小方坯連鑄高效化改造中噴嘴冷態性能測試評估
2014-08-11 14:47:54郭鵬
冶金設備 2014年6期
郭 鵬
(安陽鋼鐵集團股份有限公司 河南安陽455004)
小方坯連鑄高效化改造中噴嘴冷態性能測試評估
郭 鵬①
(安陽鋼鐵集團股份有限公司 河南安陽455004)
針對某鋼廠小方坯高效化改造所選用的兩種型號噴嘴進行了冷態性能測試評估。實驗結果顯示,兩種型號噴嘴徑向和周向水流密度分布均勻,霧化效果較好。驗證了改造前所采用的兩種型號噴嘴選型能夠達到高效連鑄的工況需求;改造后鑄坯質量得以大幅度提高,說明高效化改造所帶來的質量效益和經濟效益十分顯著,達到了預期的目標。
噴嘴 冷態性能 高效連鑄
1 前言
近年來,連鑄技術的迅猛發展使我國的連鑄比躍居世界首位。然而,很多鋼企普遍存在生產效率低、原料與能源消費高、澆鑄鋼種少且質量水平低等問題,為求生存謀發展,必須從提高生產能力和管理水平、降低能源消耗和生產成本、改善鑄坯質量以及針對市場需求增加品種鋼的開發等方面著手,結合自身實際對現有連鑄機進行適用的高效化改造[1-3]。
針對國內某鋼廠2#小方坯(斷面120mm×120mm)連鑄機爐機不匹配、二冷噴淋段過短而不能滿足高效連鑄要求的現實,為解決提拉速(由原來的2.1m/min~2.5m/min提高到3.2m/min~3.5m/min)的同時,降低鑄坯內外部缺陷發生率,尤其對其高效化改造中所選用的兩種型號噴嘴(Ⅰ型與Ⅱ型)進行了冷態性能測試評估,經回歸分析,得到了兩種噴嘴相應的冷態性能評估數據,為其投用生產提供了可靠性數據支撐,同時,根據投用前后鑄坯質量檢驗結果,表明該型號噴嘴能夠適應高效連鑄的生產實踐。
2 二冷噴嘴型號
對高效連鑄而言,所選用的噴嘴的最大流量與最小流量間的比值應適當大一些較好。同時,由于高效連鑄拉坯速度的變化范圍也比較大,而且二冷水量大小要隨拉速變化而改變,這要求噴嘴在保證噴淋霧化均勻的前提下,其相應的適用流量的變化范圍較大,以確保二冷水的可調范圍足夠大。
該鋼廠高效化改造所選用的兩種型號的實心錐形水噴嘴的具體參數見表1。

表1 二冷噴嘴型號與布置
上述Ⅰ型與Ⅱ型噴嘴結構上有如下幾個顯著特點:
1)屬于實心錐形水噴嘴。對于小方坯而言,該型號噴嘴具有工藝適應性強的特點被廣泛采用。
2)噴嘴材質采用了黃銅/不銹鋼匹配結構,強化了其熱態適應性。
3)該型號噴嘴的流量特性更能適應高效連鑄的澆注特點。
4)該型號噴嘴設計中考慮了霧化器的設置,并保證其機加工精度。其中,霧化器內腔及噴頭內腔共同構成了短管式的霧化腔,起到了混合、引導和積壓的綜合作用。
3 噴嘴的冷態性能測試
3.1 測試內容與測試方法
噴嘴冷態性能測試內容主要包括以下4個方面:
1)噴嘴壓力與流量間的關系。
2)噴嘴的噴射角。
3)噴嘴平均水流密度與壓力間的關系。
4)噴嘴噴淋水的霧化均勻性。
3.2 測試方法與步驟
1)連通管路,并確保管路的密封性,尤其是水管與噴嘴以及水管與膠管間的密封性。
2)調整支撐臺架,使噴嘴中心與試管支架中心對中,同時,按照實際噴嘴距離鑄坯表面的距離調節噴嘴位置。
3)實驗噴水之前,先將試管口遮住,然后開啟實驗設備,恒定水壓在實驗值時,迅速開啟試管口,并同時計時,經一定時長后,迅速遮住噴嘴口并將試管架移出,最后對試管水量進行逐個讀數,從而確定噴嘴的霧化均勻性。實驗時,每個壓力測定3組數據并取其均值。
4)在移開試管架后,重新調整噴嘴高度,使之與地面之間的距離滿足實驗要求,再次開啟實驗設備,調節壓力并使之逐漸降低,在各個壓力下對流量計進行讀數并測量噴嘴的噴水圓直徑,根據這些數據計算出流量與壓力間的關系式以及噴嘴的噴射角度。
3.2 噴嘴壓力與流量間的關系
高效連鑄條件下,拉速變化范圍較大,相應二冷比水量也會在較大范圍進行適應性改變,這就使得噴嘴實際服役的最大水量與最小水量的比值應該在較大的范圍。
對該廠改造時所選用的兩種類型噴嘴的噴水壓力與流量間的關系進行了測定,測試數據見表2。

