高爐液壓管道酸洗及油循環方法分析
2014-09-13 03:39:00馮國新
冶金與材料 2014年2期
關鍵詞:工藝
馮國新
(黑龍江省冶金建設總公司, 哈爾濱 150000)
1 管道酸洗
管道酸洗分為離線酸洗及在線酸洗兩種:離線酸洗又名預酸洗,是在管子安裝前進行酸洗;在線酸洗是在管道安裝完成后進行酸洗。離線酸洗可以有效地節約工期,是高爐液壓系統安裝經常采用的一種酸洗方法。管道酸洗的質量直接影響到油循環的周期。
1.1 離線酸洗(槽式酸洗法),是將管道放入酸洗槽內浸泡,處理合格后再將其進行安裝。
1.2 管道酸洗工藝:管道酸洗配方及工藝不合理會造成管內壁氧化物不能徹底除凈、管壁過腐蝕、管道內壁再次銹蝕及管內殘留化學反應沉積物等現象的發生,合理的管道離線酸洗工藝是至關重要的。
1.3 酸洗流程:在合格的液壓管材進料后,根據管子的長度制作一套酸槽、中和槽、水槽,用來進行預酸洗,水槽中要流動更換的水,酸洗現場要設立干燥的壓縮空氣,工藝流程如下:
脫脂→水洗→酸洗→水洗→二次酸洗→中和→鈍化→水洗→快速干燥。
1.4 槽式酸洗方法及配方
(1)脫脂。脫脂液配方為:NaOH=9%~10%; Na3PO4=3%; NaHCO3=1.3%; Na2SO3=2% 其余為水。操作工藝要求為:液體溫度70~80℃,浸泡4h。
(2)水沖。壓力為0.8MPa的潔凈水沖干凈。
(3)酸洗。酸洗液配方為:HCl為13%~14%; HNO3為3%;其余為水。操作工藝要求為:常溫浸泡1.5~2h。
(4)水沖。用壓力為0.8MPa的潔凈水沖干凈。
(5)二次酸洗。酸洗液配方同上。操作工藝要求為:常溫浸泡5min。
(6)中和。中和液配方為:NH4OH稀釋至pH值為10~11的溶液。操作工藝要求為:常溫浸泡2min。
(7)鈍化。鈍化液配方:NaNO2為8%~10%;NH4OH為2%; 其余為水。操作工藝要求為:常溫浸泡5min。
(8)水沖。用壓力為0.8MPa的凈化水沖凈為止。
(9)快速干燥。用蒸汽、過熱蒸汽或熱風吹干。
