500 kA鋁電解槽用陽極母線提升框架的設計研究
2014-09-03 10:58:29楊志強
有色設備 2014年1期
楊志強
(貴陽鋁鎂設計研究院有限公司 機械設備室, 貴州 貴陽 550081)
500 kA鋁電解槽用陽極母線提升框架的設計研究
楊志強
(貴陽鋁鎂設計研究院有限公司 機械設備室, 貴州 貴陽 550081)
陽極母線提升框架是預焙陽極鋁電解槽提升母線必不可少的專用設備。介紹了目前陽極母線提升框架的發展現狀和存在的問題。重點論述了500 kA鋁電解槽用陽極母線提升框架的大梁和夾具等關鍵部件,通過應用Solidworks Simulation有限元分析軟件,對大梁分工況進行優化設計;并對夾具的夾緊陽極導桿的彈簧和貼緊陽極母線的彈簧的預緊力進行設計計算。
提升框架; 陽極母線; 鋁電解槽
0 概述
陽極母線提升框架是大型預焙陽極鋁電解槽提升陽極母線必不可少的專用設備。預焙鋁電解槽上部機構的提升機的兩側各懸掛安裝有一根陽極母線,陽極炭塊通過小盒卡具固定在陽極母線上,陰極炭塊固定于電解槽底部。鋁電解生產過程中,要求陽極炭塊的下表面與陰極炭塊的上表面的間距始終保持不變。由于,陽極炭塊在生產過程中不斷的消耗,所以,要求提升機帶動陽極母線和陽極炭塊以一定的速度勻速下降。當陽極母線連同陽極炭塊下降到下限時(一般行程為400 mm),必須將陽極母線重新提升到上限位置,而陽極炭塊保持現有高度不變,陽極母線提升框架就是基于此目的而開發出來的。其主要由大梁、夾具、滑動架、起吊架、氣動控制系統、以及地面支承架等零部件組成,見圖1。
國外對陽極母線提升框架的研究比較早,主要制造商有法國的ECL公司、德國的NOELL公司等。其中,ECL公司的產品占有絕大部分市場。
自20世紀80年代初,我國引進第一套預焙陽極鋁電解槽技術及裝備以來,經過不斷創新和發展,成功研制開發出具有自主知識產權的160 kA、200 kA、320 kA、420 kA等型號的電解槽及配套裝備[1]。隨著電解槽的大型化發展,其跨度不斷增加、陽極炭塊組數和重量也不斷增加,對陽極母線提升框架的提升能力和結構都提出了更高的要求。2000年以后,為避免陽極母線提升框架過長,曾用過分段式提升母線方案,但這種方案要求母線兩次提升,大大延長了工人操作和電解多功能天車占用的時間。
現有陽極母線提升框架使用過程中存在以下問題:(1)框架使用過程中,要求氣源壓力不得低于0.6 MPa,實際使用中,廠家大多采用車間內供氣系統供氣,當車間內多個工序同時用氣時,就可能發生氣壓不夠的現象,使得滑動架上的氣動套筒扳手不能擰緊或松開小盒卡具上的銷軸。(2)提升陽極母線時,要求陽極導桿緊貼陽極母線,期間,若采用氣缸壓緊方式,當過程中發生突然斷氣現象時,會造成陽極導桿脫離陽極母線,致使陽極炭塊上電流中斷,引發事故。(3)操作滑動架左右滑動時,要求供氣管路隨之移動,現有供氣管路是采用懸掛式移動方式,長期使用過程中,氣路管道多次彎折,易出現裂紋漏氣現象。

1.大梁 2.夾具 3.滑動架 4.支腿 5.起吊架 6.氣動控制系統圖1 500 kA陽極母線提升框架結構圖
1 提升陽極母線操作流程
提升陽極母線的主要工序有:(1)夾具夾持陽極炭塊導桿,保持陽極炭塊高度不變;(2)使陽極炭塊導桿貼緊陽極母線;(3)啟動提升機,提升陽極母線達到預定位置;(4)操縱滑動架的氣動套筒扳手,擰緊或松開母線上的小盒卡具的銷軸。其具體操作流程圖見圖2。

