滾切式定尺剪的新型工藝布置探討
2014-08-11 14:47:49胡小卓郝建偉
冶金設備 2014年6期
陳 曦 胡小卓 郝建偉
(中冶京誠工程技術有限公司 北京100176)
·新設備新技術新產品·
滾切式定尺剪的新型工藝布置探討
陳 曦①胡小卓 郝建偉
(中冶京誠工程技術有限公司 北京100176)
在中厚板剪切線中,滾切式定尺剪夾送輥及推尾裝置的布置存在一定問題。本工藝布置將夾送輥與剪機本體脫開并加大了兩者的距離,在它們之間加入一根輥道,從而給設備檢修和維護留出空間,并有利于短板的運輸。推尾裝置由布置于夾送輥上,改為布置于剪機本體上,推尾形式由兩點式改為整體式,推尾功能得到優化。
中厚板 滾切式定尺剪 夾送輥 推尾
1 剪切設備發展概述
在中厚板生產中,軋制后的鋼板需要根據用戶需要完成剪切工序,才能作為最終產品交給用戶。隨著軋機能力的不斷提升,剪切設備的能力往往對整條生產線工序能力的平衡至關重要[1]。
鋼板的切割根據布置形式可分為在線切割和離線切割,在線切割方式根據鋼板的剪切位置可分為切頭、分段、切尾、切邊、剖分、定尺和取樣。剪切設備按結構形式可分為鍘刀剪、擺切剪、圓盤剪、滾切剪和液壓剪。
中國較早的中厚板廠基本都采用鍘刀剪進行頭尾和定尺剪切,采用圓盤剪進行切邊,剪切質量和生產效率都處于較低水平。自20世紀90年代起,中國中厚板生產進入了快速發展時期,大部分新建的中厚板廠都采用了滾切剪。根據用途和結構不同,滾切剪又分為雙邊剪、剖分剪、切頭分段剪和定尺剪。使用滾切剪后,剪切線的能力和剪切質量大幅度提高,也提高了整條生產線的技術裝備水平。
2 滾切剪的特點
滾切剪是通過連桿機構帶動上剪刃沿下剪刃滾動,可對鋼板進行橫向和縱向剪切,剪切鋼板厚度可達50mm。滾切剪與一般斜剪刃剪機相比有如下優點:剪切質量好、剪切劃傷和磨損小、可以保證鋼板的平直度、剪切效率高[2]。
1)滾切剪的上剪刃是半徑很大的圓弧形,在開口度相同的情況下,滾切剪的剪刃行程比斜刀剪的行程小30%~40%,偏心半徑小,對剪切鋼板的壓彎變形小,剪切質量好[3]。
