熔模鑄造蠟模缺陷分析
2014-08-29 01:15:32深圳市盈迅精密機械有限責任公司廣東518057潘玉洪
金屬加工(熱加工) 2014年7期
深圳市盈迅精密機械有限責任公司 (廣東 518057) 潘玉洪
熔模鑄造生產中的制模是重要的工序,是獲得優質鑄件的首要條件。然而,由于忽視該工序,使不合格的蠟模流入制殼工序甚至澆注工序;從而造成了無法修復的廢品。即使不流入下道工序,也浪費了人工和生產時間。因此,解決蠟模表面缺陷是熔模鑄造工作者的主要工作之一。
一般情況下,蠟模的表面缺陷形式主要有流紋(見圖1)、表面粗糙(見圖2)和飛翅(見圖3)三種。

圖1 流紋
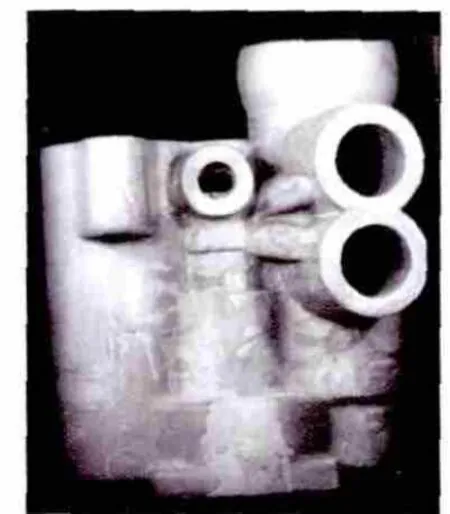
圖2 表面粗糙

圖3 飛翅
一、流紋
蠟模的局部表面有不規則的流紋。
1.產生原因
(1)型腔中分型劑的用量過多,或涂抹不均勻造成局部堆積 生產中為了不使蠟模粘附在壓型型腔的表面,以及便于起模,常在壓制蠟模前在壓型型腔的表面刷涂一層脫模劑(或稱分型劑)。在生產具體操作中,如果分型劑的用量過多,或涂抹不均勻造成局部堆積,均會造成蠟模產生流紋。
(2)脫模劑選用不當,或過期變質 對于石蠟硬脂酸蠟模,一般選用100%的變壓器油,或100%松節油。兩者相比變壓器油更容易采購,生產中采用變壓器油;當脫模劑選用不當或脫模劑變質,易使蠟模產生流紋。
(3)注射壓力小,注射速度低 注射壓力是制模工藝的主要參數之一,壓制蠟模時,由于注射壓力小,注射速度低,降低了蠟料的流動性和充填能力,使蠟料不易快速充填壓型的型腔,因而造成蠟模產生流紋。
(4)壓型的溫度低 壓型溫度也是制模工藝的主要參數之一,壓制蠟模時,由于壓型的溫度低,降低了蠟料的流動性和充填能力,使蠟料不易快速充填壓型的型腔,因而造成蠟模產生流紋。
2.防止措施
(1)壓制蠟模前,先清理干凈型腔表面的殘留物和臟物后,再用毛刷或紗布在型腔的表面和分型面刷涂適量的、薄薄的、均勻的一層脫模劑,防止型腔表面或分型面局部產生脫模劑堆積。
(2)選用適用于石蠟硬脂酸蠟料的脫模劑,一般選用100%的變壓器油,進廠按照相關的標準進行檢驗,并確保其質量,嚴格控制不合格的變壓器油不能進廠。加強庫存變壓器油的管理,發現變質的脫模劑不能用于生產。
(3)為了壓制表面質量好、尺寸精度高的蠟模,必須嚴格控制注射壓力。注射壓力與模料性能、注蠟溫度及蠟模結構等因素有關。當選用氣動壓蠟機注射蠟模時,對于石蠟硬脂酸蠟料,其粘度低、流動性好,因此常用注射壓力以0.2~0.6MPa為宜。
(4)壓型的溫度直接影響到蠟模的表面質量。在選用注射壓力為0.2~0.6 MPa時,選擇壓型的溫度是否合適,直接影響到蠟模的質量;對于石蠟硬脂酸蠟料常用壓型溫度以18~25℃為宜。
二、表面粗糙
1.產生原因
(1)蠟料攪拌不充分,蠟料的各種成分混溶不均勻,或注射蠟料溫度不均勻。
生產中,配制石蠟硬脂酸糊狀蠟膏分為四步:化蠟、刨制蠟片、攪拌蠟膏、回性。當加入的蠟片過大,或攪拌的時間過短,使石蠟和硬脂酸的成分混合很不均勻,造成蠟模表面粗糙。
生產中,當選用注射壓力為0.2~0.6MPa時,注射蠟溫,尤其是蠟溫不均勻時,直接影響到蠟模的表面粗糙程度。
(2)壓制蠟模前,壓型的型腔沒有清理干凈,有殘留的冷卻水或臟物,造成壓制的蠟模表面粗糙。
