平面二次包絡(luò)環(huán)面蝸桿數(shù)控加工誤差分析研究
2014-09-04 00:31:00
(四川工程職業(yè)技術(shù)學(xué)院,四川 德陽 618000)
平面二次包絡(luò)環(huán)面蝸桿副是20世紀(jì)70年代由我國首創(chuàng)的一種優(yōu)良傳動(dòng)副[1]。作為一種可靠的重載傳動(dòng)副,它具有承載能力強(qiáng)、傳動(dòng)效率高、使用壽命長等優(yōu)點(diǎn),廣泛應(yīng)用于冶金礦山機(jī)械、化工硫化機(jī)械、軍艦和船舶甲板機(jī)械[2]。雖然平面二次包絡(luò)環(huán)面蝸桿副是我國的原創(chuàng)技術(shù),但是加工高精度蝸桿副比較困難;所以,國內(nèi)平面二次包絡(luò)環(huán)面蝸桿傳動(dòng)與國外的類似蝸桿傳動(dòng)產(chǎn)品相比還是存在較大差距[3-10]。在機(jī)械加工中,機(jī)床加工精度最終是由刀具與工件間的相對(duì)位移決定的,刀具與工件間的誤差可用誤差數(shù)學(xué)模型來表示。本文根據(jù)多體系統(tǒng)理論及運(yùn)動(dòng)副的誤差運(yùn)動(dòng)學(xué)原理對(duì)包含2個(gè)移動(dòng)副和2個(gè)轉(zhuǎn)動(dòng)副并考慮幾何誤差和熱誤差等共計(jì)37個(gè)誤差元素的四軸數(shù)控蝸桿加工機(jī)床建立空間幾何誤差模型[3]。
1 理論基礎(chǔ)
第1次包絡(luò)過程的坐標(biāo)設(shè)置如圖1所示。Sj為蝸桿的靜坐標(biāo)系。S1為與蝸桿固聯(lián)的動(dòng)坐標(biāo)系。S0為工作臺(tái)的固定坐標(biāo)系,也即蝸輪的靜坐標(biāo)系。S2為與工作臺(tái)一起轉(zhuǎn)動(dòng)的動(dòng)坐標(biāo)系即蝸輪的動(dòng)坐標(biāo)系[4]。

圖1 包絡(luò)坐標(biāo)系的建立
利用空間嚙合原理和旋轉(zhuǎn)變換矩陣法可推導(dǎo)出蝸桿理論廓面方程為:
(1)
由蝸桿齒面方程[1]可知,式(1)為關(guān)于u和φ2(φ1)的函數(shù),且其齒面接觸線為直線。φ2、φ1分別為第2次和第1次包絡(luò)轉(zhuǎn)角。當(dāng)確定某一φ2(φ1)值時(shí),即得到某一時(shí)刻蝸桿齒面上的一條接觸線,此時(shí)變換u值即可得此接觸線上沿齒高方向的不同點(diǎn)。φ2和u值范圍可由以下幾何關(guān)系[5]求得:
