝置。
2 設備組成和功能及平面布置
百米重軌CCS萬能軋機后鋼軌橫移及定尺切斷裝置的非標設備設計采用了新的設備結構形式進行集排收集和任意定尺切斷,見圖1、圖2。

圖1 CCS萬能軋機后鋼軌橫移及定尺切斷裝置設備剖面圖
1-CCS萬能軋機后運輸輥道; 2-升降擋板; 3-CCS后升降橫移機(一); 4-型鋼集排臺架; 5-CCS后升降橫移機(二); 6-熱鋸輥道; 7-移動熱鋸
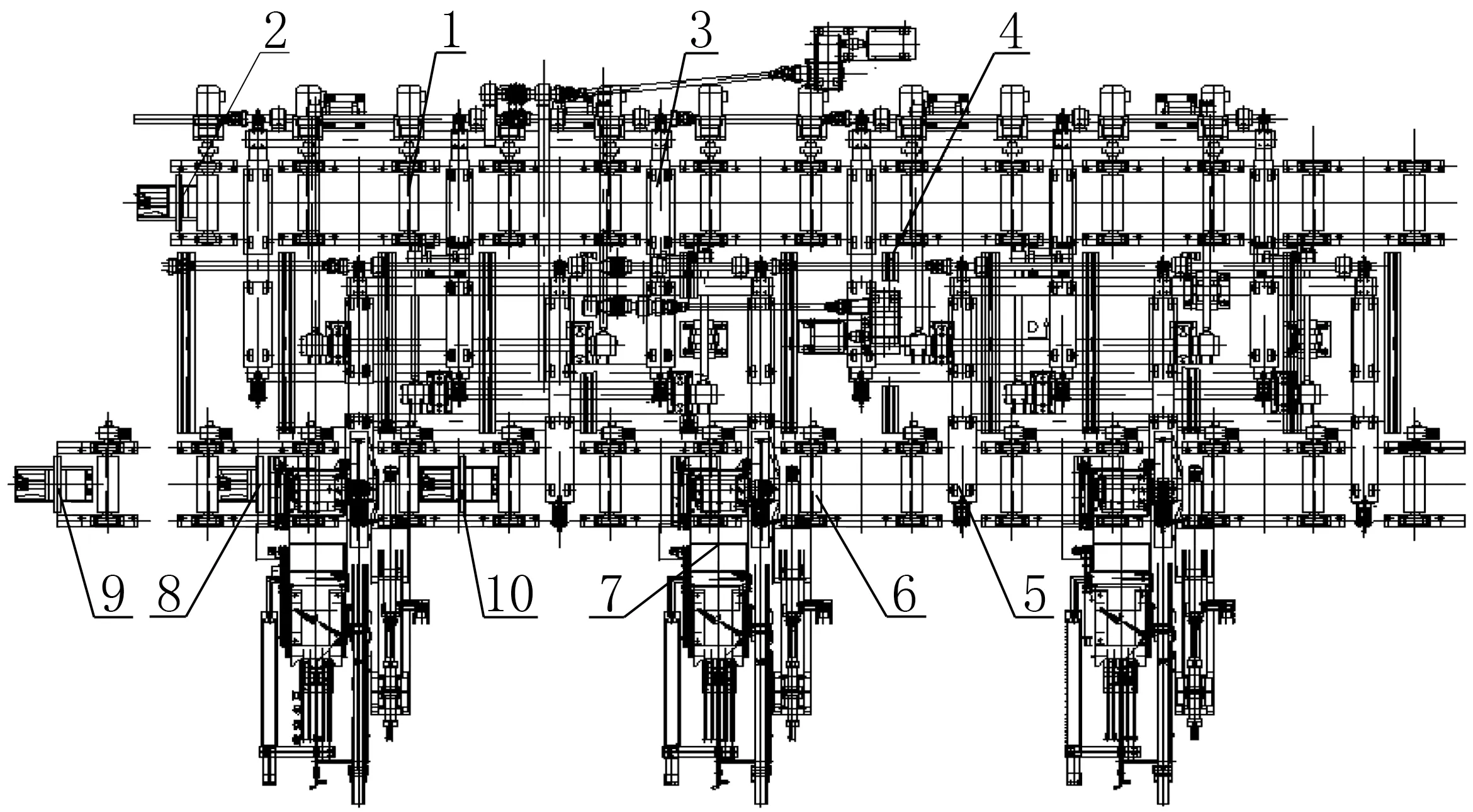
圖2 CCS萬能軋機后鋼軌橫移及定尺切斷裝置設備平面布置
1-CCS萬能軋機后運輸輥道; 2-升降擋板一; 3-CCS后升降橫移機(一); 4-型鋼集排臺架; 5-CCS后升降橫移機(二); 6-熱鋸輥道; 7-移動熱鋸; 8-升降擋板二; 9-升降擋板三; 10-升降擋板四
經檢測后,合格百米鋼軌切頭尾后由輥道送入下道工序冷床區冷卻。初檢不合格百米鋼軌和軋制型鋼,在CCS萬能軋機后運輸輥道上由橫移裝置橫移到定尺切斷區,其設備組成及功能如下:
1)CCS萬能軋機后運輸輥道:位于CCS萬能軋機后,用于輸送鋼軌、型鋼進入集排收集區。
2)升降擋板(一):位于CCS萬能軋機后運輸輥道末端,鋼軌在擋板前停下,起定位和安全作用。
3)CCS后升降橫移機(一):升降橫移機沿100m成品鋼軌運行方向與輥道相間布置,將鋼軌橫向移出輥道,放到型鋼集排臺架上;包括傳動系統、橫移系統、升降系統和集排收集小車等。傳動系統由兩套傳動裝置通過一根柔性連接軸連接組成;橫移系統是由三十三套鏈式運輸橫移裝置固定在十一個四連桿升降框架上組成;十一個四連桿升降框架由十一個液壓缸并聯驅動組成升降裝置系統;每個升降框架軌道上并排行駛3個集排收集小車(共計11×3=33個小車),三十三個小車等組成鋼軌、型鋼集排收集小車系統。
4)型鋼集排臺架:臨時儲存鋼軌或型鋼,等待下一根過來進行集排、有緩沖作用。型鋼集排臺架橫向布置在升降橫移機(一)、(二)之間,縱向與升降橫移機相間布置。
5)CCS后升降橫移機(二):將位于型鋼集排臺架上的兩根型鋼通過裝在型鋼橫移裝置小車上的不倒翁進行集排,集好排的型鋼由型鋼橫移裝置二移送到熱鋸區運輸輥道上。包括傳動系統、橫移系統、升降系統和集排收集小車等。傳動系統由兩套傳動裝置通過一根柔性連接軸連接組成;橫移系統是由三十三套鏈式運輸橫移裝置固定在十一個四連桿升降框架上組成;十一個四連桿升降框架由十一個液壓缸并聯驅動組成升降裝置系統;每個升降框架軌道上并排行駛3個帶不倒翁集排收集小車(共計11×3=33個小車),三十三個帶不倒翁小車組成鋼軌、型鋼集排收集小車系統。
6)熱鋸輥道:承接橫移機(二)鋼軌、型鋼軋件作為熱鋸切斷的工作臺并運輸切斷后的鋼軌和型鋼。熱鋸輥道布置在CCS后升降橫移機(二)尾部,縱向與升降橫移機(二)相間布置。
7)5臺熱鋸: 1臺為固定式熱鋸、4臺為移動式熱鋸,移動式熱鋸用于鋼軌、型鋼定尺分段。可以實現0~50m任意定尺來滿足不同用戶的定尺長度需求。固定式熱鋸,用于切頭、切尾、取樣。熱鋸機由橫移車體、搖桿進鋸裝置、鋸切裝置、液壓夾緊裝置、廢料及切屑收集裝置、干油潤滑裝置、水冷裝置、液壓站等組成。
