LD10合金Φ720mm鑄錠雙根鑄造工具設計及工藝研究
2014-09-03 10:54:15黃巖超殷云霞騰志貴張忠偉
有色設備 2014年6期
黃巖超, 殷云霞, 騰志貴, 賀 俊, 薛 鵬, 張忠偉
(東北輕合金有限責任公司, 哈爾濱 150060)
LD10合金Φ720mm鑄錠雙根鑄造工具設計及工藝研究
黃巖超, 殷云霞, 騰志貴, 賀 俊, 薛 鵬, 張忠偉
(東北輕合金有限責任公司, 哈爾濱 150060)
本文介紹了生產LD10合金Φ720 mm規格鑄錠雙根結晶器的設計與制作工藝,并對新設計的結晶器生產同種的合金進行鑄錠質量全分析,根據各項分析數據得出了初步結論。
結晶器;設計;LD10合金;生產工藝
0 前言
LD10合金屬于Al- Cu- Mg- Si系鋁合金,LD10合金Φ720 mm規格鑄錠由于工具的局限,采用單根鑄造方式生產。單根鑄造的生產方式使鋁熔體在爐內停留時間過長,增加了鋁熔體氧化吸氣的傾向性,嚴重影響了熔體的質量和生產效率。為解決上述不足,設計了LD10合金Φ720 mm規格雙根鑄造工具,并運用在生產中,不僅鑄錠質量得到改善、生產效率得到提高,而且產生了巨大的經濟效益。
1 Φ720 mm規格兩根鑄造工具的設計及加工制作工藝
1.1 水冷系統的設計
冷卻水量是保證鑄錠成型和鑄錠內部質量的主要參數之一,因此水冷系統是否合理是生產出優質鑄錠的前提條件。根據現場鑄錠尺寸及生產經驗,設計出Φ720 mm雙根鑄錠的水冷系統(如圖1所示),該水冷系統采用三排冷卻水,水量的大小可以單獨控制,以確保不同合金對不同的水冷強度的需要。
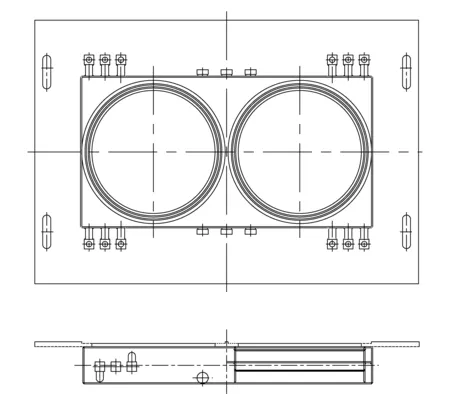
圖1 結晶器及其水冷系統的示意圖
1.2 結晶器的設計
結晶器起成形作用,是連續及半連續鑄造用的錠模,俗稱冷凝槽,它不僅決定鑄錠的形狀和尺寸,而且對鑄錠的組織,表面質量、裂紋傾向有很大影響,是決定鑄錠質量的關鍵部件。對結晶器的要求是結構簡單,便于安裝。