(2)
式中:φi為蝸桿工作起始角;φh為蝸桿工作半角;rf2、ra2分別為與蝸桿配對(duì)的蝸輪的齒根圓弧半徑和齒頂圓弧半徑。
構(gòu)造蝸桿齒面時(shí),首先將工作角φ2以一定的步長進(jìn)行離散,然后在每一確定的φ2處取u的最大值和最小值分別代入蝸桿齒面方程式即可得到接觸線兩端點(diǎn),最后將所有點(diǎn)擬合即可得蝸桿齒面。
2 機(jī)床幾何空間誤差建模理論
本節(jié)詳細(xì)介紹蝸桿加工數(shù)控機(jī)床的結(jié)構(gòu)、低序陣列圖以及低序體陣列表。下面根據(jù)機(jī)床結(jié)構(gòu)給出各軸運(yùn)動(dòng)誤差。圖2中四軸加工機(jī)床在實(shí)際加工中每根運(yùn)動(dòng)軸將包含6項(xiàng)運(yùn)動(dòng)誤差:TMX、TMY、TMZ、RMX、RMY、RMZ。其中,RMX、RMY、RMZ是轉(zhuǎn)動(dòng)誤差,TMX、TMY、TMZ是移動(dòng)誤差。機(jī)床在加工工件過程中所有的誤差都是在變化的,所以移動(dòng)量與轉(zhuǎn)動(dòng)量也是變化的;因此,機(jī)床就產(chǎn)生了24(4×6)項(xiàng)運(yùn)動(dòng)誤差。同時(shí),主軸產(chǎn)生3項(xiàng)熱漂移誤差,X、Y、A、B軸又會(huì)產(chǎn)生4項(xiàng)垂直誤差,分別是Sxz、Sax、Say、Syx、Sab,一共37項(xiàng)誤差。T、R、S分別表示移動(dòng)誤差、轉(zhuǎn)動(dòng)誤差、垂直度誤差[6]。求出的各特征矩陣如下。

圖2 蝸桿加工機(jī)床示意圖
1)主軸與Y軸的轉(zhuǎn)換矩陣
(3)
2)Y軸的轉(zhuǎn)動(dòng)變換矩陣
VXY=[VXY]pe[VXY]s[VXY]se=
(4)
其中,Y為其角位移。
3)X軸的移動(dòng)變換矩陣
VZX=[VZX]pe[VZX]s[VZX]se=
(5)
其中,X為其角位移。
4)Z軸的移動(dòng)變換矩陣
VOZ=[VOZ]s[VOZ]se=
(6)
其中,Z為其移動(dòng)位移。
5)A軸的轉(zhuǎn)動(dòng)變換矩陣
VOA=[VZX]pe[VZX]s[VZX]se=
(7)
其中,A表示其角位移。
6)B軸的轉(zhuǎn)動(dòng)變換矩陣
VTB=[VTB]pe[VTB]s[VTB]se=
(8)
其中,B表示其角位移。