8)升降擋板(二):位于熱鋸輥道末端,鋼軌在擋板前停下,起定位和安全作用;主要用于切頭定位。
9)升降擋板(三):位于熱鋸輥道末端1號首鋸左側12.5m位置,鋼軌在擋板前停下,起定位和安全作用;主要用于首段12.5m定尺軌定位。
10)升降擋板(四):位于熱鋸輥道末端1號首鋸右側1m位置,鋼軌在擋板前停下,起定位和安全作用;主要用于切尾定位。
3 鋼軌及型鋼分段工藝簡述
1)鋼軌或型鋼由萬能軋機軋制完成后,由CCS萬能軋機后運輸輥道(圖位號1)運輸至升降擋板一處,如果鋼軌合格升降擋板降落,鋼軌繼續前進到冷床冷卻,如果鋼軌不合格或者是型鋼,升降擋板升起(圖位號2)鋼軌、型鋼前進停止。通過鏈子上帶有小車的型鋼橫移裝置(一)(圖位號3)將型鋼軋件從萬能軋機后運輸輥道上移送到型鋼集排臺架(圖位號4)端部(通過熱金屬檢測器檢測),(型鋼集排臺架上無鋼時,型鋼橫移裝置(一)滿行程行使,當熱金屬檢測器檢測到型鋼集排臺架上有鋼時,型鋼橫移裝置(一)的行程將由橫移裝置電機上所配的增量型編碼器進行設定)。此時,型鋼軋件先在型鋼集排臺架上等待,待第二根型鋼軋件從萬能軋機軋制出來后,通過型鋼橫移裝置將型鋼軋件移送到型鋼集排臺架上,盡量靠近第一根型鋼所在位置。型鋼橫移裝置(一)的小車下降并返回。位于型鋼集排臺架上的兩根型鋼通過裝在型鋼橫移裝置(二)(圖位號5)小車上的不倒翁進行集排(較大規格產品將進行單根鋸切,不再集排),集排好的型鋼由型鋼橫移裝置(二)移送到熱鋸區運輸輥道(圖位號6)上,此時,型鋼橫移裝置(二)的運料小車下降并返回原始位置。
2)型鋼橫移裝置(二)將軋件運到熱鋸輥道(圖位號6)上,運料小車下降并返回到原始位置時,發出一個信號給鋸機(圖位號7),鋸機控制1號鋸機(圖位號7)前升降擋板二(圖位號8)升起,擋板升起后,發出一個信號(信號由熱鋸發出)給輥道,輥道以低速向前運輸軋件,當軋件撞上擋板后,熱金屬檢測器發出一個信號給熱鋸區輥道(圖位號6),用于輥道停止,輥道停止后向鋸機發出一個信號用于鋸切動作允許,鋸機完成所有動作(包括切頭的傾翻)后,發出一個信號給輥道,輥道向前運輸鋸切完的定尺型鋼軋件。當離1號首鋸12.5m升降擋板三(圖位號9)處檢測到鋸切完的4段定尺軋件通過后,發出一個信號給鋸機,鋸機控制升降擋板三升起,擋板升起后發出信號給輥道,輥道以低速向前運輸余下未鋸切的型鋼軋件,軋件撞上擋板后發出信號給輥道,輥道停止,輥道停止后向鋸機發出信號用于鋸切動作允許,鋸機完成所有動作(包括升降擋板三(圖位號9)返回到原始位置)后,發出信號給輥道,輥道向前運輸鋸切完的定尺軋件,當離1號首鋸12.5m升降擋板三(圖位號9)檢測到鋸切完的3段定尺通過后,發出信號給鋸機,鋸機控制離3號鋸12.5m升降擋板三升起,擋板升起后發出信號用輥道以低速向前運輸最后的軋件,軋件撞上擋板后發出信號用于輥道停止,輥道停止后,發出信號用于鋸機切尾動作允許。如果軋件長度小于12m或長度大于13.5m,則采用手動控制方式完成最后一個定尺的鋸切。軋件長度在12m與13.5m之間由鋸機自動完成切尾動作,切尾動作完成后發出信號給輥道,輥道向前運輸鋸切完的定尺軋件。如雙根鋸切時,兩根型鋼末端尾部不齊,則人工干預,升起4#升降擋板(圖位號10),手動控制輥道,逆向旋轉,撞4#擋板停止,切尾,擋板復位,同時橫移臺架上的軋件運送到熱鋸輥道上,準備下一次鋸切。