2)滾切剪的上下剪刃間隙可根據鋼板厚度進行調整,精度高,速度快,切口干凈毛刺小。
3)剪切效率高,最高可達30次/min。
4)滾切剪配有快速換剪刃裝置,換刀只需30min。
5)滾切剪機組采用計算機控制,鋼板運送和長度測量裝置由夾送輥和測長輥組成,定尺系統精度高,使用維修方便。
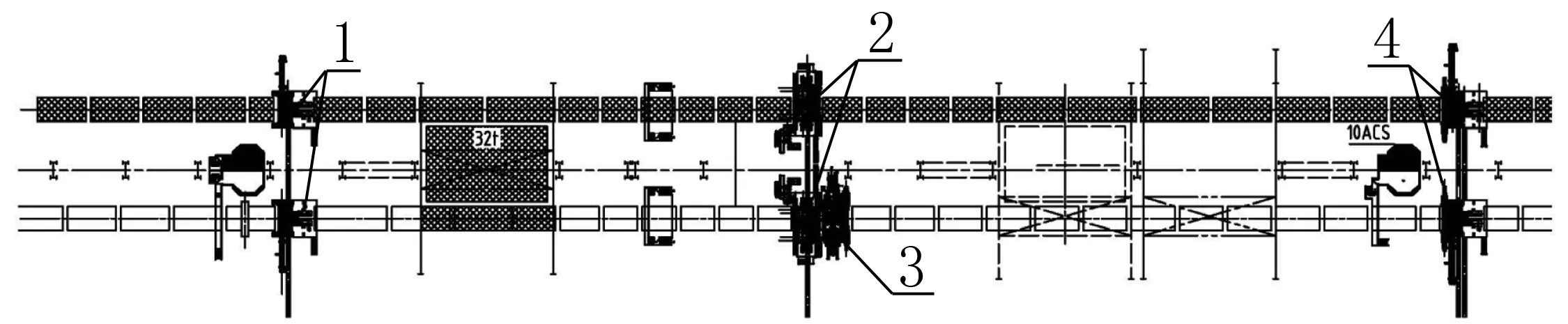
圖1 國內某5m寬厚板廠剪切線布置
1-滾切式切頭剪; 2-滾切式雙邊剪; 3-剖分剪; 4-滾切式定尺剪
3 滾切式定尺剪的工藝布置特點
定尺剪在剪切線中位于雙邊剪的下游,其作用是將鋼板剪切為所需要的長度,當鋼板需要取樣檢測時,也可由定尺剪切出試樣,再通過試樣輸送帶送至試樣剪切區,切下的頭尾廢料通過廢料輸送帶送至廢料間收集。
滾切式定尺剪與滾切式切頭分段剪在結構和工藝布置上有很多相似之處,而不同之處有:
1)在定尺剪前,由于鋼板已完成切邊的工序,相對于輸送輥道是對中的狀態,需采用一套靠邊機構將鋼板的固定側邊部靠緊在輥道的邊部擋板上。
2)定尺剪的剪切頻率大于切頭剪,主傳動速度和主電機功率大于切頭剪。
3)定尺剪與切頭剪相比,增加了剪前夾送輥,可減少輥道與鋼板之間的相對滑動,還增加了剪后測長輥,都可用于對鋼板進行精確測長。在夾送輥上安裝了兩個壓輥,跟剪機上的機架輥配合,用于輸送鋼板頭部和尾部的短板。
4)推尾裝置不是安裝在機架面板上,而是分別安裝在夾送輥固定側和移動側。
5)針對定尺剪,在定尺剪輸出輥道上增設定尺機,主要采用機械方式對鋼板進行精確定尺測量和定位。
4 定尺剪區域常規工藝布置的問題
圖2為國內某5m寬厚板廠No.1定尺剪的工藝布置,是常規的布置方式,但這種布置存在一些問題。

圖2 5m定尺剪常規布置
1-剪前靠邊; 2-輸入輥道; 3-固定側推尾; 4-換剪刃裝置; 5-非固定側推尾; 6-夾送輥; 7-機架輥; 8-定尺剪機架; 9-擺動輥道; 10-試樣輸送帶; 11-廢料輸送帶; 12-輸出輥道; 13-定尺機
