基于DEFORM-3D的大導(dǎo)程絲杠螺旋槽銑削仿真分析
2014-09-17 12:11:26史翔陳小芬李東波
機(jī)床與液壓 2014年7期
史翔,陳小芬,李東波
(1.南京工程學(xué)院,江蘇南京211167;2.南京理工大學(xué),江蘇南京210094)
絲杠為細(xì)長柔性軸結(jié)構(gòu),它的長徑比 (長度L與直徑d的比 (L/d))很大,一般在100左右,剛性較差,在切削力作用下容易產(chǎn)生彎曲變形,導(dǎo)致加工精度降低,產(chǎn)品質(zhì)量差,因此預(yù)測銑削參數(shù)對(duì)銑削力的影響有著重要的意義。有限元仿真模擬的方法是目前各行業(yè)廣泛應(yīng)用的求解方法,比物理試驗(yàn)法,有限元法效率高、花費(fèi)小、并且在研究多個(gè)變量時(shí)優(yōu)勢更加明顯[1]。
DEFORM-3D軟件是基于工藝模擬的有限元系統(tǒng),用于分析金屬成型過程中的金屬3D流動(dòng),提供工藝數(shù)據(jù)以及成型過程中的材料流動(dòng)和溫度變化,并且能夠分析金屬成型過程中多個(gè)關(guān)聯(lián)對(duì)象耦合作用下的變形等特性[2]。基于DEFORM-3D的以上特性,在Solidworks中建立刀具和工件的幾何模型,導(dǎo)入DEFORM-3D中進(jìn)行螺旋槽銑削過程的有限元模擬,對(duì)切屑、應(yīng)力、應(yīng)變、溫度和銑削力進(jìn)行預(yù)測和研究,并通過大量的仿真實(shí)驗(yàn),以銑削力最小為目標(biāo),在保證表面質(zhì)量和加工效率的約束條件下,對(duì)銑削參數(shù)進(jìn)行優(yōu)化。
1 銑削加工模型的建立和關(guān)鍵技術(shù)
螺紋的加工方法可以分為切削加工等切屑加工和滾軋、擠壓等無切屑加工。對(duì)于精度要求高的螺紋采用一般切削加工,但加工效率低;對(duì)于頭數(shù)較多的情況一般采用滾軋、擠壓的方法,但加工精度低[3]。文中研究對(duì)象是雙頭大導(dǎo)程絲杠,通常采用成形銑刀銑削成型,根據(jù)牙型及導(dǎo)程對(duì)刀具廓形曲線進(jìn)行計(jì)算設(shè)計(jì),刀具復(fù)雜[4],根據(jù)螺旋傳動(dòng)運(yùn)動(dòng)機(jī)制,可以通過立銑刀銑削加工方法來實(shí)現(xiàn),滿足了傳動(dòng)對(duì)螺旋槽牙型的要求,并且減少了刀具廓形的設(shè)計(jì)環(huán)節(jié)。
1.1 銑削的幾何模型