3)檢測取樣,取樣為手動或自動狀態下插入手動干預
取頭部樣時,1號首鋸先將切頭鋸切完成,發出信號,自動狀態下插入人工干預,手動控制輥道向前運輸軋件到取樣長度,然后控制輥道停止,發出信號自動完成第一次定尺的鋸切(包括頭樣)。
取中部樣時,自動狀態下插入人工干預,手動控制輥道向前運輸軋件到取樣長度,然后控制輥道停止,發出信號自動完成第二次定尺的鋸切(包括中部樣)。
取尾部樣時,手動控制輥道把軋件向前運送到取樣長度,手動控制鋸機完成取樣動作,取樣后發出一個信號給鋸機,鋸機控制離1號首鋸12.5m升降擋板三(圖位號9)的升起,擋板升起后發出一個信號給輥道,輥道向前運輸軋件,軋件撞上擋板后,輥道停止,發出一個信號給鋸機,鋸機完成最后一個12m定尺的鋸切。
由于4臺移動熱鋸可以在軋件的縱向移動,因此可以完成從6m到50m的任意定尺的鋸切。
4 主要設備性能參數
1)CCS萬能軋機后運輸輥道
(1)輥子線速度:1.25m/s~6/10m/s
(2)輥子直徑:φ310mm
(3)輥身長度:1000mm
(4)軋件最大重量:8200kg/根
(5)減速電機型號:R107DM200L6-SRD/IC410/TF
(6)減速比:I=2.4
(7)輸出轉速:0~404/616r/min
(8)額定輸出扭矩:340N·m
(9)減速機型號:R107
(10)配用電機型號:DM200L6-SRD/IC410/TF
(11)額定功率:15kW
(12)額定輸出轉速:970r/min
2)升降擋板
(1)被擋鋼材重量:9000kg
(2)軋件速度:0.5m/s
(3)擋板高出輥面距離:180mm
(4)升降氣缸型號: QGB160×200-S
(5)氣缸工作壓力: 0.4MPa
(6)擋板行程:200mm
3)CCS后橫移機(一)
(1)橫移小車速度0.1m/s~0.5m/s
(2)橫移小車間距:3000mm
(3)運送型鋼最大重量:8200kg/根
(4)運送型鋼最大規格: 450×190×100000mm 250×250×100000mm
(5)運送數量:2根
(6)電動機:型號:1LG4280-6AA60 功率:45kW
額定輸出轉速:985r/min
變頻調速:50Hz~10Hz
(7)減速機:型號:MC3PLSF06 速比:29.6108
(8)油缸型號:C25ZB160/110~300MIA1-HK470 油缸速度:80mm/s
(9)接近開關:型號:II5865,數量22個 DC24V
(10)升降速度:0.08m/s,升降行程:200mm
4)CCS后橫移機(二)
(1)橫移小車速度:0.1m/s~0.5m/s
(2)橫移小車間距:3000mm
