不銹鋼封頭開裂分析及對策
2014-09-04 09:50:50支澤林王富岐陜西省鍋爐壓力容器檢驗所
中國特種設備安全 2014年2期
支澤林 王富岐 陜西省鍋爐壓力容器檢驗所
不銹鋼封頭開裂分析及對策
支澤林 王富岐 陜西省鍋爐壓力容器檢驗所
某封頭廠受壓力容器制造廠委托,壓制了8張材料牌號為304奧氏體不銹鋼橢圓型封頭。經檢查,鋼板規格為6000×1500×10mm和6400×1800×10mm,坯料直徑、外觀質量,均滿足成型要求。封頭廠采用兩次冷拉伸成型工藝,在2010年2月7日前壓制完畢并進行了切邊,同時對成型后的封頭進行了外觀、形狀、幾何尺寸等檢查,未見異常,遂被制造廠運走。在2010年2月12日后,發現封頭在直邊和圓弧部位沿垂直于封頭端面方向上均出現了開裂,長度約30~200mm,裂縫都為穿透性開裂,其中有一個封頭出現了20多處。
304奧氏體不銹鋼壓制封頭較普遍,但開裂情況較罕見。為此,本文針對304奧氏體不銹鋼封頭失效情況進行分析,找出開裂產生的原因和失效機理,提出解決對策。
1 檢查與試驗
取封頭直邊和圓弧部位沿開裂處,進行光譜分析、力學性能、彎曲性能和金相分析。
1.1 封頭開裂的宏觀形貌
封頭的材料為304,規格為φ1500×8mm和φ1400×8mm,封頭開裂的宏觀形貌如圖1所示。

圖1 封頭開裂的宏觀形貌
1.2 封頭材料化學成分
對封頭開裂和未開裂部位進行光譜分析,其化學成分滿足GB24511-95的標準要求。
1.3 金相分析
封頭開裂部位和未開裂部位金相組織如圖2所示,可以看出,兩個部位的金相組織均為奧氏體和形變馬氏體,晶粒度6~7級,清晰可見。壓制前金相組織應該是奧氏體(含孿晶)+碳化物+少量鐵素體。
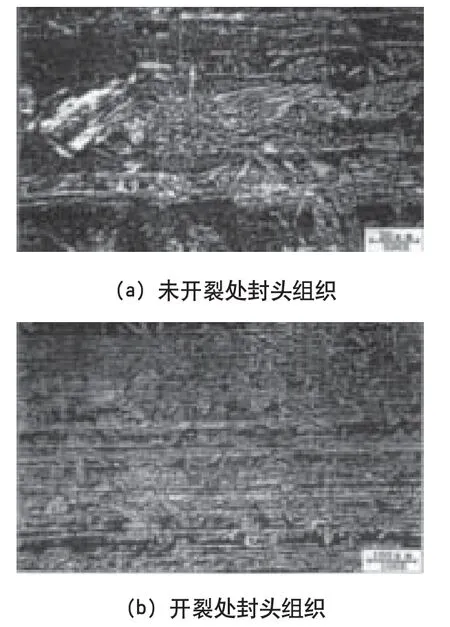
圖2 封頭的金相顯微組織
1.4 力學性能分析
力學性能試驗結果見表1。
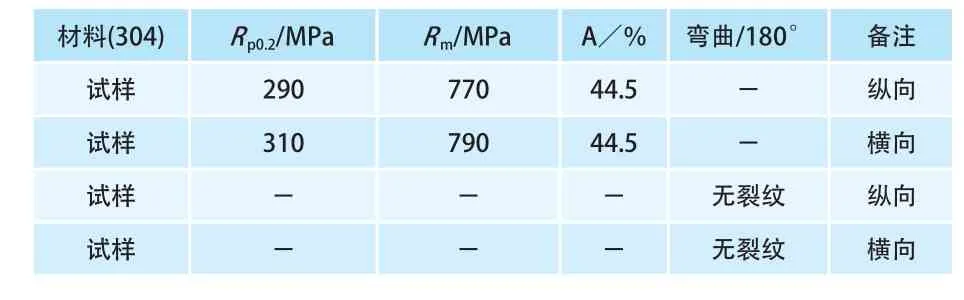
表1 力學性能
根據GB/T4237-2007,Rm≥520、Rp0.2≥206、A≥40%、力學性能符合標準。
2 結果討論
2.1 材料分析
經原廠家提供的《產品質量證明書》表明交貨狀態為:固溶、酸洗、熱軋。由于304鋼是奧氏體鋼,應該是無磁或弱磁性的,但原材料均呈較強磁性,斷裂端面結晶狀小刻面,呈“放射狀”。因此材料中可能會有較多鐵素體或不利于冷成型的馬氏體,材料因受拉應力作用沿著某些嚴格的結晶學平面分離的過程,為解理斷口。
2.2 工藝分析
由于冶煉時成分偏析或軋制后熱處理不當,會造成304不銹鋼中出現少量的馬氏體,化學成分和力學性能均有不同程度的超標,材料就會出現磁性,強度高于標準下限值很多。因此已經說明原材料的組織發生了變性,不屬嚴格意義上奧氏體不銹鋼類別,具備了奧氏體—馬氏體的強度、脆性、磁性的特性,不適合冷成形,或冷加工后做一定處理。
2.3 裂紋發生原因及失效機理
奧氏體不銹鋼在經過固溶處理后,具有良好的韌性,如若固溶處理不當或經過其它工藝后,部分奧氏體發生了組織變化,使材料含有馬氏體且具有磁性,材料強度加大,韌性降低,影響材料的冷拉伸性能,即使化學成分和力學性能均在標準范圍之內,也不一定完全滿足封頭冷拉伸成型的需要。在經過封頭壓制過程中,再經過冷拉伸后,部分奧氏體又轉化為馬氏體或鐵素體,材料的強度進一步加大,韌性變差,同時由于冬季,天氣比較冷,在拉伸后,靜置過程中,相當于一次簡單熱處理。
馬氏體不銹鋼在正常淬火溫度下處于γ相區,但γ相僅在高溫時穩定,Ms點一般在300℃左右,冷卻時轉變成為馬氏體,具有較高的強度和磁性,有較好熱加工性,適合采用熱成型。由于它的韌性差,冷加工成型不好,因而馬氏體不銹鋼應該采用完全退火熱成型,加熱溫度在850~900℃,成型后空冷。