(3)壓制蠟模時,由于蠟料的溫度低,或壓型的溫度低,降低了蠟料的流動性和充填能力,使蠟料不易快速充填壓型的型腔,因而造成蠟模表面粗糙。
(4)壓制蠟模時,由于注射的壓力小,注射的速度低,或注射中斷,注蠟槍嘴小,以及注蠟孔小等原因,都降低了蠟料的流動性和充填能力,使蠟料不易快速充填壓型的型腔,因而造成蠟模產生表面粗糙。
(5)壓型型腔表面粗糙。壓型型腔設計時,要求表面粗糙度值較高,不能滿足制模表面粗糙度的要求,或制造壓型型腔時,沒有達到圖樣對粗糙度的要求,造成蠟模表面粗糙。
2.防止措施
(1)配制石蠟硬脂酸蠟膏時,一般選用在水浴化蠟缸中化蠟,化蠟的溫度控制在90℃為宜。一般選用臥式蠟片機刨制蠟片,蠟片的厚度≤10mm為宜。在攪蠟機中攪拌成蠟膏,一般選用蠟液溫度為65~85℃,保溫缸的水溫48~52℃,蠟液重∶蠟片重=1∶1~2,在恒溫箱中進行回性處理,溫度48~52℃,保溫時間≥0.5h。
當選用注射壓力為0.2~0.6MPa時,注射蠟溫控制在48~52℃,而且蠟溫必須均勻。
控制各種成分的加入順序和融化溫度,并充分攪拌。
(2)壓制蠟模前,清理干凈壓型的型腔,擦掉型腔中的臟物和冷卻水。
(3)制模時,嚴格控制蠟料溫度在48~52℃,壓型溫度以18~25℃為宜,從而保證蠟料良好的充填性,提高蠟模表面質量。
(4)注射壓力應保持在0.2~0.6 MPa,同時要陸續注射蠟料,不能中斷。必要時,加大注蠟槍嘴或注蠟孔的直徑,使蠟料充分、順利地充滿型腔。
(5)修改壓型型腔設計,或修整型腔,降低其表面粗糙度值,滿足蠟模表面質量要求。
三、飛翅
1.產生原因
(1)制模時注射的蠟料溫度過高,壓力過大。
注射蠟料的溫度過高,提高了蠟料的流動性和充填能力。如果壓力過大,會進一步促使蠟料滲透壓型的分型面,從而形成飛翅。
(2)制模時,壓型的分型面上有臟物,或沒有鎖緊壓型,很容易使蠟料滲入壓型的分型面,在蠟模上產生飛翅。
(3)壓型設計不當,或制造質量較差,分型面不平,表面粗糙度值高,有間隙,不能滿足蠟模表面質量要求,易使蠟模表面產生飛翅。
(4)壓型的使用時間過長,分型面局部磨損,留有間隙,制模時易在蠟模表面產生飛翅。
(5)選材不當,剛度差,或壓型的鎖緊定位不當,造成壓型留有間隙,制模時易在蠟模表面產生飛翅。
2.防止措施
(1)制模時,應嚴格控制蠟料溫度在48~52℃,注射壓力為0.2~0.6MPa。
(2)制模合型前應仔細檢查分型面,并清理干凈,同時要鎖緊壓型。
(3)降低壓型分型表面粗糙度值,同時提高壓型分型面的制造質量,保證分型面的平面度和表面粗糙度,使其滿足圖樣要求。
(4)制訂合理的壓型使用壽命參數,加強使用前檢驗,發現問題及時修復,確保壓型處于合格狀態。
(5)改進壓型設計并合理選材,增加壓型的剛度,必要時調整鎖緊定位的位置,確保壓型質量。
四、結語
(1)提高壓型設計質量,并提高壓型的制造質量,從源頭上解決壓型的質量問題,使其滿足蠟模表面的質量要求。
(2)充分做好制模前的各項準備工作,如檢查壓型是否符合工藝要求,清理壓型的型腔和分型面,使其凈潔,不殘留臟物和水分等。
(3)制模時,嚴格執行工藝和操作規程,確保各項工藝參數在規定的范圍內。
(4)制蠟模后要嚴格檢驗,做到不合格的蠟模不能進入蠟模庫。