表2 兩種型號噴嘴壓力與流量間的關系
經SPSS統計分析軟件回歸處理,符合二次曲線的變化特征,擬合程度較高:
Ⅰ型:Q=3.060+14.205P-6.543P2(R=1.000;R2=0.999,調整R2=0.999;估計值的標準誤為0.051,說明擬合度較高)。
Ⅱ型:Q=8.422+0.511P+22.455P2(R=0.995;R2=0.990,調整R2=0.984;估計值的標準誤為0.295,說明擬合度相對較高)。
式中Q—噴嘴流量,L/min;P—噴淋壓力,MPa。
3.3 噴嘴的噴射角
噴嘴出口距離鑄坯表面一定距離的條件下,噴嘴的噴射角度決定了噴射面積及其有效噴淋系數。噴射角度測定示意圖如圖1。
兩種型號噴嘴測試數據見表3。
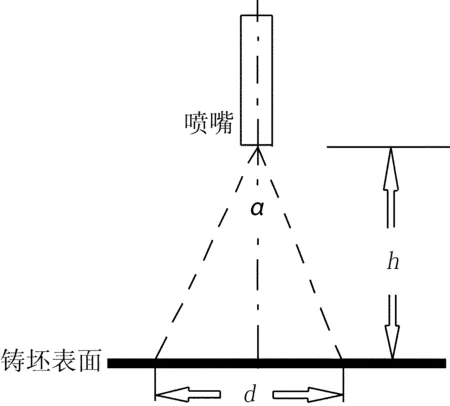
圖1 噴射角測定示意圖
h-有效噴射距離,mm;d-噴射圓直徑,mm;α-噴射角度,°

表3 噴嘴測試數據
由表3數據可以看出:
1)兩種型號噴嘴的噴射角度存在一定差異。
2)根據“壓力—流量”測試多組測試條件的測試數據,兩種型號噴嘴的噴射角度與噴淋壓力及流量之間沒有太大的聯系,說明噴嘴噴射角不受噴淋壓力或流量的影響。這一點也是符合工況條件下噴嘴特性的。
3.4 噴嘴的平均水流密度與壓力間的關系
投用前的兩種型號噴嘴的平均水流密度與壓力間的關系(有效噴淋距離93mm條件下)的測試結果如表4。

表4 兩種型號噴嘴平均水流密度與壓力間的關系
根據表4的測試數據,同樣采用SPSS統計分析軟件對其進行了二次曲線回歸,獲得了兩種型號噴嘴平均水流密度與壓力間的曲線關系(兩條曲線同樣符合二次曲線的變化特征,擬合程度較高):
Ⅰ型:W=3.023+12.753P-5.219P2(R=1.000;R2=0.999,調整R2=0.999;估計值的標準誤為0.053,說明擬合度較高)。
Ⅱ型:W=5.003+4.924P+5.184P2(R=0.999;R2=0.998,調整R2=0.997;估計值的標準誤為0.072,說明擬合度較高)。
式中W—噴嘴流量,L·m-2·s-1;P—噴淋壓力,MPa。
3.5 噴淋水的霧化均勻性
水噴嘴噴淋的霧化均勻性對鑄坯的均勻冷卻進而對鑄坯質量極為重要。
對錐形噴嘴而言,其霧化均勻性包含兩個方面,一是噴淋水流量在圓周上的分布均勻性,二是噴淋水流量在半徑方向上的分布均勻性。
不同壓力條件下,在有效噴淋高度為93mm、測試壓力0.40MPa和0.28MPa的情況下,測試了半徑方向上和圓周方向上(一般取圓周半徑50mm處)的實驗數據,分別如圖2、圖3和表5。
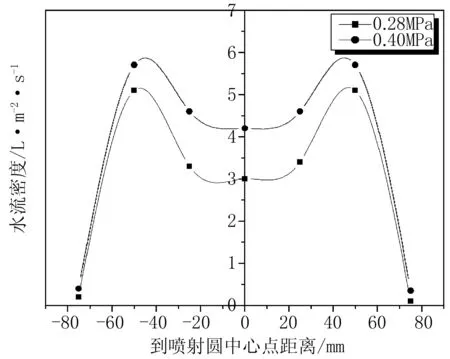
圖2 Ⅰ型噴嘴水流密度的徑向分布
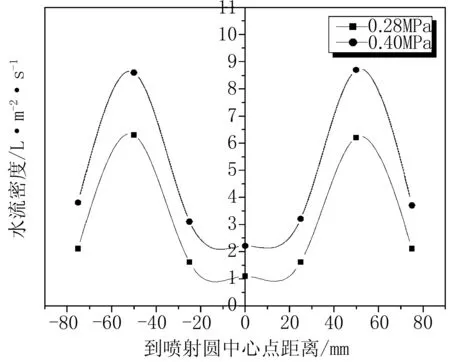
圖3 Ⅱ型噴嘴水流密度的徑向分布