4.1 設備檢修困難
夾送輥距離定尺剪本體非常近,與剪機本體機架連為一體,剪機前的檢修空間非常狹小。檢修更換易損件時必須要拆卸剪機面板,而此種布置要求必須先拆除夾送輥,給檢修維護帶來很大的困難,增加了檢修維護時間,降低了生產效率。
由于要精確控制定尺剪前鋼板的位置和速度,剪機和夾送輥之間需布置一系列的檢測元件及攝像頭,空間頗為緊張,不便于在線觀察和檢修維護。一旦檢測元件工作狀態出現問題,需要停機才能進行檢修,造成工時浪費。
4.2 推尾裝置問題
推尾裝置分別布置于固定側和移動側夾送輥機架上,造成夾送輥結構復雜,不利于檢查和維護。當夾送輥不投入,即移動側夾送輥不隨鋼板定寬時,推尾裝置也無法正常使用。
推尾結構為兩點式,推尾功能過于簡單,易造成尾料的推偏。
4.3 尾料的運輸
對于短板的運輸,只能靠機架輥和壓輥來保證,為單輥運輸,輸送效果不佳。見圖3。
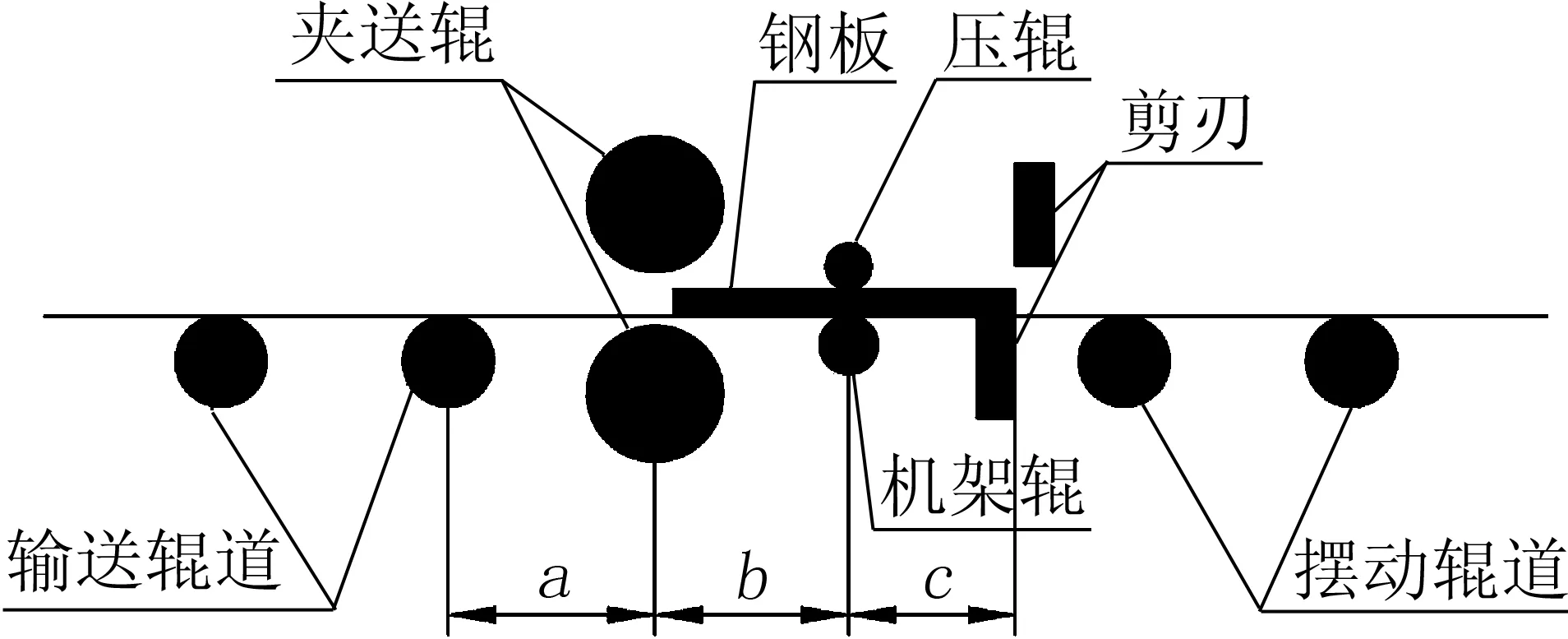
圖3 定尺剪常規布置—鋼板的運輸
5 針對定尺剪區域的工藝布置優化
定尺剪是剪切線的咽喉[4],從工藝布置上進行優化,幫助提高定尺剪的生產節奏,可提升整條剪切線的效率。
在國內某5m寬厚板二期工程中,對新建的No.2定尺剪區域的工藝設備布置進行了優化。圖4為針對No.2定尺剪的新型工藝布置,表1為No.2定尺剪主要工藝參數(與No.1定尺剪相同)。
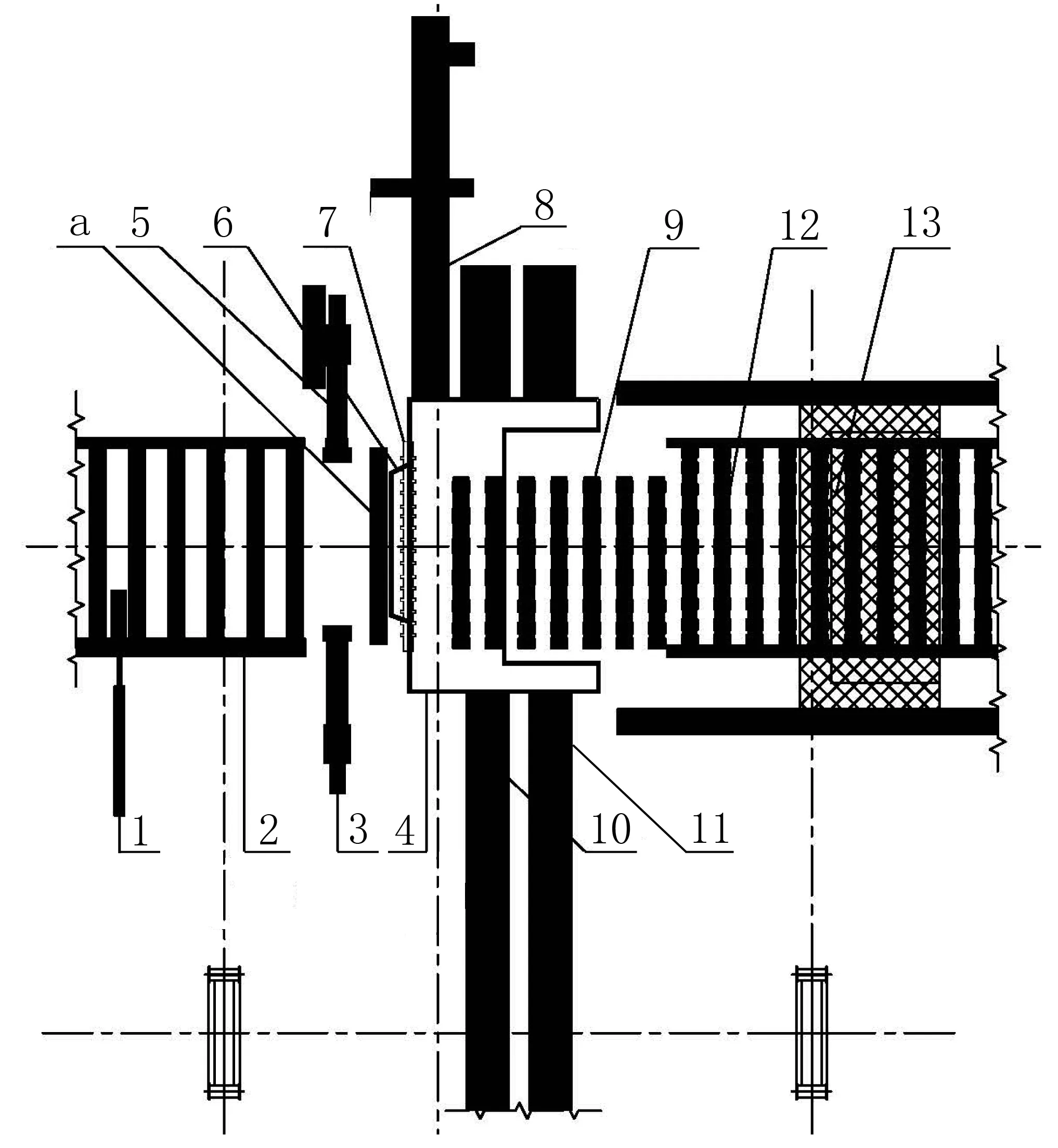
圖4 5m定尺剪新型布置
1-剪前靠邊; 2-輸入輥道; 3-夾送輥; 4-定尺剪機架; 5-夾送輥; 6-整體式推尾; a-增加的一根輥道; 7-機架輥; 8-換剪刃裝置; 9-擺動輥道; 10-試樣輸送帶; 11-廢料輸送帶; 12-輸出輥道; 13-定尺機
5.1 夾送輥與剪機本體脫開