1.2.1結晶器材料的選擇
選擇的結晶器材料應具有以下優點:
(1)具有良好的導熱性;
良好的導熱性可以提高結晶器與熔體的熱交換能力,提高鑄錠的一次冷卻強度。
(2)具有足夠的強度;
結晶器應具有高的強度,以抵抗冷卻水壓力、熔體靜壓力及其內外表面溫度不一致而造成的熱應力。
(3)具有良好的耐磨性;
良好的耐磨性可以防止因鑄錠表面粗糙而將結晶器表面磨損。
(4)具有足夠的剛度;
結晶器足夠的剛度可以保證鑄錠的正確形狀,避免結晶器壁扭曲變形。
(5)不為熔體所燒損,并與潤滑油具有良好的磨合性能。
綜合上述要求,本設計采用12 mm厚的紫銅板作為結晶器材料,因為紫銅板具有硬度高、耐磨性好、導熱性優良等綜合特性。
1.2.2結晶器內腔形狀的確定
大直徑的圓鑄錠,內套表面有一個高為30 mm、錐度為1∶10的錐度區。設計錐度區的目的是在結晶器壁和鑄錠之間優先形成空氣隙,降低鑄錠外層在液面處的冷卻強度,減少或消除鑄錠表面冷隔。
1.3 結晶器高度的確定
結晶器的高度是連續鑄造中的重要工藝參數,結晶器過矮,鑄錠直接見水較早,鑄錠周邊的凝固層厚,容易在鑄錠中部出現曲率半徑較小的液穴,導致中心裂紋,同時還容易產生冷隔;結晶器過高時,鑄錠在結晶器內停留時間較長,鑄錠與結晶器壁間隙大,鑄錠被二次加熱的程度加劇,因此在脫離結晶器直接見水時易產生表面淬火性裂紋,并且鑄錠質量有降低趨勢,綜合考慮,Φ720 mm規格結晶器高度確定為200 mm。
1.4 內套下緣直徑
內套下緣直徑是得到指定鑄錠直徑的決定性參數,其計算公式如下:
D=(d+2δ)×(1+ε)
(1)
式中D—內套下緣直徑,mm;d—鑄錠名義直徑,mm;δ—鑄錠車皮厚度,mm;ε—鑄錠線收縮率,%。
車皮厚度取決于鑄錠表面質量及用途,合金規格不同,對車皮的要求也不同。鑄錠的線收縮率與合金性質、鑄造工藝參數和鑄錠直徑有關,通常在1.6~3.1%之間,本設計計算時取2.5%。
通過對以上幾個參數的確定,Φ720 mm規格結晶器形狀如圖2所示。