在Solidworks中建立刀具和工件的幾何模型,另存為STL格式的文件,導(dǎo)入DEFORM-3D中進(jìn)行螺旋槽銑削的有限元模擬。刀具采用四齒立銑刀、銑刀參數(shù)為刀具前角為γo=5°,刀具后角為αo=8°,刀具螺旋升角為 β=40°[5],刀具直徑為 do=φ10.6 mm。由于計(jì)算機(jī)計(jì)算量的約束,在不影響工件邊界條件的情況下,選取工件的一小段來計(jì)算,工件直徑d=φ20 mm。長度選取l=15 mm,工件與刀具以及相對(duì)位置關(guān)系的三維幾何模型如下圖1所示。DEFORM-3D沒有建模功能,因此工件和刀具的建模均在Solidworks中完成,另存為STL格式的文件,再導(dǎo)入DEFORM-3D中。建立的三維銑削模型如圖1所示。
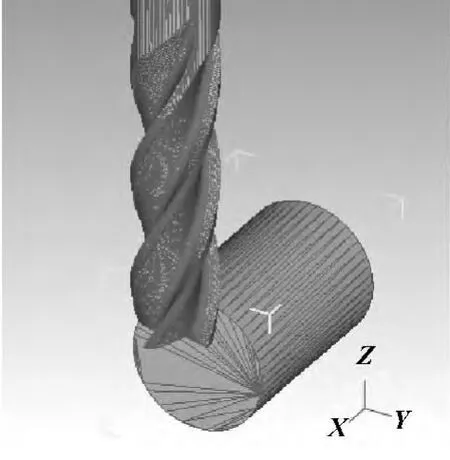
圖1 銑削三維模型
1.2 有限元模型的建立
有限元模型是在幾何模型的基礎(chǔ)上,添加模型的材料特性、對(duì)象間的相互作用以及周圍環(huán)境的影響作用等,刀具設(shè)置為剛體,工件作為彈性體進(jìn)行網(wǎng)格劃分,網(wǎng)格劃分中網(wǎng)格的最大尺寸必須小于刀具單齒進(jìn)給量。
(1)材料特性
工件材料為40Cr,刀具材料選擇WC硬質(zhì)合金,各材料的物理性能如表1所示。

表1 材料的物理性能
(2)刀具與工件的摩擦模型
DEFORM-3D中混合摩擦定義模型[6],其表達(dá)式為

式中:τf為摩擦力;m為摩擦因子,0≤m≤1;τs為剪切屈服極限;μ為摩擦因數(shù),σn為正壓力,μ設(shè)置為0.5。
(3)切屑分離機(jī)斷裂準(zhǔn)則
仿真過程中,利用DEFORM-3D自適應(yīng)網(wǎng)格單元重劃分技術(shù)對(duì)發(fā)生大畸變的區(qū)域進(jìn)行網(wǎng)格重新劃分,根據(jù)網(wǎng)格畸變程度判據(jù)切屑的分離與斷裂[7-8]。
DEFORM-3D提供了3中切屑分離準(zhǔn)則定義:默認(rèn)準(zhǔn)則、流動(dòng)應(yīng)力判別準(zhǔn)則和絕對(duì)壓力判別準(zhǔn)則。計(jì)算過程中采用默認(rèn)準(zhǔn)則,即工件節(jié)點(diǎn)應(yīng)力大于0.1 MPa時(shí)節(jié)點(diǎn)與工件分離。
金屬塑性變形中,常用斷裂準(zhǔn)則為Cockcroft&Latham塑性斷裂準(zhǔn)則,數(shù)學(xué)表示為:

式中:εf為斷裂時(shí)總應(yīng)變;σmax為最大拉應(yīng)力;ε為等效應(yīng)變;A為斷裂常數(shù),由材料與加工方式確定[9]。此次仿真時(shí)設(shè)置斷裂常數(shù)A為0.54。
(4)熱交換條件