圖2 提升陽極母線操作流程圖
2 關鍵部件的結構設計
500 kA鋁電解槽,其具有跨度大(長約18 m)、陽極炭塊數量多(48個)、單塊陽極炭塊重量重(約1900 kg)等特點,而且,提升陽極母線時要求整體提升。為避免現有陽極母線提升框架的不足,要求本次設計的框架滿足:(1)通氣時,打開夾具夾頭,便于陽極炭塊導桿導入或導出;斷氣時,夾緊陽極炭塊導桿,并保持陽極炭塊高度不變。(2)通氣時,夾具下架豎直向下,便于陽極炭塊導桿導入夾具下架內;斷氣時,夾具下架連同陽極炭塊導桿向內側傾斜,保證導桿緊貼陽極母線。(3)為適應框架大跨度、大重量的要求,大梁采用箱型結構。
2.1 大梁
框架的大梁作為承重粱,須具有一定的剛度。框架在吊運或支承陽極炭塊時,要求大梁的撓度越小越好。較小的撓度,吊運下放過程中,便于伸縮支腿能準確對位;支承陽極炭塊時,保證陽極炭塊高度不發生變化。
現有大梁結構是兩側采用實腹板梁結構,通過槽鋼、角鋼等型鋼把兩側實腹板焊接為一體[1],這種方案大梁自身重量較重,且加工成本較高。本方案,大梁設計成箱型結構,兩側、上下表面均采用鋼板拼焊而成,且內部設置有連接板,其具有整體剛性較好,制作成本較低等優點。大梁采用4個支承點支承,每個支承點設置有兩根支承支腿,中間四根為固定長度支腿;兩端四根為可伸縮支腿。大梁上部設置有兩個起吊架,便于電解多功能天車吊運框架。
現以Simulation對大梁進行有限元分析。
(1)吊運過程
天車吊運框架過程中,大梁主要承受夾具和滑動架的自重。Simulation有限元分析過程中,將其承受的載荷采用遠程載荷方式加載于大梁兩側面上;將大梁與起吊架鉸接軸處設置為固定鉸鏈夾具;分析方法選用靜態分析;解算器設為FFEPlus。其分析結果見圖3~圖5。

圖3 大于50 MPa ISO裁剪應力云圖
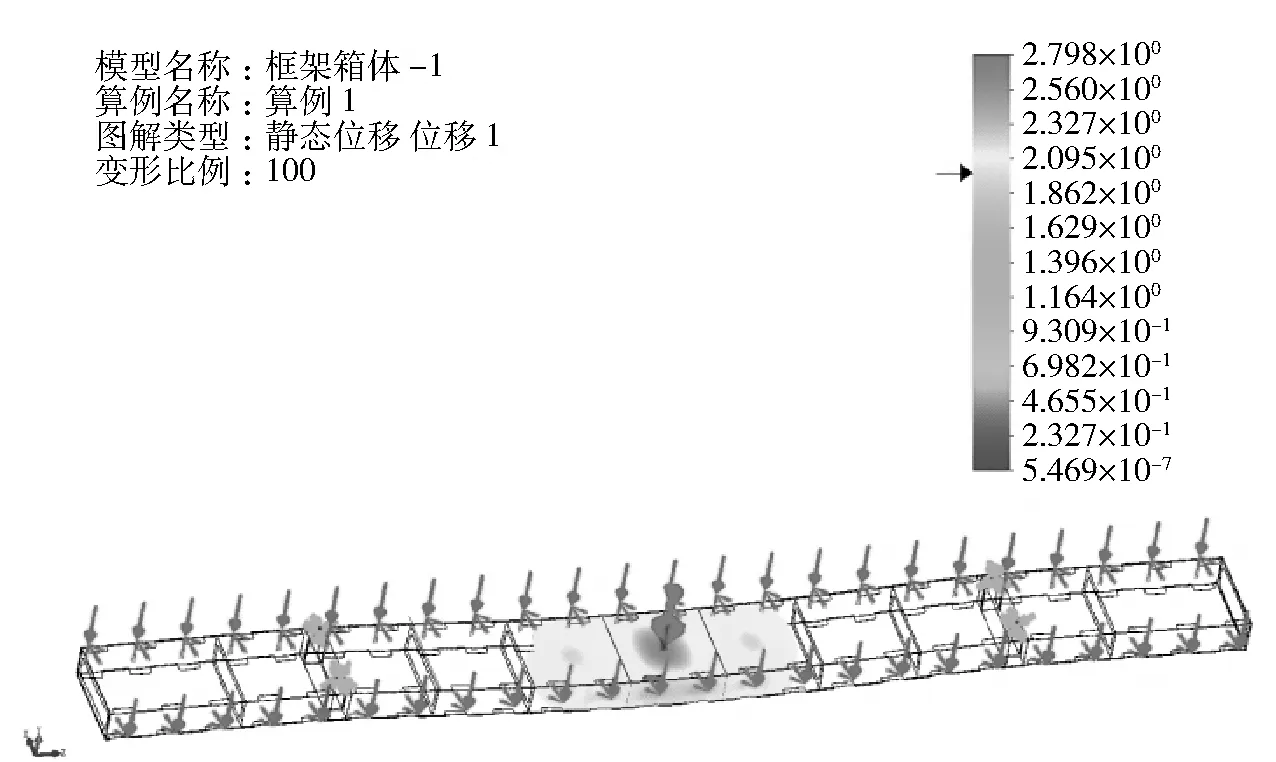
圖4 大于2 mm ISO裁剪位移云圖