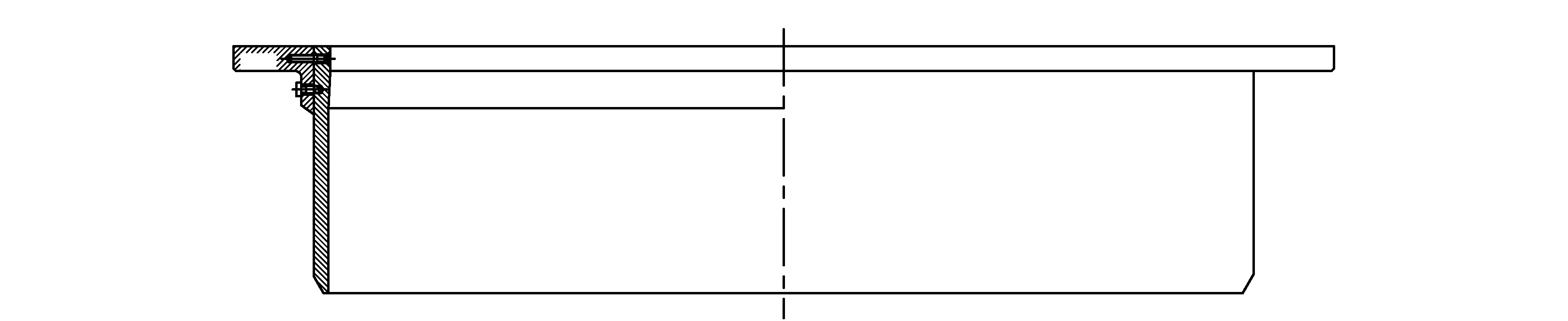
圖2 結晶器形狀示意圖
1.5 引錠頭及支架的設計
底座在鑄造開始時起成形和牽引作用,在鑄造過程中起支撐作用。為了避免鑄造時因熱膨脹而將底座卡在結晶器內,底座所有橫斷面尺寸都應比結晶器下緣相應尺寸小1~2%。底座上面都開有小的燕尾槽,以防止鑄錠懸掛。燕尾槽以深度15 mm,寬度2~3 mm為宜,寬度過小起不到引錠作用;過大則鑄造終了時鑄錠可能取不下來,Φ720 mm規格結晶器引錠頭如圖3所示。
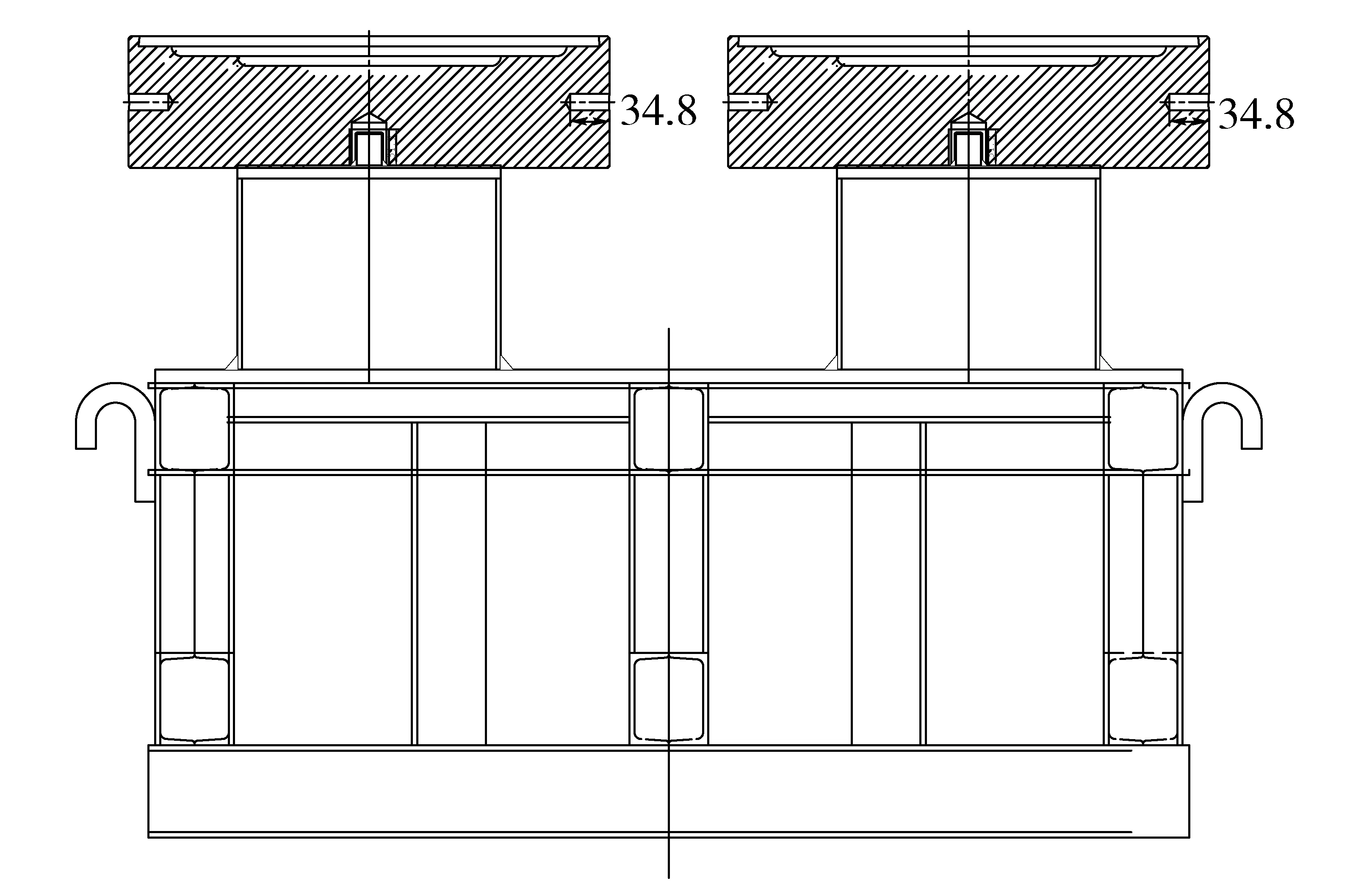
圖3 引錠頭及底座示意圖
2 試驗過程
設計出的Φ720 mm規格雙根鑄造結晶器在LD10合金中進行試驗,為了保證試驗和生產的順利進行,工藝過程是決定材料性能的重要因素,根據現場實際情況,在現有條件下擬定比較合理的工藝,熔鑄工藝流程如下:
配料→電爐熔化及調整成分→靜置爐精煉、靜置→鑄造。
3 試驗結果
3.1 表面質量
通過雙根鑄造結晶器生產的鑄錠表面存在輕微偏析瘤,但與單根鑄造結晶器生產的鑄錠表面進行對比,未見明顯差異。
3.2 低倍組織
使用Φ720 mm規格雙根鑄造結晶器生產的LD10合金鑄錠在其底部切取一片厚20~30 mm的試片,在試片上切取120 mm×120 mm的試樣進行的低倍組織觀察,其低倍照片見圖4。
從圖4低倍組織照片可以看出,鑄錠無夾雜物、氣孔、疏松,裂紋等缺陷,晶粒細化良好,晶粒度1級。

圖4 LD10合金的低倍組織
3.3 化學成分
在鑄錠試片直徑方向上,由中心向邊部取6個20 mm×20 mm的試樣進行化學成分分析,取樣位置及化學成分分析見表1。
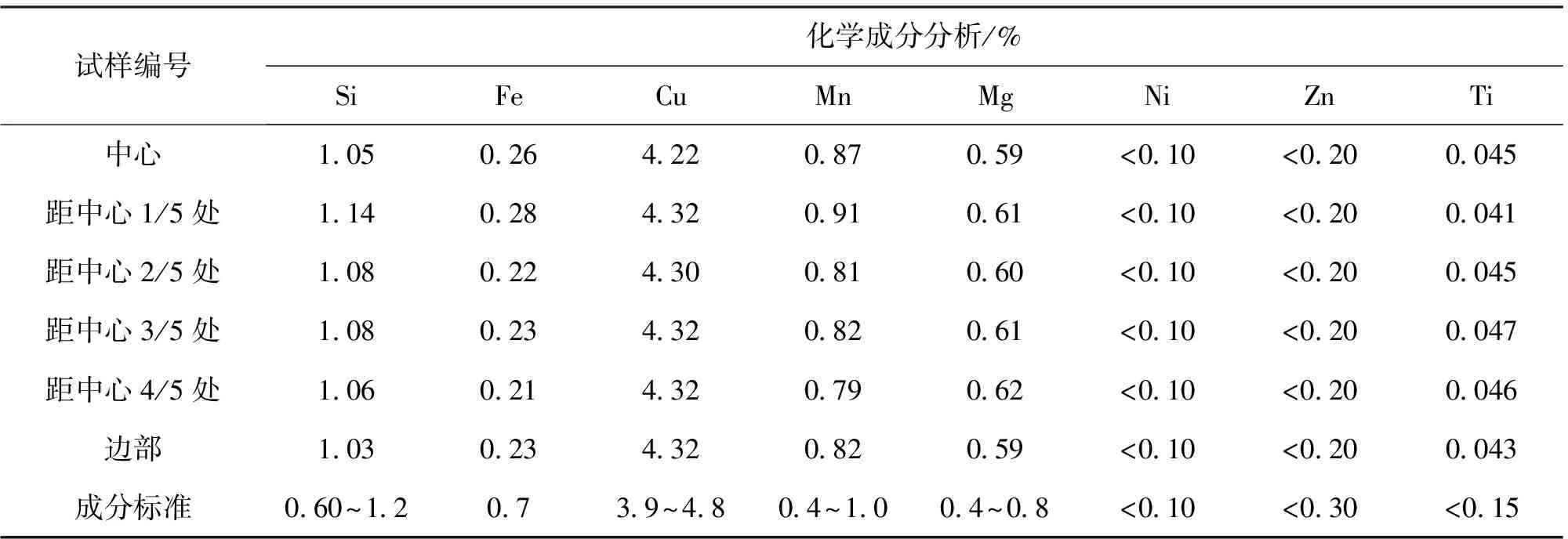
表1 LD10合金化學成分
由表1可以看出,鑄錠不同點的成分在一定范圍內有波動,其中作為主元素的Cu,其含量由鑄錠中心到邊部有升高的趨勢,這也符合成分偏析規律 ,總體來說,該鑄錠成分均符合標準要求。