設(shè)刀尖點(diǎn)在刀具坐標(biāo)系的位置矢量t=[0 0 0]T,理論切削點(diǎn)在工件坐標(biāo)系中的位置矢量w=[xWyWzW]T,那么刀尖點(diǎn)和理論切削點(diǎn)在機(jī)床床身坐標(biāo)系中的位置矢量tO、wO分別為:


(9)
式中:VOZVZXVXYVYT表示從刀具到床身的刀具分支坐標(biāo)變換矩陣;VOA表示從工件到床身的工件分支坐標(biāo)變換矩陣。
令e=[ΔxΔyΔz]T表示機(jī)床加工的誤差矢量,則有
(10)
用牛頓迭代法[5]求解和φc的值,將其代入理論工作廓面方程即可得蝸桿理論廓面上點(diǎn)P2的坐標(biāo)(x,y,z)。平面二次包絡(luò)環(huán)面蝸桿廓面的法向誤差為
(11)
式中:P1是誤差點(diǎn);P2是蝸桿理論廓面上的點(diǎn)。
將式(3)—(10)的變換矩陣帶入式(11),計(jì)算得機(jī)床加工蝸桿廓面誤差
Re=R·VOZVZXVXYVYTVTB-C
(12)
式中C為蝸桿毛坯的轉(zhuǎn)動(dòng)中心在第1次包絡(luò)坐標(biāo)系的位矢量。
3 計(jì)算結(jié)果與實(shí)例分析
3.1 蝸桿法向誤差計(jì)算
本文以一蝸桿計(jì)算為例進(jìn)行分析。蝸桿的具體參數(shù):中心距a=200 mm,基圓半徑rb=65 mm,蝸桿分度圓直徑d1=70 mm,母平面傾角β=10°35′,蝸桿頭數(shù)=1,傳動(dòng)比i=40,蝸桿工作起始角φi=7°14′,蝸桿工作半角φh=15°5′,rf2=157.575 mm,ra2=170.775 mm。
由式(1)、(2)可得φ2、u的范圍分別是:7°14′≤φ2≤39°10′;143.544 mm≤u≤157.920 mm。誤差計(jì)算時(shí)蝸桿坐標(biāo)系X2=h的步長取為1 mm,S2動(dòng)坐標(biāo)系轉(zhuǎn)角φ2的步長取為4°進(jìn)行計(jì)算。
設(shè)各軸誤差偏移量為1×10-3mm,角誤差轉(zhuǎn)動(dòng)量為0.5×10-6rad,誤差數(shù)據(jù)如圖3—8。

圖3 X軸誤差對(duì)法向誤差的影響
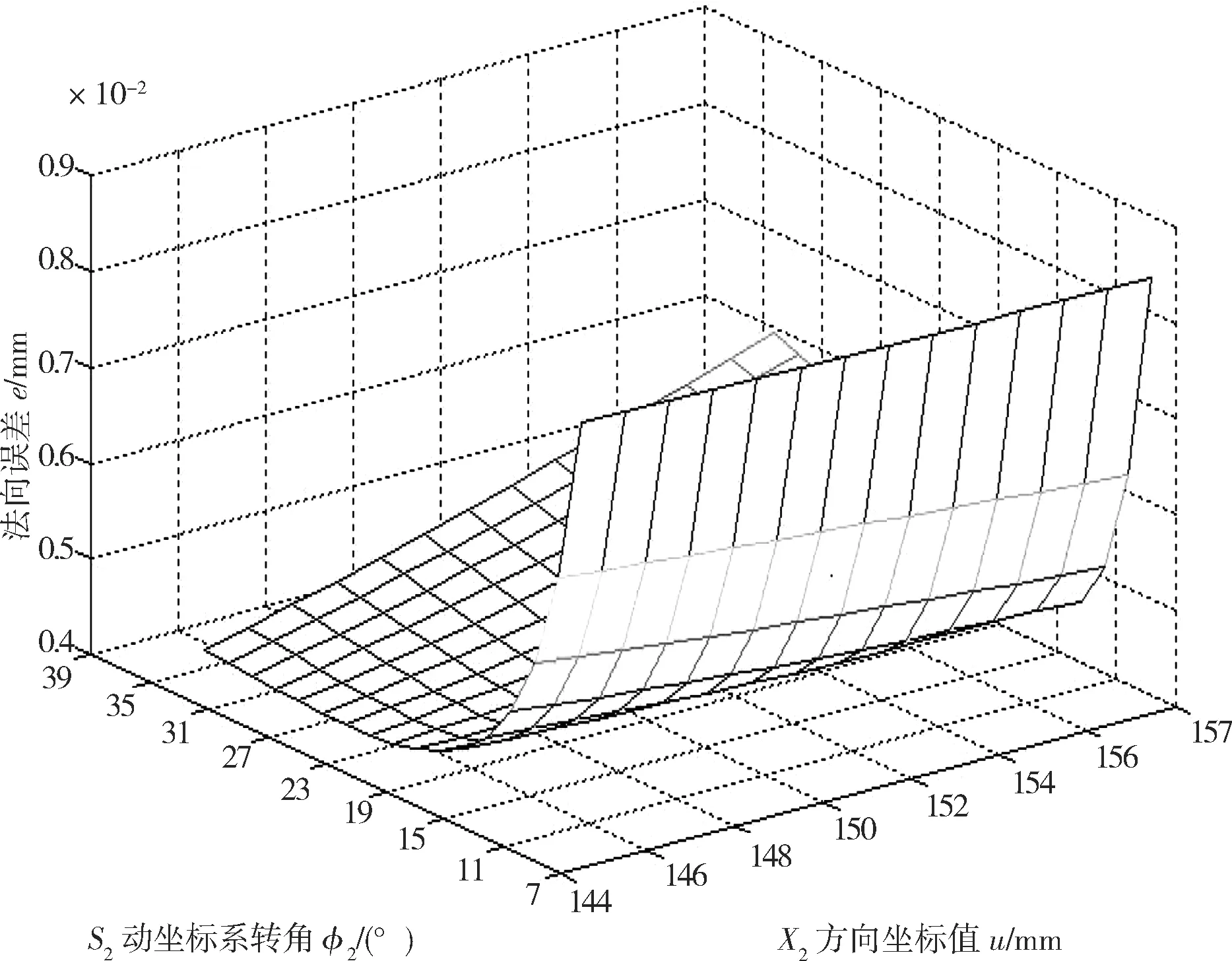
圖4 Y軸誤差對(duì)法向誤差的影響
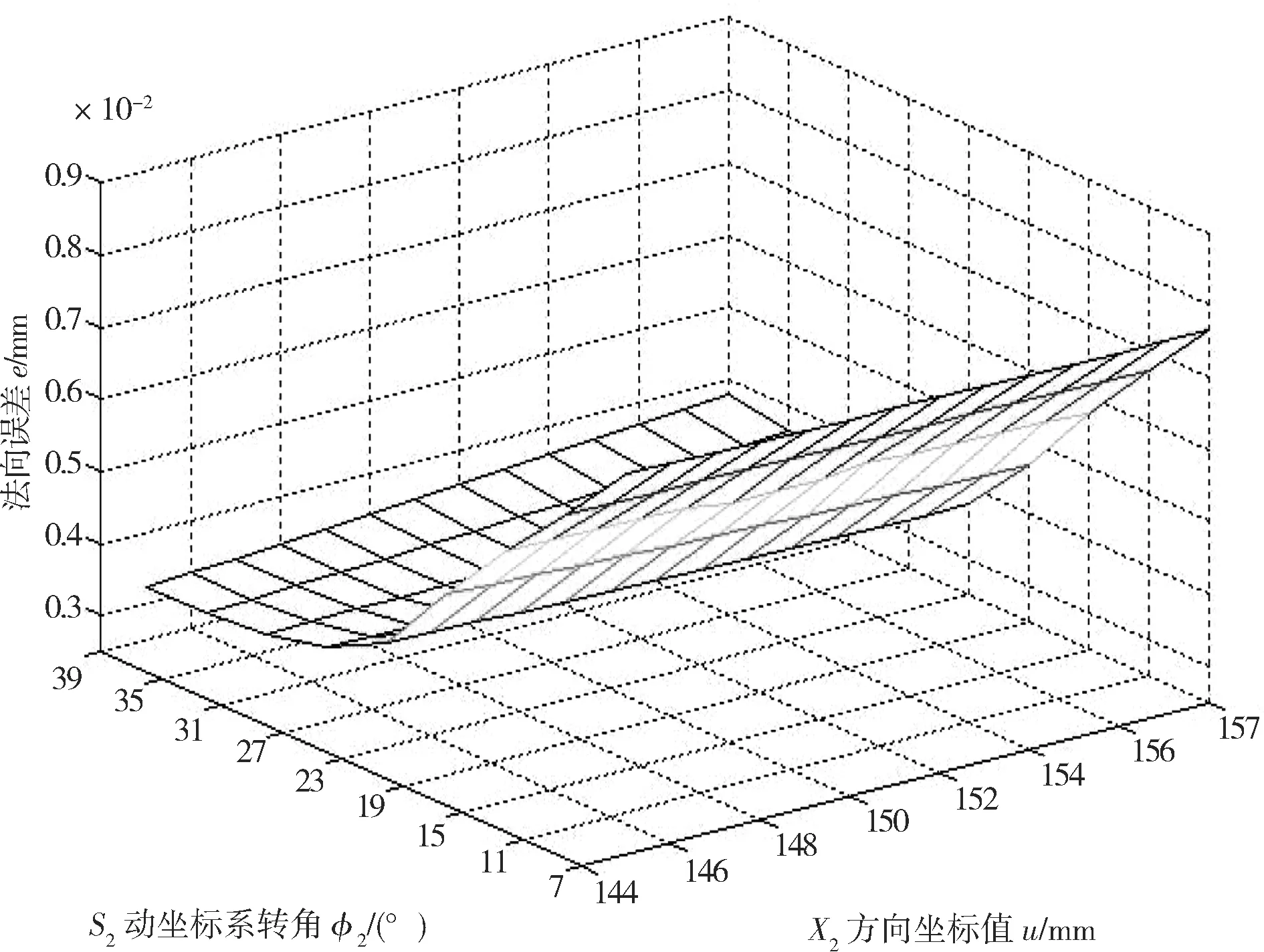
圖5 Z軸誤差對(duì)法向誤差的影響

圖6 A軸誤差對(duì)法向誤差的影響