2 液壓系統油循環
2.1 回路連接
回路的組成是管道油循環前的一項必不可少的工作,根據現場的實際情況將管子與液壓缸、閥臺、泵站脫開,用鋼管、軟管連接起來組成回路。沖洗回路并聯管路應分別在每個管路上加臨時閥門,以方便各管路分別進行沖洗。即將閥臺后的A、B管與執行元件(如液壓缸)斷開,直接連接回路,在回路連接的過程中要保證每個閥臺回路都有閥門控制。油循環管路見圖1:
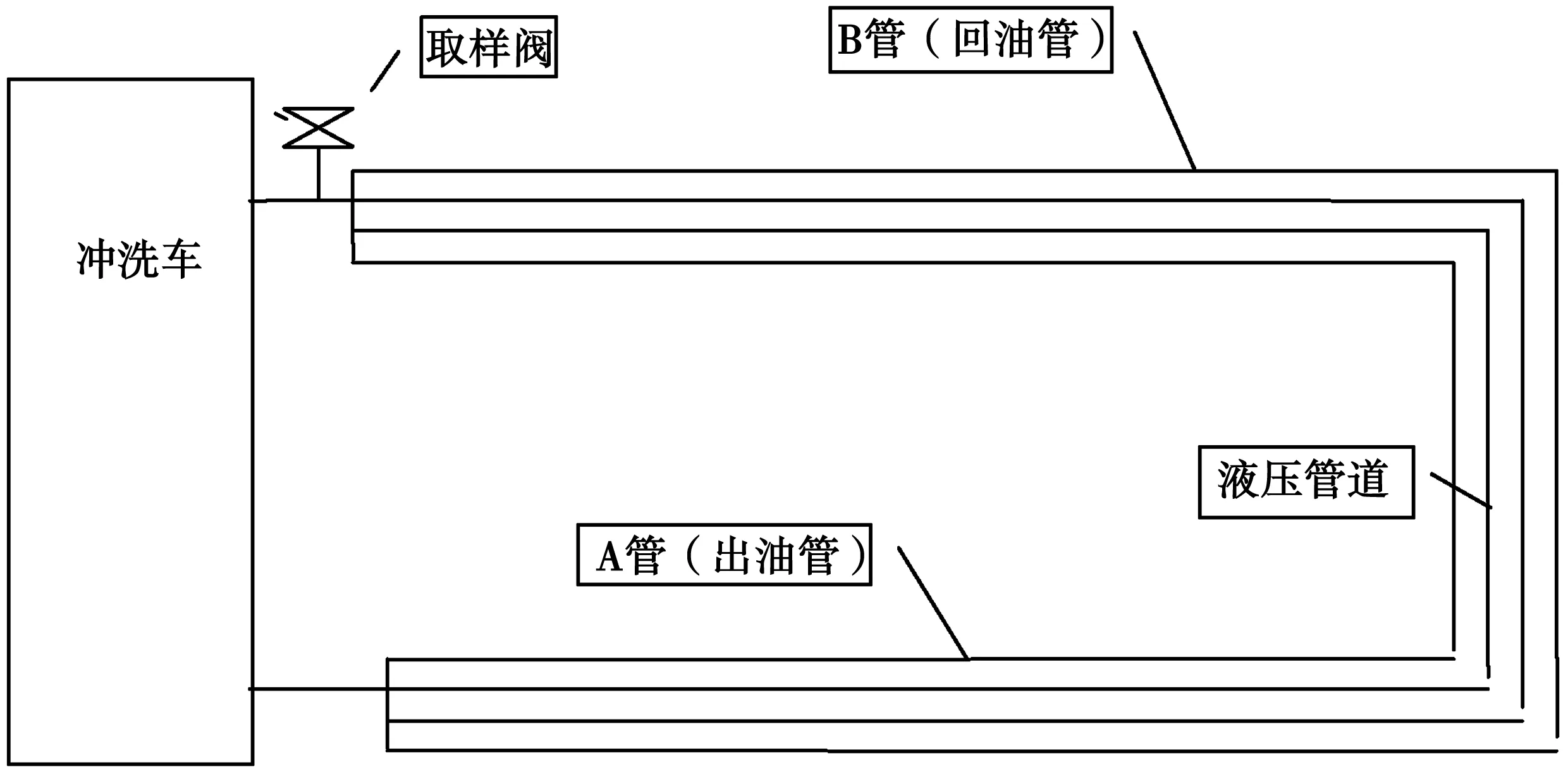
圖1 油循環管路
2.2 油沖洗
(1)在完成油系統回路工作的同時,要仔細的檢查油箱,對內壁有污物的油箱進行清理;
(2)自身循環合格后,啟動液壓泵,開始進行正式油沖洗。沖洗開始對液壓泵進行調壓使沖洗壓力達到油沖洗的要求;
(3)油沖洗過程中監測系統沖洗壓力、油溫及壓力,保證系統正常運行,回油壓力變大時要及時更換濾芯;
(4)油沖洗裝置是采用回油過濾,取樣點選定在過濾器前的回油管上;
(5)應適時從取樣口獲取沖洗回路的油樣,通過化驗確定油樣中懸浮顆粒的大小及數量;
(6)根據管道內顆粒的變化情況及過濾器前后壓力表的壓差大小,確定過濾器濾芯清洗和更換的時間。
2.3 油樣檢驗
管道經過一定時間的沖洗后應對管道的沖洗精度進行檢測。沖洗油取樣部位應設置在管道的回油過濾器前的管道上。在對管道取樣時,應用內壁潔凈的專用取樣密閉容器,并且要保證取樣時現場環境能夠保證潔凈,無灰塵,同時在容器上標明取樣部位、時間、精度要求等級,油樣必須送到有資質的檢測機構進行化驗檢測,并出具檢測報告。檢測結果達到沖洗要求后可進行下道工作。
如未達到沖洗要求,可延長沖洗時間,增加沖洗流速等方法,然后再按上述過程重新進行取樣檢測。
3 結語
液壓系統施工時,酸洗工作要認真完成,保證酸洗的質量,管道安裝時保持管道清潔,就會有效地減少液壓系統油循環時間,縮短工期,為高爐投產提供有力保障。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52