3.4 鑄錠微觀組織
在鑄錠試片直徑方向上,由中心向邊部取6個20 mm×20 mm的試樣進行高倍組織分析,發現該鑄錠中心到邊部,晶粒的尺寸、枝晶間距逐漸變小,這說明邊部冷卻強度大,符合結晶規律。而且從夾雜物和疏松程度上觀察,中心部到邊部基本相同,說明所制定鑄造參數是合理的,不會造成中心部與邊部的金屬純凈度有很大差異。
4 分析與討論
4.1 LD10合金中各合金元素的作用
Cu元素:Cu是變形鋁合金中重要的合金元素,有一定的固溶時效作用,此外時效時析出的CuAl2相有明顯的時效強化效果;
Si和Mg元素:Si和Mg同時加入熔體中,可以形成Mg2Si相,起到強化作用;
Mn元素:Al- Mn合金的共晶溫度為658℃。在合金中形成MnAl6相,提高再結晶溫度,并能顯著細化再結晶晶粒。
Ti元素:Ti做為一種合金元素,在電爐出爐前以Al- Ti- B絲的形式加入到熔體中,Ti與Al形成TiAl2相,起到細化鑄造組織的作用。但Ti的細化效果會隨著Ti加入時間的延長而變弱,所以Ti不能在熔體中熔體停留過長,以免失效。
4.2 熔體質量
熔體的質量包括熔體的純凈度、氣體含量、成分的均勻性等方面。熔體的質量與熔煉方式、爐料結構、液體金屬停留時間,是否采用在線除氣凈化等方面有關。采用雙根鑄造方式生產LD10合金Φ720 mm×4000 mm規格鑄錠時,靜置爐熔體停留時間會縮短至4 h以上,可以減輕熔體吸氣的傾向性,同時可以減輕因熔體停留時間過長引起的比重偏析、熔體的氧化燒損等現象。
4.3 鑄造溫度
當采用雙根方式生產LD10合金Φ720 mm規格鑄錠時,可以適當降低鑄造除氣箱、過濾箱的溫度。
5 結論
(1)使用Φ720 mm規格雙根鑄造結晶器生產的LD10合金,其外觀、成分、組織均符合標準;
(2)雙根鑄造結晶器鑄造的LD10合金Φ720 mm規格鑄錠與單根鑄造對比,減少了鑄造時間,減輕了熔體吸氣、氧化的傾向性,有利于提高熔體的質量;
(3)采用雙根鑄造LD10合金Φ720 mm規格鑄錠可以產生巨大的經濟效益。
[1] 肖亞慶,謝水生,劉靜安.鋁加工技術使用手冊[M].北京:冶金工業出版社,2005.
DesignandProcessResearchofDoubleRootCastingToolofLD10AlloyΦ720mmIngot
HUANG Yan-chao, YIN Yun-xia, TENG Zhi-gui, HE Jun, XUE Peng, ZHANG Zhong-wei
(Northeast Light Alloy Co., Ltd. Harbin 150060, China)
This paper introduces design and production process of double root crystallizer for LD10 alloyΦ720 mm ingot, and analyses the alloy ingot quality, and gets the preliminary conclusions according to the analysis data.
crystallizer;design;LD10 alloy;production process
2014-10-26
黃巖超(1981-),男,黑龍江克東人,工程師,大學本科,主要從事鋁加工設備研究。
TG27
A
1003-8884(2014)06-0022-04
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
中國化肥信息(2020年7期)2020-03-19 01:54:02
藝術啟蒙(2018年7期)2018-08-23 09:14:18
中國軍轉民(2017年6期)2018-01-31 02:22:28
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44