某重型汽車擋泥板成形過程模擬與工藝優(yōu)化
2014-09-04 00:31:04李明昆1曾慶生1何太碧
李明昆1, 曾慶生1,何太碧
(1.南華大學(xué)機(jī)械工程學(xué)院,湖南 衡陽 421001;2.西華大學(xué)交通與汽車工程學(xué)院,四川 成都 610039)
汽車覆蓋件大都是空間曲面結(jié)構(gòu),其形狀復(fù)雜,在沖壓成形中變形規(guī)律不易被掌握,從而增加了覆蓋件沖壓模具的設(shè)計(jì)難度。在某些覆蓋件中大部分的部位平坦,這些部位面積大、深度小、曲率小,在拉深成形過程中存在塑性變形小、拉延不充分現(xiàn)象,容易導(dǎo)致剛度不足、回彈大、零件幾何形狀偏差大等問題。如何解決這些問題,對模具設(shè)計(jì)提出了更高要求。傳統(tǒng)的模具設(shè)計(jì)主要靠經(jīng)驗(yàn),并反復(fù)對模具進(jìn)行調(diào)試,其工藝參數(shù)優(yōu)化是一個非常耗費(fèi)時間、人力、物力的過程[1-2]。
隨著計(jì)算機(jī)技術(shù)的不斷發(fā)展,數(shù)值模擬技術(shù)已經(jīng)廣泛地應(yīng)用在汽車覆蓋件模具的生產(chǎn)中[3]。利用數(shù)值模擬技術(shù)對金屬板料沖壓成形過程中的材料流動進(jìn)行模擬,能有效預(yù)測板料的形狀變化和應(yīng)力分布,并通過對工藝及參數(shù)合理優(yōu)化,成形出合格的零件,減少試模、修模工作,降低成本費(fèi)用,提高生產(chǎn)效率,從而提高市場競爭能力[4-6]。
某重型汽車擋泥板如圖1所示,屬于淺盒型拉延件,在成形工藝中突出的問題是成形不足、回彈等。針對其成形工藝特點(diǎn),本文運(yùn)用板料成形分析軟件Dynaform對其進(jìn)行數(shù)值模擬分析研究,通過對工藝補(bǔ)充面、拉延筋的優(yōu)化,解決該零件在成形過程中的拉延不充分等問題。