在夾送輥和剪機本體之間加入一根輸送輥道,夾送輥從剪機本體獨立出來,并采用單獨的機架。這種布置擴大了剪機與夾送輥間的空間,剪機面板區域的檢修維護可獨立進行,不需為此對夾送輥進行拆裝。減少了檢修維護所需時間,提高了生產效率。
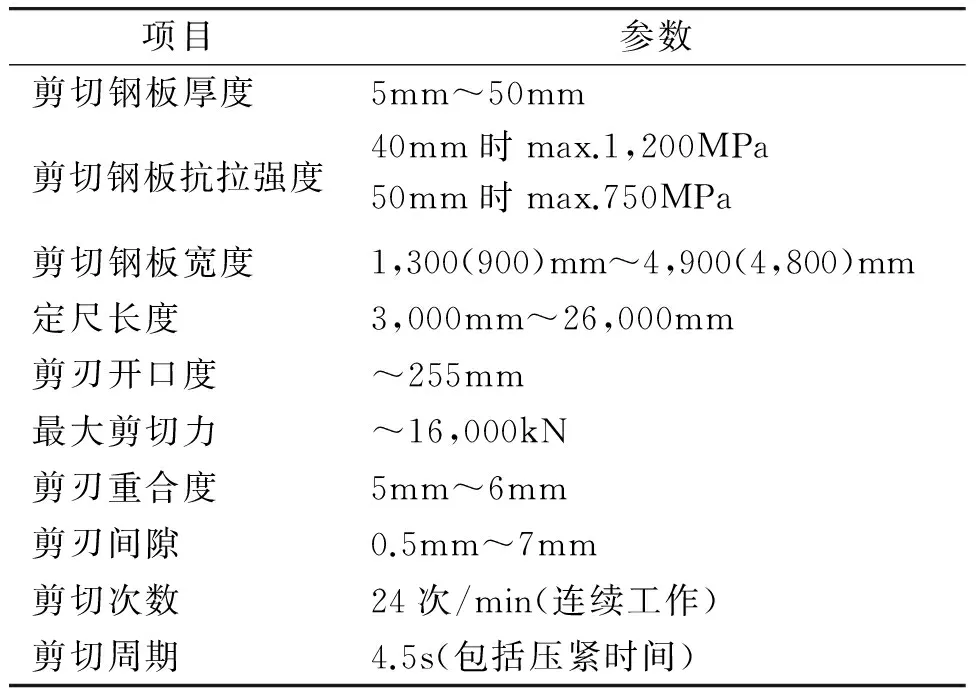
表1 某廠5m定尺剪主要工藝參數
給剪機與夾送輥間的檢測元件留出檢修空間,并便于觀察檢修元件的運行狀態,當檢測元件需要檢修時,無需停機便可進行維護。
5.2 推尾裝置和壓輥的調整
將推尾裝置和壓輥從夾送輥上移至剪機機架面板上,推尾設備與夾送輥完全脫開,即使夾送輥不投入生產,推尾功能也能實現。
推尾機構由兩點式改進為整體式推尾,推尾功能更加實用、可靠,節省了推尾時間。
5.3 短板的運輸
在機架輥和夾送輥之間增加的一根輸送輥道,對于短的鋼板,由機架輥和這根輥道共同運輸,運輸效果更好,見圖5。
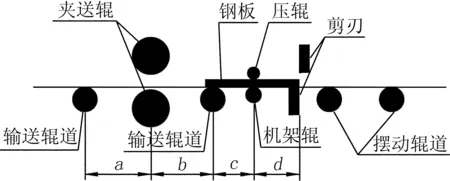
圖5 定尺剪新型布置—鋼板的運輸
6 結論
剪切設備是中厚板生產中必不可少的設備,至今已經歷了一系列的變革。在設計中,合理進行設備布置是保證生產并提高生產效率的關鍵,也是優化生產工藝的關鍵。介紹的新型工藝布置,即增大定尺剪與剪前夾送輥的距離,在定尺剪和夾送輥間加入一根輸送輥道;將推尾裝置和壓輥移至剪機本體上,推尾裝置由兩點式改為整體式。在實際生產中,能一定程度上提高定尺剪的生產效率,并可減少檢修維護成本,可對剪切線的實際生產運作起到積極作用,并能幫助提升中厚板廠整線的技術裝備水平。
[1]徐善敏.寶鋼5m寬厚板軋機剪切線設備與剪切質量相關因素.寶鋼技術,2005(2).
[2]鄒家祥.軋鋼機械.北京:冶金工業出版社(第二版),1989.
[3]李瑛.淺析滾切剪在中厚板廠的應用.冶金標準化與質量,2007(5).
[4]陳瑛.淺談中厚板車間的平面布置設計.寬厚板,2007(5).
Discussion on New Process Layout of Rolling-cut Dividing Shear
Chen Xi Hu Xiaozhuo Hao Jianwei
(Capital Engineering and Research Incorporation Limited, Beijing 100176)
In the shearing line of medium heavy plate, there is some layout problem about pitch roll and tail-end kick-off device of rolling-cut dividing shear. This new layout separates the pitch roll from the shear housing and increases the space between them by putting a roller in. Therefore there is more space for inspecting and maintaining, and it’s benefit for transporting short plate. Tail-end rick-off device locates from pitch roll to shear housing, changes from two point type to whole type, and its function has been optimized.
Medium and heavy plate Rolling-cut dividing shear Pitch roll Rick-off device of tail end
陳曦,女,1982年出生,畢業于北京科技大學,碩士研究生,研究方向:材料加工工程
TG333.21
B
10.3969/j.issn.1001-1269.2014.06.013
2014-07-12)