圖7 綜合誤差對(duì)法向誤差的影響
3.2 結(jié)果分析
如圖3—8所示,在蝸桿副數(shù)控機(jī)床切削加工中,根據(jù)輸出的蝸桿副誤差輸出數(shù)據(jù),取機(jī)床原始誤差對(duì)蝸桿法向誤差的影響平均值進(jìn)行排序,從大到小為Z軸、主軸、A軸、X軸。
X軸對(duì)法向誤差的影響在7°~23°區(qū)間遞減,在23°~39°區(qū)間上升,沿著u方向誤差增加,如圖3所示。Y軸對(duì)法向誤差的影響在7°~19°區(qū)間遞減,在19°~39°區(qū)間沿著u方向增加0.002 mm,如圖4所示。Z軸對(duì)法向誤差的影響在7°~23°區(qū)間線性遞減,在23°~39°區(qū)間變化不大,且沿u坐標(biāo)方向誤差很小,可以認(rèn)為u對(duì)Z軸的誤差幾乎沒影響,如圖5所示。A軸對(duì)法向誤差的影響在7°~19°區(qū)間遞減,在23°~39°區(qū)間變化不大,且沿u方向的誤差遞增,Δe≤0.001 mm。綜合誤差對(duì)法向誤差的影響在7°~23°區(qū)間遞減,在23°~39°區(qū)間遞增呈U型分布,在23°取得最小,e=0.003 mm。
4 結(jié)論
1)引入數(shù)控機(jī)床各軸運(yùn)動(dòng)誤差到平面二次包絡(luò)環(huán)面蝸桿廓面誤差分析中,推導(dǎo)出包含機(jī)床各軸運(yùn)動(dòng)誤差的平面二次包絡(luò)環(huán)面蝸桿誤差廓面方程,給出了平面二次包絡(luò)環(huán)面蝸桿廓面法向誤差的計(jì)算方法。
2)通過實(shí)例計(jì)算分析,其結(jié)果表明,機(jī)床綜合誤差對(duì)平面二次包絡(luò)環(huán)面蝸桿廓面精度影響較大,所以在平面二次包絡(luò)環(huán)面蝸桿實(shí)際加工過程中必須嚴(yán)格控制這些綜合誤差。
3)本文的研究成果對(duì)于數(shù)控機(jī)床各軸運(yùn)動(dòng)誤差補(bǔ)償和平面二次包絡(luò)環(huán)面蝸桿廓面精度的預(yù)測以及高精度平面二次包絡(luò)環(huán)面蝸桿的制造提供了理論參考。
[1]周良墉. 環(huán)面蝸桿的曲率修形原理[J]. 機(jī)械工程學(xué)報(bào), 2002, 38(2): 112-115.