圖5 應變云圖
從圖3可知,吊運過程中,大梁整體應力小于50 MPa,小于材料屈服應力235 MPa。從圖4可知,中部撓度較大,約為2.8 mm,滿足撓度要求。
(2)提升母線過程
提升母線過程中,大梁主要承受夾具和滑動架的自重,以及陽極炭塊的重量。Simulation有限元分析過程中,將其承受的載荷采用遠程載荷方式加載于大梁兩側面上;將大梁與8個支承支腿連接處設置為固定夾具;分析方法選用靜態分析;解算器設為FFEPlus。其分析結果見圖6~圖8。

圖6 大于150 MPa ISO裁剪應力云圖

圖7 大于2 mm ISO裁剪應力云圖

圖8 應變云圖
從圖6可知,提升母線過程中,大梁整體應力小于150 MPa,小于材料屈服應力235 MPa。從圖7可知,兩端撓度較大,約為3.3 mm,滿足撓度要求。
2.2 夾具
夾具的設計是框架設計的關鍵,其主要由上架和下架組成,上架與大梁采用螺栓固定連接,并設有絕緣措施,防止電解槽的電流通過夾具傳導到大梁上;下架與上架采用鉸鏈連接,并設置有兩個平衡彈簧。下架設計成方筒狀,便于導桿導入。下架設置有夾頭、兩組壓縮彈簧和活塞氣缸,其機構可以夾緊或松開陽極導桿。上架設有帶壓縮彈簧的活塞氣缸,其活塞桿頭部與下架上部鉸鏈連接,可以推動下架帶動陽極導桿貼緊陽極母線。
夾具設計的關鍵是確定:(1)夾具夾緊陽極導桿的夾緊彈簧預緊力,(2)陽極導桿貼緊陽極母線的貼緊彈簧預緊力。
2.2.1 夾緊彈簧預緊力的確定
單個夾具夾頭的夾持力由兩個預緊彈簧提供,每個彈簧的預緊力為Q,單個陽極炭塊的重量為G=19000 N。由受力分析圖9可知,夾頭與陽極導桿的摩擦力克服了陽極炭塊的自重,因而夾具能將陽極炭塊夾持住。考慮載荷不均勻因素,一般陽極炭塊自重取一個安全系數k=1.1;陽極導桿與夾頭的摩擦系數,一般取μ=0.3。圖9中:a=62 mm,b=180 mm,c=50 mm。由圖9可知:
a×f+c×F=b×2Q
(1)
式中a—夾頭轉軸到夾點的水平距離,mm;b—夾頭轉軸到夾點的垂直距離,mm;c—夾頭轉軸到彈簧預緊力作用線的水平距離,mm;f—陽極導桿與夾點的摩擦力,N;F—陽極導桿對夾點的正壓力,N。
又
f=k×G=1.1×19000=20900 N
(2)
F=f/μ=20900/0.3=69666.7 N
(3)
由(1)、(2)和(3)式得:
Q=(a×f+c×F)/2b=
(62×20900+50×69666.7)/(2×180)=
13275.4 N
(4)