圓周角度水流密度(0.28MPa)/L·m2·s-1水流密度(0.40MPa)/L·m2·s-1Ⅰ型Ⅱ型Ⅰ型Ⅱ型05.1016.5235.8428.764π/25.0096.5325.8098.609π5.1006.5245.7838.6913π/25.0066.5615.8338.547
注:圓周上的分布指的是半徑50mm的圓周上
通過跟蹤實驗過程以及所測試數據來看:
1)兩種型號噴嘴徑向水流密度分布曲線較好,霧化效果較好。
2)兩種型號噴嘴周向水流密度分布同樣比較均勻,這有利于確保鑄坯的冷卻均勻性。
3)改造前所采用的兩種型號噴嘴選型均能達到高效連鑄的工況需求。
3.6 管路鋪設中需要注意的問題
裝上噴咀后豎管“減壓”現象有可能發生,造成這種現象產生的相關影響因素包括:拉速、配水參數、噴嘴堵塞等。如果出現上述情況可考慮從如下幾個方面進行分析排查:
1)壓力不夠。如果管道(總管)壓力滿足要求,而一旦裝上噴嘴,管道壓力不變,而流量降低了,說明問題不在壓力方面。
2)噴嘴選型有可能相對較小。
3)濾網必須用。改造前有過這樣的實際情況發生:濾芯的濾網去掉后,噴咀經常堵塞,說明必須用濾網,但到噴咀前的管路積垢不嚴重,說明水質問題是根本,因為較板坯連鑄而言,方坯連鑄對結晶器及二冷水質更為敏感。
4)管徑不變的情況下,管路鋪設彎道過多,阻損過大,導致管路減壓。可考慮“適當加大管徑”、“圓角拐接方式”重新鋪設管路。
4 鑄坯質量改善效果
小方坯高效化改造后,進行了熱試車,以HRB400
為例,改造前該鋼種該斷面鑄坯低倍評級中經常有縮孔等級超過3.5級、中心疏松超過3.0級、V型偏析超過3.0級的情況發生。改造后該鋼種該斷面鑄坯低倍評級中上述指標分別降低到了<2.0級、<1.5級、<2.0級的水平。同時,接單量也遠大于改造前的水平,說明高效化改造所帶來的質量效益和經濟效益十分顯著。
5 結論
連鑄的高效化改造是一個系統工程,而二冷的合理化改造又是其中一項極為重要的一部分,此次改造所涉及的噴嘴選型評估實驗測試得出如下結論:
1)兩種型號噴嘴徑向和周向水流密度分布曲線較好,霧化效果較好。驗證了改造前所采用的兩種型號噴嘴選型能夠達到高效連鑄的工況需求。
2)改造后鑄坯質量得以大幅度提高,說明高效化改造所帶來的質量效益和經濟效益十分顯著,達到了預期的目標。
[1]唐恒國等.羅克普方坯連鑄機的高效化改造[J].連鑄,2000(2):18-19.
[2]蔡開科著.連鑄坯質量控制[M].北京:冶金工業出版社,2010:260-269.
[3]羅永生等.小方坯連鑄機的高效化改造實踐[J].天津冶金,2000(4):16-28.
Characters Testing and Evaluation of Nozzle in Normal Temperature During the High-efficiency Rebuilding for Billet Caster
Guo Peng
(Anyang Iron and Steel Group Co., Ltd. Anyang 455004)
Character testing and evaluation of two nozzle (Ⅰmodle and Ⅱ model) in normal temperature had been conducted during the high-efficiency rebuilding for billet in a certain steel mill. The results showed that the two modle nozzle had a unniform current density distribution, and had a better atomization effect, which could meet the need for the high-efficiency rebuilding. Meanwhile, the quality of the billet had been improved greatly, which accounted for the remarkable quality benefits and economic benefits brought by the transformation, and the desired goal had come true.
Nozzle Characters in normal temperature High-efficiency continuous casting
郭鵬,男,1978年出生,畢業于鄭州輕工業學院機械工程及自動化專業,機械工程師,長期從事設備管理工作
TF777.2
A
10.3969/j.issn.1001-1269.2014.06.009
2014-07-21)
