冷拉退火軸承鋼退火后易出現(xiàn)的缺陷及挽救方法
2014-08-20 02:12:58范麗
冶金與材料 2014年1期
關(guān)鍵詞:工藝
范 麗
(東北特鋼集團北滿特殊鋼有限責任公司,黑龍江 齊齊哈爾161041)
冷拉軸承鋼退火主要是為了得到呈粒狀分布的珠光體組織也就是顯微組織由片狀珠光體變成鐵素體上分布在球狀滲碳體,這樣可以改善后續(xù)加工性能,而且工件在淬火時,由于組織的球化使過熱傾向減小,淬火加熱溫度也易于控制,淬火開裂傾向也相對減少了,同時更容易得到細針狀馬氏體加粒狀滲碳體使工件機械性能好、壽命延長。所以通過對退火工藝過程嚴格的控制完全能達到這種理想的退火組織。某公司生產(chǎn)的軸承鋼占總合同需求的70%以上,因此提高組織球化一次合格率成為提高成材率,降低生產(chǎn)成本重要課題。
利用可控氣氛連續(xù)退火爐進行球化退火后通常采用的工藝是:輥速2.0m/h。材料入爐后打開氮氣流量管,使各段流量控制在30~40m3/h,同時氮氣的純度應達到99.99%以上,輸出壓力不低于0.3MPa(3kg/cm),利用可控氣氛連續(xù)退火爐生產(chǎn)的軸承鋼退火后組織一次合格率達到90%以上。但如果鋼材退火后工藝控制操作不當容易出現(xiàn)的缺陷如:退火組織不好、欠過熱組織和脫碳問題。如果不良組織及脫碳等得不到有效控制或積極挽救將給成本消耗帶來很大的損失。

表1 退火爐各段溫度設(shè)定值
1 不良組織
1.1 細片狀珠光體
產(chǎn)生原因:加熱溫度不足如果溫度1段到4段溫度設(shè)定<800℃透燒效果不好,在8段到11段是原始組織及片狀珠光未完全球化,溫度再低甚至會出現(xiàn)原始組織未改變,但如果加熱溫度高于820℃或在8段到11段之間保溫時間過長,部分奧氏體區(qū)域均勻化隨后快冷也能形成細片狀珠光體。
1.2 粗片狀珠光體
產(chǎn)生原因:加熱溫度>820℃或在8段到11段停留過長部或輥速過慢<2.0m/h,部分奧氏體均勻化隨后慢冷形成粗片狀珠光體另外重處理也可導致局部奧氏體區(qū)域均勻化慢冷形成。
另外還有粗粒狀珠光體、粗粒不均或混合組織等原因多是由于溫度過高保溫時間長聚集嚴重或保溫段時間正常而冷卻速度較慢,也會產(chǎn)生集聚嚴重等不良組織。
對達不到球化標準要求的軸承鋼組織通常采用一次的工藝挽救合格率達到97%以上。輥速2.3~2.4m/h。

表2 對不達標軸承鋼重處理工藝制度
2 脫碳
滾珠鋼在退火時容易產(chǎn)生脫碳,為消除鋼材超標的脫碳層,合理控制加熱溫度、爐內(nèi)氣氛等,才能獲得合格的鋼材。但對已經(jīng)脫碳的不合格鋼材,根據(jù)氧化、脫碳原理探索了幾種工藝,目的是在退火時造成氧化性火焰將脫碳層變成氧化鐵皮而脫落,減少脫碳層的效果。當溫度>790℃以上氧化速度小于脫碳速度,會造成嚴重的脫碳。當溫度在710℃度左右時又會起到相反的作用,也就是氧化速度大于脫碳速度。經(jīng)過長期的生產(chǎn)實踐,應用(圖1)退火工藝既簡化了生產(chǎn)程序又取得了可觀的經(jīng)濟效益。應用罩式退火爐進行退火的工藝。
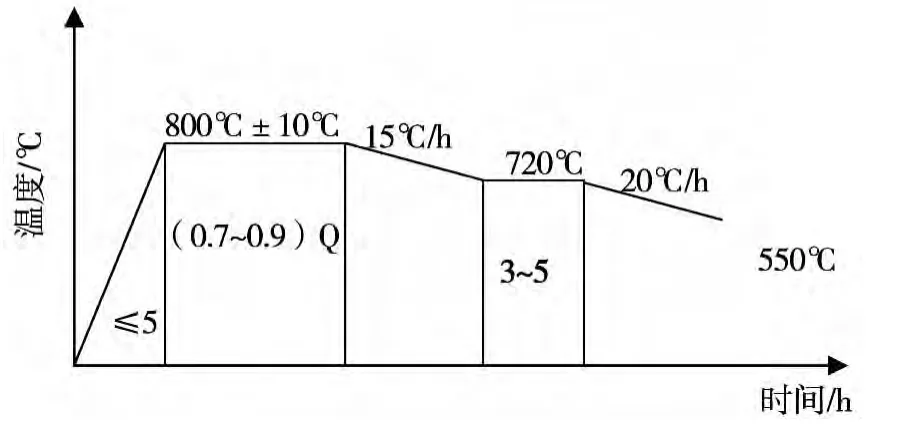
圖1 退火工藝制度
操作要點:加熱升溫速度要快。并在2段保溫時間(720±10)℃。按上述工藝退火6爐GCr15GB/T18254-2002技術(shù) 條件出爐后按上下左右及中間部位切取樣片。

表3 出爐后切取各部位樣片
通過氧化退火工藝消除了一部分脫碳層,在(720±10)℃加2段的保溫時處延長保溫時間外,并控制氧化性火焰,這不僅能加劇氧化還能改善球化組織,也能使鋼材氧化掉0.21mm左右,平均氧化掉0.10~0.15mm。對要求零脫碳的冷拔成品軸承鋼料的脫碳問題可以采用磨削的辦法進行挽救,即在成品光火前拔制時按公差上限尺寸不大于0.10mm拔制,經(jīng)光火酸洗后再以較小的磨削量既保證了零脫碳又保證冷拔材的光亮表面要求。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