圖9 夾具夾頭受力圖
從公式(4)可知:設計夾緊彈簧時,要求每個彈簧預緊力不小于13275.4 N。
2.2.2 貼緊彈簧預緊力的確定
提升陽極母線時,要求陽極導桿對陽極母線的貼緊力F大于或等于4500 N。單個夾具的陽極導桿貼緊陽極母線的貼緊力由安裝在夾具上架的貼緊彈簧的預緊力施加,貼緊彈簧的預緊力為Q。夾具下架與上架之間設有兩個平衡彈簧,單個平衡彈簧的預緊力為Q1=1160 N。夾具下架自重為G1=1040 N,單個陽極炭塊殘極自重G2=9640 N。陽極母線處于最低位置時L2=2198 mm。圖10中,L11=417 mm,L12=447 mm,L3=350 mm,L4=262 mm,L5=205 mm。由圖10可知:

(5)
式中 L1—上架與下架的鉸接點到貼緊彈簧預緊力作用線的距離,mm;
L11—上架與下架的鉸接點到氣缸活塞桿頭部與下架上部的鉸接點的水平距離,mm;
L12—上架與下架的鉸接點到氣缸活塞桿頭部與下架上部的鉸接點的垂直距離,mm。
L1×Q-L2×F-L3×Q1+L4×G1+L5×G2=0
(6)

圖10 夾具下架受力圖
式中L2—上架與下架的鉸接點到陽極導桿與陽極母線貼緊點的垂直距離,mm;
L3—上架與下架的鉸接點到平衡彈簧預緊力作用線的水平距離,mm;
L4—上架與下架的鉸接點到下架自重作用線的水平距離,mm;
L5—上架與下架的鉸接點到炭塊自重作用線的水平距離,mm。
由(5)和(6)式得:
Q=(L2×F-L3×Q1+L4×G1+L5×G2)/L1=
(2198×4500+350×1160-262×1040-205×
9640)/611.3=13166 N
(7)
從公式(7)可知:設計貼緊彈簧時,要求貼緊彈簧預緊力不小于13166 N。
3 結語
隨著電解槽單槽產能的擴大,其配套的設備的結構尺寸也相應改變,此次研發的500 kA陽極母線提升框架作了如下改進:(1)大梁采用箱型結構,其具有整體剛度好,制作成本較低等優點。(2)陽極導桿貼緊陽極母線采用彈簧壓緊,利用彈簧力使陽極導桿貼緊母線,避免了采用氣缸壓緊方式下,因突然斷氣而產生的事故。通過優化設計,使得本設備能夠滿足大槽型的電解鋁生產需求。
[1] 劉兵,段曉明.鋁電解槽用陽極母線提升框架的發展應用[J].有色金屬設計,2002,(2):61-65.
Design and Research of Anode Busbar Jacking Frame for 500 kA Cell
YANG Zhi-qiang
(Mechanical Equipment Department, Guiyang Aluminum Magnesium Design&Research Institute Co., Ltd., Guiyang 550081, China)
Anode busbar jacking frame is an indispensable special equipment used for prebake anode aluminum reduction cell lifting anode busbar. The paper introduces existing condition, the problems of the existing anode busbar jacking frame, the beam and fixtures of anode busbar jacking frame used for 500 kA cell. The Solidworks Simulation software is used to optimize the design of beam division of working condition. And the spring preload of jacking spring and pressing spring of the fixtures is designed and calculated.
jacking frame; anode busbar; aluminum reduction cell
2013-02-25
楊志強(1985-),男,貴州貴陽人,助理工程師,碩士研究生,主要從事有色冶金機械的科研設計工作。
TF821
A
1003-8884(2014)01-0016-04