圖1 零件模型
1 產(chǎn)品及工藝方案分析
1.1 產(chǎn)品分析
某重汽擋泥板屬于淺拉深件,產(chǎn)品模型如圖1所示。在擋泥板大面積的平坦部位A1、A2、A3、A4處容易出現(xiàn)拉延不充分。為消除以上缺陷,采用美國ETA公司的Dynaform模擬軟件對其進(jìn)行模擬分析,并主要對工藝補(bǔ)充面和拉延筋參數(shù)進(jìn)行優(yōu)化,以達(dá)到產(chǎn)品要求。
1.2 工藝方案
基于零件左右對稱的特點(diǎn),本次模擬可采用拉深一次兩件成形的方法,便于確定合理的拉深方向。本次模擬采用拉延—切邊、沖孔—翻邊工序完成此零件。
1.3 初始工藝補(bǔ)面建模
在三維建模軟件UG里對模型進(jìn)行工藝面的補(bǔ)充,完成補(bǔ)孔和壓料面的創(chuàng)建,處理完成后的模型如圖2所示。

圖2 初始工藝補(bǔ)充模型
2 數(shù)值模擬分析
2.1 參數(shù)設(shè)定
1)材料力學(xué)性能。板料為ST12,料厚t=1.5 mm,厚向指數(shù)R=1.10,屈服強(qiáng)度=280 MPa,抗拉強(qiáng)度=410 MPa。
2)材料屈服模型。采用 3參數(shù)Barlat 屈服模型。
3)有限元模型。有限元模型(包括凸模、凹模、壓邊圈、板料) 如圖 3所示,共有 20 612 個單元, 板料毛坯采用 Belytschko_Tsay 薄殼元,初始網(wǎng)格為864個單元,計(jì)算時網(wǎng)格進(jìn)行自適應(yīng)劃分。模型中凸模、凹模、壓邊圈假定為剛性, 板坯材料采用冪指數(shù)彈塑性模型描述。