在奧氏體不銹鋼中含有較多擴大γ相區和穩定奧氏體的元素,在高溫時均為γ相,冷卻時由于Ms在室溫以下,所以在常溫下具有穩定的單相奧氏體組織。由于加熱時沒有相變發生,不能通過熱處理相變使之強化,只能通過冷加工變形的方法,利用加工硬化作用提高它們的強度。經過固溶處理的奧氏體不銹鋼,由于所有的碳化物充分分散在晶體中,且經過快速冷卻又固定在其中,所以具有最低的強度,最高的塑性和優良的耐腐蝕性。
該鋼薄板材料冷加工以后,從微觀角度看,滑移面及晶界上將產生大量位錯,致使點陣產生畸變。變形量越大時,位錯密度越高,內應力及點陣畸變越嚴重,使其強度隨變形而增加,塑性降低(即加工硬化現象)。當加工硬化達到一定程度時,如繼續形變,便有開裂或脆斷的危險;在環境氣氛作用下,放置一段時間后,工件會自動產生晶間開裂(通常稱為“季裂”)。所以304不銹鋼在沖壓成形過程中,一般都必須進行工序間的軟化退火(即中間退火),以降低硬度,恢復塑性,以便能進行下一道加工。304不銹鋼通常用做沖壓板材,其沖壓件上各部分材料的變形程度各不相同,大致在15%~40%之間,因此各部分材料的硬化程度也不一樣。為了選擇其最佳的中間退火工藝,必須對其加工硬化和退火軟化的規律和機理進行深入的研究。不同溫度、不同拉伸形變量與馬氏體含量的關系,室溫下(25℃)形變量小于10%時,304不銹鋼僅有少量的馬氏體相變,當形變量在10%~40%之間時,馬氏體含量隨形變量的增大而增加得較快,馬氏體含量由0.7增至6.8。低溫下馬氏體轉變隨拉伸形變量增大而變化較大,形變量在6%以上時,馬氏體含量就開始迅速增加,形變量為20%時,馬氏體相變量已達到23%。同一形變量低溫時產生的馬氏體量要比室溫時高得多,可見低溫有利于形變誘發馬氏體相變,材料經160℃下拉伸后,其馬氏體含量沒有變化,說明在這個溫度下拉伸,304不銹鋼不會產生形變誘發的馬氏體相變。
1)奧氏體304不銹鋼在室溫或更低的溫度下進行不同形式的冷加工形變均會產生馬氏體相變。
2)相同的冷加工方式,隨著形變量的增大,馬氏體相變量增加。
3)形變誘發馬氏體相變中存在高密度的位錯,得到的馬氏體組織以板條馬氏體為主。
馬氏體轉變符合一般相變的規律,遵循相變的熱力學條件,馬氏體相變的驅動力為新相與母相的化學能之差。在塑性形變的過程中,給體系增加的自由能可以克服兩相轉變間的自由能之差,從而導致材料組織結構的變化,從晶體學角度而言馬氏體相變是一種實際上沒有擴散的點陣畸變的組織轉變,它的切變分量和最終的形狀變化應當使轉變過程中動力學及形態受應變能控制,母相與新相之間具有明顯的晶體學取向關系。
3 防止對策
1)對于奧氏體-馬氏體不銹鋼,為了安全起見,建議采用熱壓成型工藝,按照恢復馬氏體組織的溫度要求進行相應的熱處理,以保證質量。
2)冷加工導致304奧氏體不銹鋼位錯增加,位錯密度隨冷加工變形量的增加而增大。因此,必須提高軋制工藝水平,制定出比較合理的軋制速度、軋制道次、壓下率、軋制油、軋輥材質及表面精度參數。
3)原材料在保證質量的前提下,考慮冷加工后進行熱處理,避免馬氏體轉變后的應力腐蝕問題。
1 王立梅.影響冷軋不銹鋼的質量、性能因素及預防措施四.濰坊學院學報,2005,5(2):62-64
2 陸世英.不銹鋼.北京:原子能出版社,1995.183-216
3 劉偉,李志斌,王翔等.應變速率對奧氏體不銹鋼應變誘發a’-馬氏體轉變和力學行為的影響.金屬學報,2009,44(3):285-291
4 嚴慕容,陳美貞.退火對304不銹鋼拉伸坯料力學性能的影響.農機化研究,2002,11(4):151-153
2013-07-30)
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