(3)運送型鋼最大重量:8200kg/根
(4)運送型鋼最大規格: 450×190×100000mm 250×250×100000mm
(5)運送數量:2根
(6)電動機: 型號:1LG4280-6AA60 功率:45kW
額定輸出轉速:985r/min
變頻調速:50Hz~10Hz
工作制:S1(S5),正反轉
(7)減速機:型號:MC3PLSF06 速比:29.6108
(8)油缸型號:C25ZB160/110-300MIA1-HK470 油缸速度:80mm/s
(9)接近開關:型號:II5865,數量22個 DC24V
(10)升降速度:0.08m/s,升降行程:200mm
5)熱鋸輥道
(1)輥子線速度:0.35m/s~2.5m/s
(2)輥子直徑:φ310mm
(3)輥身長度:1000mm
(4)軋件最大重量:8200kg/根
(5)減速電機型號:R87DM132ML4-SRD/IC410/TF
(6)減速比:I=9.14
(7)輸出轉速:0~156r/min
(8)額定輸出扭矩:460N·m
(9)減速機型號:R87
(10)配用電機型號:DM132ML4-SRD/IC410/TF
(11)額定功率:7.5kW
(12)額定輸出轉速:1430r/min
6)熱鋸
(1)鋸片直徑:1650/1800mm
(2)鋸片厚度:12mm
(3)鋸機喂入速度:10mm/s~300mm/s
(4)鋸機返回速度:450mm/s
(5)鋸片線速度: 約Max135m/s
(6)電機功率:450kW
5 總結
5.1 主要技術難點
1)由于鋼軌長度達100m,集排收集橫向運行中進行,使得該區域縱橫方向尺寸長度大。包括集排收集橫移小車在內的各單體設備相間布置、首尾交錯銜接,結構緊湊,布置困難,要插空安放。
2)由于移送的型鋼很長,所以要求所有小車必須保持同步動作,這樣才能保證型鋼在橫向運輸過程中不發生偏移。
3)由于集排收集橫移小車結構特點,11組四連桿升降框架各由1個液壓缸驅動升降,需同步上升下降,保證其上的小車一同上升下降。
4)集排小車在四連桿升降框架軌道的軌道行走,而2套交流變頻電機減速機通過一根長軸、聯軸器、軸承座、鏈輪、鏈條組成傳動裝置,電機減速機、軸承座安裝在混凝土基礎上,通過33根柔性的鏈條分別牽引11個四連桿升降框架上的33個橫移小車,小車同步前進后退,保證鋼軌在橫向運輸過程中不發生偏移。
5)4臺為移動式熱鋸縱向移動在熱鋸輥道間鋸切鋼軌、型鋼實現多定尺,布置復雜困難,需設備結構緊湊,要插空安放。
5.2 主要技術創新點
1)將傳統的拉鋼運輸集排方式改為托鋼運輸集排方式
集排時小車托1根鋼軌運輸同時推上一次運輸來的鋼軌集排,一車兩能;
2)集排小車兼有收集小車的作用
在集排臺架集排完成后,將成排鋼軌運送到收集臺架上,一車兩用。
3)集排小車的升降功能
集排小車在四連桿升降框架軌道的軌道行走,使小車將鋼軌與鏈式運輸機鏈條上表面、集排臺架臺面、收集臺架臺面脫離,運輸過程無摩擦;單個框架升降機械同步,多個框架升降液壓同步。
4)固定的長軸傳動裝置通過柔性的鏈條牽引升降框架上的集排小車,框架升降時不影響固定的長軸傳動裝置。