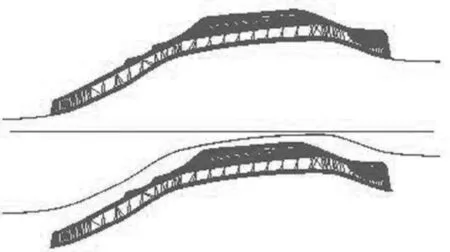
圖3 有限元模型
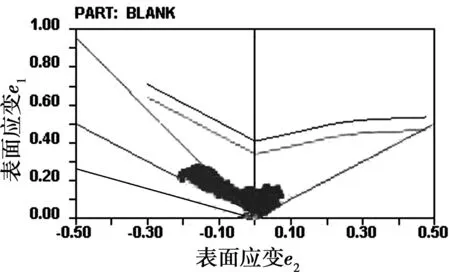
2.2 初始工藝方案模擬結(jié)果分析
圖4是板料在下死點(diǎn)位置的FLD圖。由圖可知,在加強(qiáng)筋結(jié)構(gòu)處拉延充分,但在覆蓋件平坦部位上,存在大面積的拉延不充分的現(xiàn)象,并且在板料上有4處存在大面積起皺的趨勢。因?yàn)槠鸢檯^(qū)域在產(chǎn)品型面內(nèi),無法在后續(xù)工序中切除,所以會對產(chǎn)品造成重大質(zhì)量影響。合理的工藝補(bǔ)充可以保證板料在成形過程中受到較大的拉力,減少起皺的可能性,并且有足夠的塑性變形量,保證其能有良好的形狀精度和剛度[7-8]。布置拉延筋可以控制板料進(jìn)料的速度、調(diào)節(jié)進(jìn)料阻力的分布,有利于板料的塑性變形;因此可通過優(yōu)化工藝補(bǔ)充和拉延筋,從而使板料成形更充分。
2.3 工藝補(bǔ)充優(yōu)化及模擬分析
1)工藝補(bǔ)充的優(yōu)化。
工藝補(bǔ)充設(shè)計(jì)是為順利拉深成形而添加的部分材料。工藝補(bǔ)充要求簡化拉深件結(jié)構(gòu)形狀、保證良好的塑性變形、有利于后續(xù)的工序。因?yàn)榇肆慵捎秒p件拉深,所以在補(bǔ)充工藝面時要求:拉深件的拉深方向能夠很容易確定、拉深件的深度盡量淺、中間工藝補(bǔ)充部分要有一定的寬度。根據(jù)以上設(shè)計(jì)要求并經(jīng)過多次調(diào)整,得到如下的工藝補(bǔ)充方案:將制件寬度方向和長度上的補(bǔ)充線長增加到200 mm,從而增加對型面的成形阻力,提高材料的塑性變形區(qū);補(bǔ)充面的過渡圓角加大到150 mm,以提高材料在過渡區(qū)的流動性,防止開裂現(xiàn)象的出現(xiàn)。圖5為工藝補(bǔ)充后的模型。