銑削過程中熱交換通過熱邊界條件來確定,設(shè)定模擬加工起始溫度為室溫20℃,熱傳導(dǎo)系數(shù)為35.5 W/(m·K),熱輻射系數(shù)為0.2,刀具與工件之間的換熱系數(shù)為45 W/(m·℃),其他物理參數(shù)詳見表1。銑削過程中,工件與外界不斷進(jìn)行熱交換,選擇工件所有外表面,作為銑削過程的熱傳導(dǎo)面。
根據(jù)上述的定義建立的有限元模型如圖2所示。
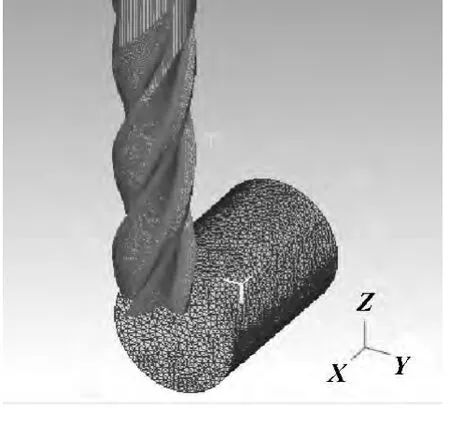
圖2 有限元模型
2 仿真結(jié)果
根據(jù)建立的有限元模型,對(duì)銑削過程進(jìn)行仿真,獲得銑削過程中切屑、工件應(yīng)力和應(yīng)變、溫度場以及銑削力等變化情況,仿真結(jié)果如圖3所示。
由圖3(a)可以看出,銑削產(chǎn)生的切屑正常,運(yùn)行參數(shù)設(shè)置正確;由圖3(b)可以得出,工件的最大等效應(yīng)力均位于第一變形區(qū)與四個(gè)刀齒的刀尖接觸區(qū)附近,且應(yīng)力變化速率比較大,第二和第三變形區(qū)應(yīng)力變化平緩;由圖3(c)可以得出,第一變形區(qū)工件的主應(yīng)力為正,而第二變形區(qū)靠近切削刃附近工件的主應(yīng)力為負(fù)值;由圖3(d)可以得出,工件的最大等效應(yīng)變均產(chǎn)生在工件切削層的第二變形區(qū),產(chǎn)生最大應(yīng)變是由于切屑排出時(shí)與前刀面摩擦接觸,受到了進(jìn)一步擠壓與摩擦,導(dǎo)致應(yīng)變?cè)龃螅诘谝蛔冃螀^(qū)與第三變形區(qū),工件應(yīng)變均比較小;由圖3(e)可以得出,銑削過程中,工件表面溫升比較大,工件內(nèi)部溫度變化較小。溫度最高點(diǎn),一是集中在切屑與主切削刃附近前刀面接觸區(qū),主要原因是切屑排出時(shí)受前刀面擠壓與摩擦導(dǎo)致;二是工件與主切削刃附近的后刀面接觸區(qū)域,原因是已加工的工件表面受切削刃與后刀面的擠壓摩擦導(dǎo)致;由圖3(f)可以得出,銑削過程中,軸向和徑向銑削力變化趨勢相似,開始階段銑削力由0逐漸增大,從75步開始銑削力趨于穩(wěn)定,這是由于開始階段銑刀的四個(gè)齒還沒有完全參與切削,隨著刀具的進(jìn)給,75步后,銑刀四個(gè)齒完全參與切削,銑削力也趨于穩(wěn)定,此時(shí)軸向銑削力大概在150 N左右,徑向銑削力大概在1 080 N左右。
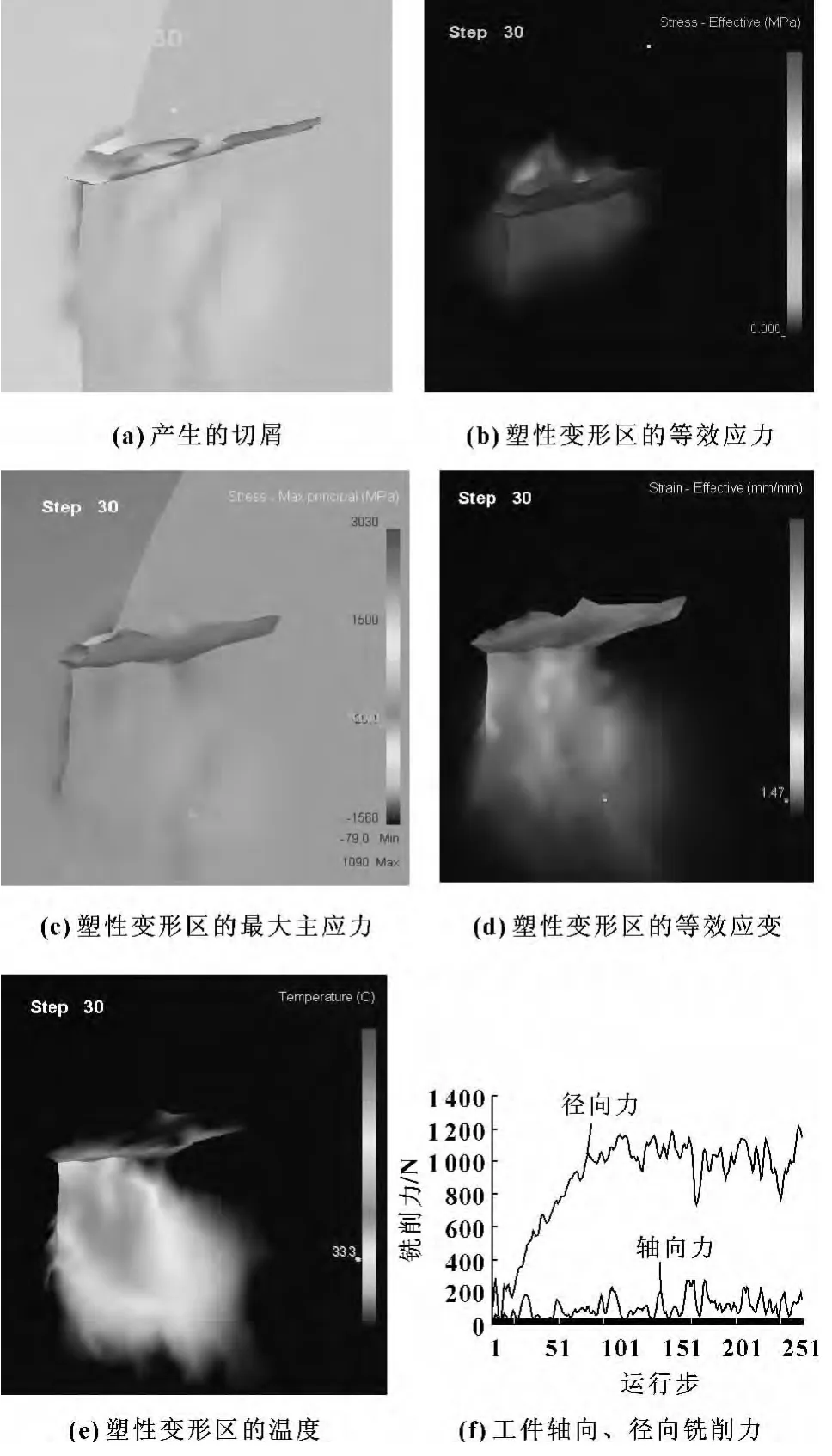
圖3 銑削仿真結(jié)果
3 銑削參數(shù)的優(yōu)化