[2]Chen K, Tsay C. Mathematical Model and Worm Wheel Tooth Working Surfaces of the ZN-type Hourglass Worm Gear Set[J]. Mechanism and Machine Theory, 2009,44(9): 1701-1712.
[3]任永強(qiáng),楊建國,竇小龍,等. 五軸數(shù)控機(jī)床綜合誤差建模分析[J]. 上海交通大學(xué)學(xué)報(bào):自然科學(xué)版, 2003,37(1): 70-75.
[4]夏江敬, 胡劍,張仲甫,等.平面二次包絡(luò)環(huán)面蝸輪副三維建模與數(shù)控仿真[J]. 武漢理工大學(xué)學(xué)報(bào):信息與管理工程版, 2003,25(1): 81-83.
[5]黃安貽,夏江敬,張仲甫,等. 平面包絡(luò)環(huán)面蝸桿嚙合齒面的結(jié)構(gòu)特性及其應(yīng)用[J]. 武漢理工大學(xué)學(xué)報(bào):信息與管理工程版, 2003,25(1):67-70.
[6]粟時(shí)平,李圣怡. 多體系統(tǒng)理論在數(shù)控加工精度軟件預(yù)測中的應(yīng)用[J]. 組合機(jī)床與自動(dòng)化加工技術(shù), 2004 (3) :28-32.
[7]單樂生,徐燕申,陳永亮,等. 基于CAD平臺(tái)及其開發(fā)工具的箱體類零件CAD/CAPP集成系統(tǒng)開發(fā)技術(shù)[J]. 制造業(yè)自動(dòng)化, 1999 (5) :15-18.
[8]Zhao Y D, Su Z Zhang. Meshing Analysis and Technological Parameters Selection of Dual Tori Double-enveloping Toroidal Worm Drive[J]. Mechanism and Machine Theory, 2010, 45(9): 1269-1285.
[9]Oiwa T K , Kobayashi A Toyama. Grinding of Highly Accurate Hourglass Worm Gears: Trial Manufacture of the Worm Grinding Device[J]. Precision Engineering, 1990, 12(2): 85-90.
[10]段振云,金嘉琦,鄭鵬,等. 齒輪整體誤差測量過程的平差效應(yīng)[J]. 機(jī)械工程學(xué)報(bào), 2001,37 (2) :55-57.