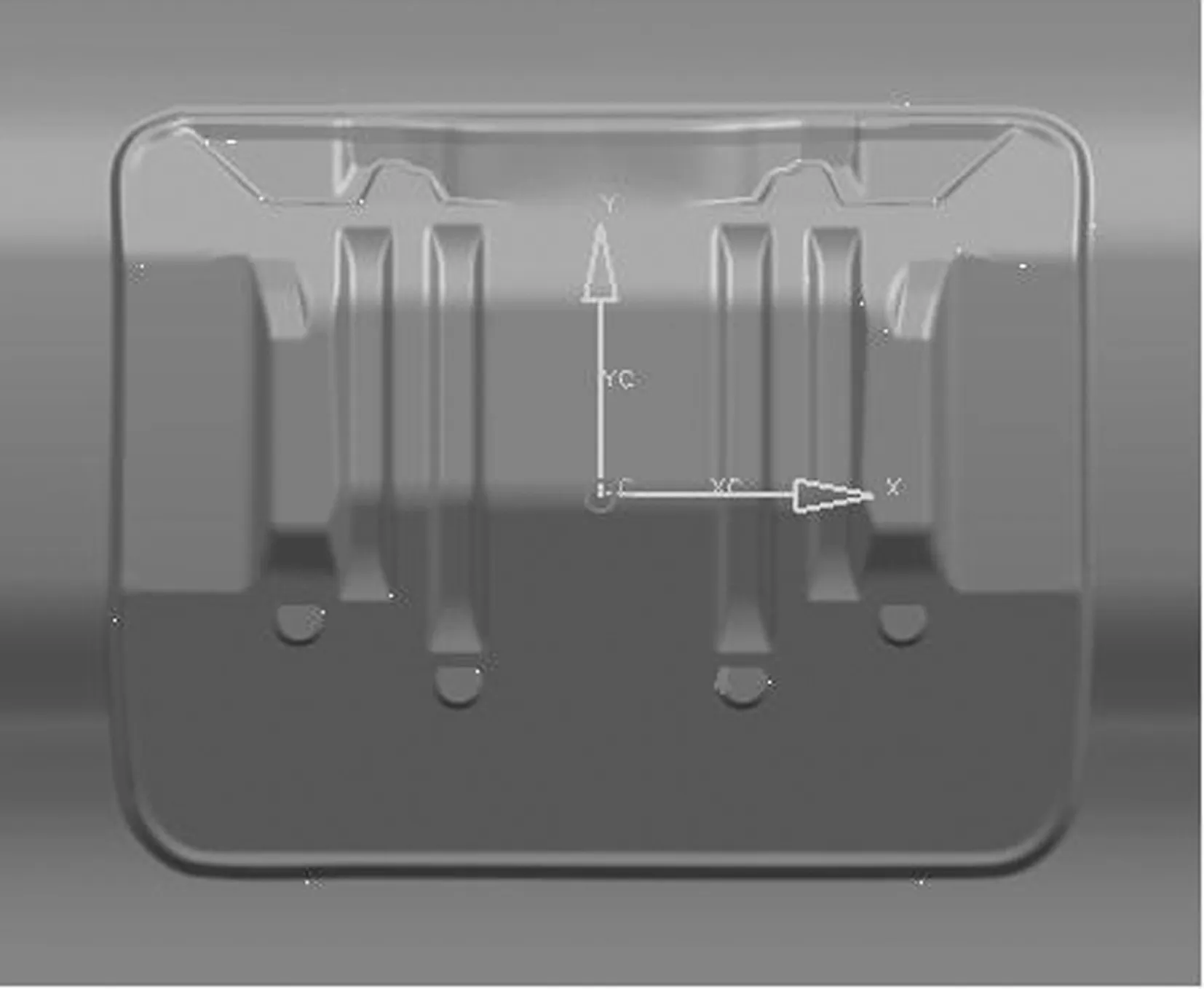
圖5 優(yōu)化工藝補(bǔ)充模型
2)優(yōu)化結(jié)果模擬分析。
由于將工藝補(bǔ)充改為圖5的模型,在此工藝補(bǔ)充面中,增加向覆蓋件內(nèi)部凹進(jìn)和外部凸起的局部形狀。這些局部形狀的成形一般不能從相鄰區(qū)域得到材料的補(bǔ)充,其成形性質(zhì)為脹形成形,所以有利于改善拉延不充分和產(chǎn)品型面內(nèi)起皺現(xiàn)象。圖6是模擬分析的FLD圖。可以看出,優(yōu)化后對拉延不充分得到一定的改善,并且在實(shí)際生產(chǎn)中,也更利于后續(xù)工序模具設(shè)計(jì),但拉延不充分現(xiàn)象并未完全消除,需進(jìn)一步優(yōu)化其他參數(shù)進(jìn)行改進(jìn)。
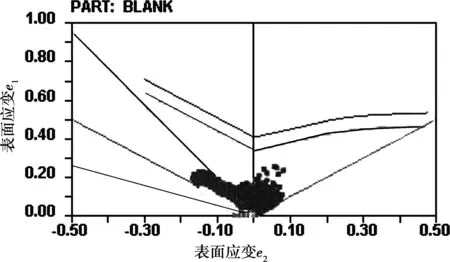
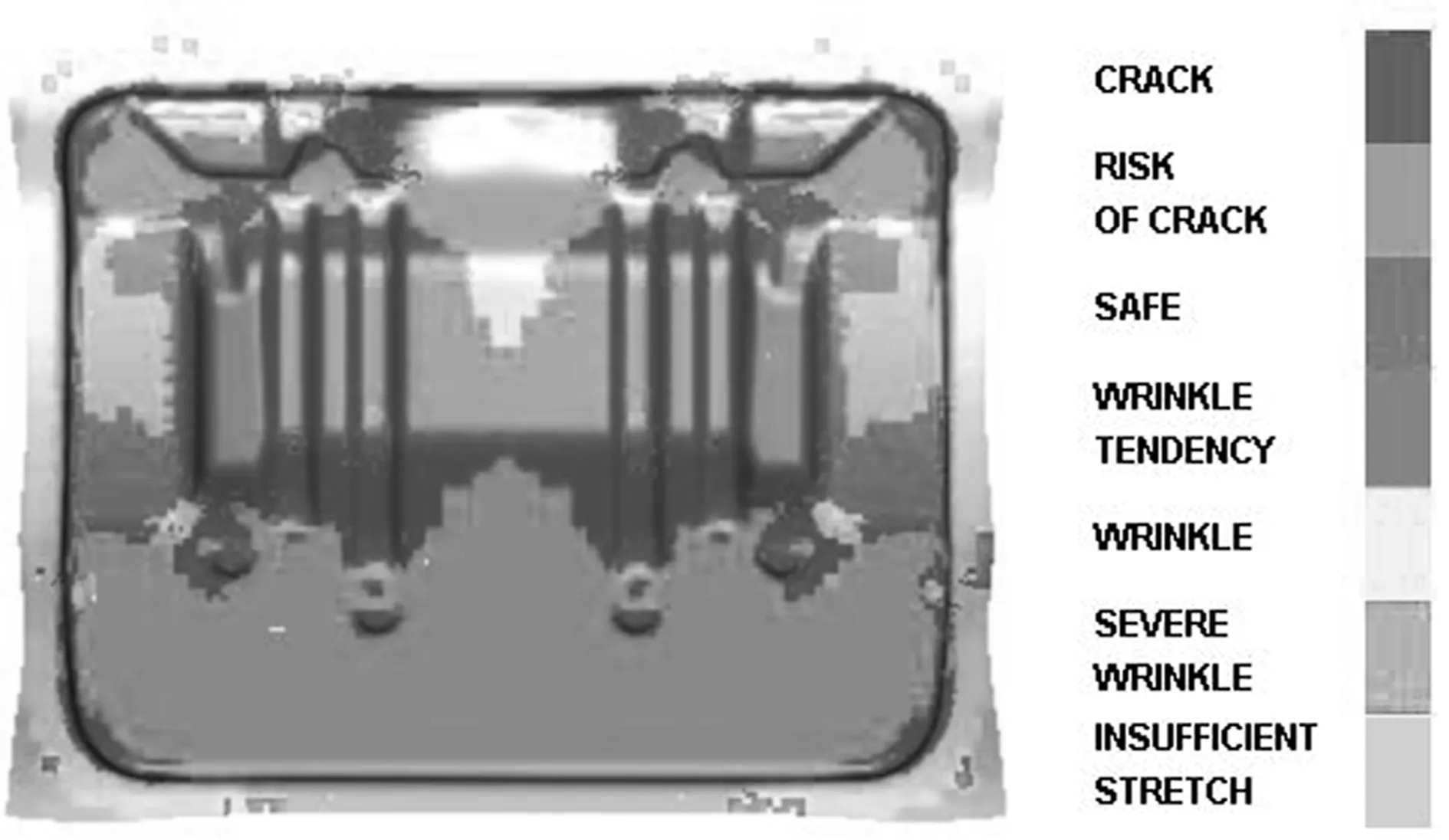
圖6 優(yōu)化工藝補(bǔ)充FLD圖
2.4 拉延筋的優(yōu)化及模擬分析
1)拉延筋的優(yōu)化。
擋泥板的拉深深度不大,塑性變形小,設(shè)置拉延筋能較大地增加流動阻力,使材料能產(chǎn)生較大的塑性變形。凹模內(nèi)輪廓的側(cè)壁和圓角處之間曲率變化比較大,沖壓成形時變形的差別會比較大。由于直線部分毛坯產(chǎn)生彎曲變形,壓料面作用力小,為補(bǔ)償變形阻力不足,在直線處布置B型拉延筋;圓形輪廓處,毛坯的變形屬于拉深變形,有切向壓應(yīng)力存在,壓料面作用力較大,考慮到拉深深度小,在圓形輪廓處布置A型拉延筋。拉延筋參數(shù)見表1,整體布置如圖7所示。