5.3 主要技術創新意義
1)可以實現0~50m任意定尺來滿足不同用戶的定尺長度需求。
2)將CCS萬能軋機后百米重軌初檢的不合格品快速移出軋線,解決百米重軌不合格品中途下線的難題,從而提高軋機的工作效率。
3)利用集排小車多根鋼軌集排,實現多根鋼軌同時鋸切,顯著提高了熱鋸的效率。
4)本套裝置已經在包鋼百米高速重軌、型鋼軋線上得到了很好的應用,并取得了良好的經濟效益。
[1]成大先等.機械設計手冊.北京:化學工業出版社,2002.
[2]東北工學院《機械基礎》編寫組.機械基礎.北京:冶金工業出版社,1978.
[3]《重型機械標準》編寫委員會.重型機械標準.北京:中國標準出版社,1998.
[4]鄒家祥,施東成.軋鋼機械理論與結構設計.北京:冶金工業出版社,1993.
Rails Transferring Device and Length Cutting Device after
CCS Universal Mill during 100 Meters High-speed Heavy Rails
Duan Yu
(BERIS Engineering and Research Co., Ltd., Baotou 014010)
The question for using the rails transferring device and length cutting device after CCS universal mill during 100 meters high-speed heavy rails production were introduced. The constitution and the functions and the arrange of the transferring device and length cutting device were illuminated in detail. And the length cutting of heavy rails and profiled steel production was especially recommended. At last, the importance of using rails transferring device and length cutting device during the production of heavy rails and profile steel was described.
100 meters high-speed heavy rail Transferring device Length cutting Lined up Cutting Hot saw
段宇,男,1968年出生,1992年畢業于沈陽工業大學機械制造工藝及設備專業,高級工程師,注冊設備監理師
TG333.61
B
10.3969/j.issn.1001-1269.2014.04.015
2014-03-19)