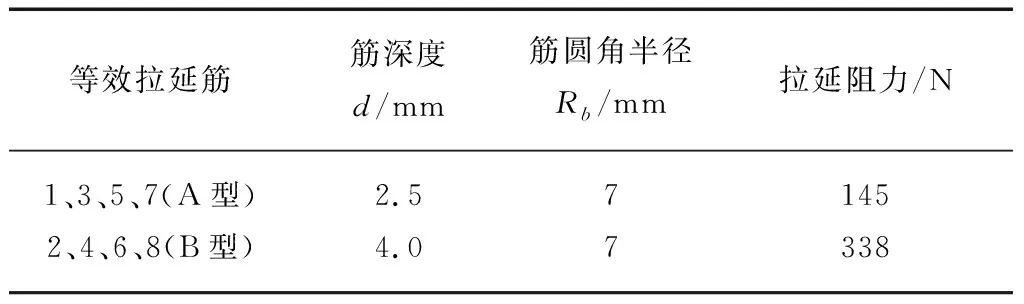
表1 拉延筋參數(shù)表

圖7 拉延筋布置圖
2)拉延筋優(yōu)化模擬分析。
模擬結(jié)果如圖8所示,大部分拉延充足,只有少部分拉延不充足,拉延不充足的區(qū)域大部分在后面工序?qū)⒈磺谐挥泻苌俚牟糠至粼诹慵兔嫔希瑢?/p>
零件的質(zhì)量影響很小,并且在零件型面處沒有破裂和起皺,達(dá)到了產(chǎn)品合格的要求。該產(chǎn)品成形過程合理的拉延筋高度為:較淺拉延筋確定為2.5 mm;較深拉延筋確定為4 mm。如圖7所示的拉延筋分布為合理布置位置。
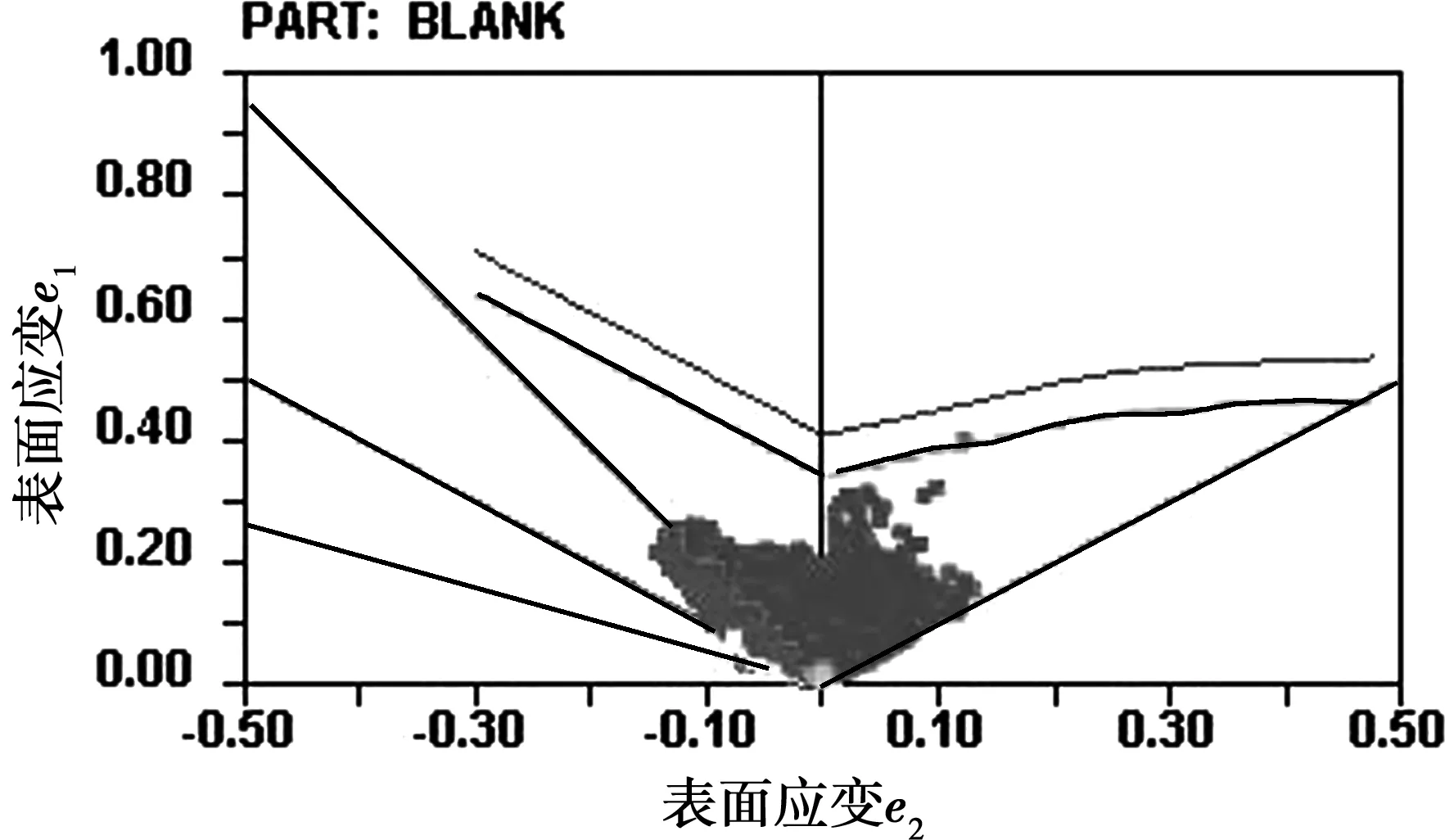

圖 8 改進(jìn)拉延筋FLD圖
3 結(jié)束語
根據(jù)數(shù)值模擬結(jié)果進(jìn)行模具設(shè)計(jì)和試模,沖制產(chǎn)品的剛度、幾何外形尺寸達(dá)到了產(chǎn)品設(shè)計(jì)要求,因此得到以下結(jié)論。
1)對于解決板料成形中的缺陷問題,數(shù)值模擬技術(shù)是一種快速有效的手段;
2)類似擋泥板這種淺拉延零件,容易出現(xiàn)的問題是拉延不足,因此,需要從工藝補(bǔ)充面和拉延筋設(shè)計(jì)方面予以重點(diǎn)考慮;
3)在解決拉延不足的問題時要重視成形過程可能出現(xiàn)局部起皺和開裂的問題。
[1]王秀鳳,郎利輝.板料成形CAE設(shè)計(jì)及應(yīng)用:基于DY-NAFORM[M].北京:北京航空航天大學(xué)出版社,2010:161-162.
[2] 安治國,周杰,趙軍. 轎車結(jié)構(gòu)零件多工步成形優(yōu)化設(shè)計(jì)[J]. 熱加工工藝,2009, 38(13):86-88.
[3]張華.等效拉延筋精細(xì)化數(shù)值化模型與起皺模擬應(yīng)用[J]. 中國機(jī)械工程,2010,21,(21):2624-2627.
[4] Wang N M. Large Plastic Deformation of a Circular Sheetcaused by Punch Stretching [J]. J Appl Mech ASME,1970,37:431-440.
[5] Young-Seon Lee,Jung-Hwan Lee,Jong-Ung Choi,et al. Experimental and Analytical Evaluation for Elasticde Formation Behaviors of Cold Forging Tool[J]. Journal of Materials Processing Technology, 2002, 127 (1): 73-82.
[6]陸懷民, 竇美霞, 張清淼. 汽車覆蓋件沖壓工藝性的研究與應(yīng)用[J]. 汽車技術(shù),2009(1): 58-61.
[7]趙柏森,韋光珍,張玉平. 汽車側(cè)圍內(nèi)板沖壓成型技術(shù)仿真與應(yīng)用[J].熱加工工藝,2011,40(13):79-81.
[8] 周杰,周偉,李慧,等.拉延筋布置方式對汽車B柱內(nèi)板成形質(zhì)量的影響[J]. 熱加工工藝,2009, 38(13):118-121.
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