銑削過程中,銑削力過大容易造成零件的彎曲,研究銑削參數(shù)對(duì)銑削力的影響規(guī)律有著重要的意義,運(yùn)用虛擬仿真方法,對(duì)不同銑削用量下的銑削力進(jìn)行仿真預(yù)測,獲得銑削參數(shù)對(duì)銑削力的影響趨勢。研究對(duì)象為銑削力,研究目標(biāo)為銑削用量 (刀具轉(zhuǎn)速ωn、進(jìn)給量fp、背吃刀量ap)對(duì)銑削力的影響。試驗(yàn)選擇3個(gè)因素:刀具轉(zhuǎn)速、進(jìn)給量、背吃刀量。分別對(duì)不同銑削參數(shù)下的銑削過程仿真,獲得的銑削力。
3.1 刀具轉(zhuǎn)速對(duì)銑削力的影響
固定因素進(jìn)給量fp=4 mm/r,背吃刀量ap=2 mm,分別對(duì)刀具轉(zhuǎn)速ωn=10、15、20、25、30 rad/s時(shí)進(jìn)行仿真,獲得刀具轉(zhuǎn)速對(duì)銑削力的影響趨勢,如圖4所示。
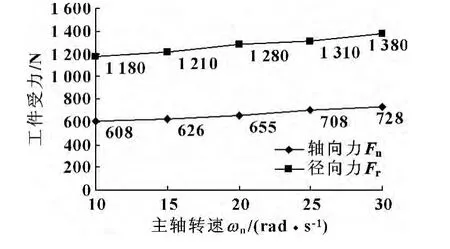
圖4 不同刀具轉(zhuǎn)速對(duì)銑削力的影響
圖4表明:隨著刀具轉(zhuǎn)速的增大,軸向、徑向銑削力均呈現(xiàn)線性增大的趨勢,且增加速率較小。
3.2 進(jìn)給量對(duì)銑削力的影響
固定因素刀具轉(zhuǎn)速ωn=20 rad/s,背吃刀量ap=2 mm,分別對(duì)進(jìn)給量 fp=4、6、8、10、12 mm/r時(shí)進(jìn)行仿真,獲得進(jìn)給量對(duì)銑削力的影響趨勢,如圖5所示。

圖5 不同進(jìn)給量對(duì)銑削力的影響
圖5表明:隨著進(jìn)給量的增大,軸向銑削力增大,徑向銑削力減小,且變化趨勢明顯,變化速率快。
3.3 背吃刀量對(duì)銑削力的影響
固定因素刀具轉(zhuǎn)速ωn=20 rad/s,進(jìn)給量fp=4 mm/r,分別對(duì)背吃刀量 ap=1、1.5、2、2.5、3 mm時(shí)進(jìn)行仿真,獲得背吃刀量對(duì)銑削力的影響趨勢,如圖6所示。
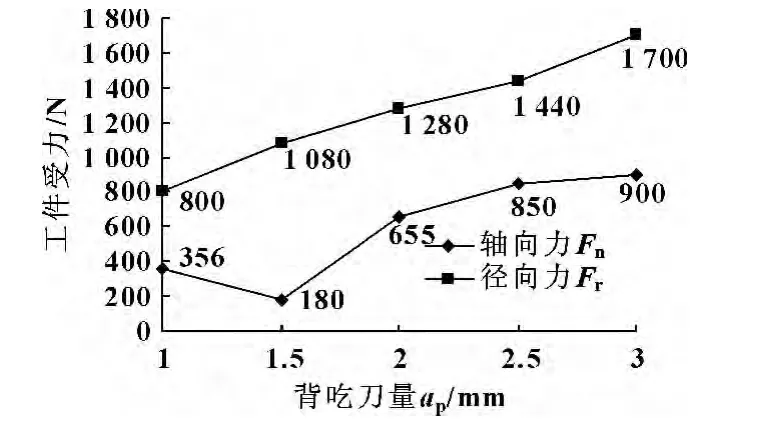
圖6 背吃刀量對(duì)銑削力的影響
圖6表明:隨著背吃刀量的增大,軸向徑向銑削力均增大,且變化趨勢明顯,變化速率快。
3.4 結(jié)果優(yōu)化
根據(jù)仿真實(shí)驗(yàn)的結(jié)果,利用MATLAB對(duì)結(jié)果曲線進(jìn)行擬合,分別用1次、2次、3次曲線對(duì)其進(jìn)行擬合,選擇擬合方差最小的曲線,得到刀具轉(zhuǎn)速ωn、進(jìn)給量fp、背吃刀量ap各單因素對(duì)切削力的影響公式為:
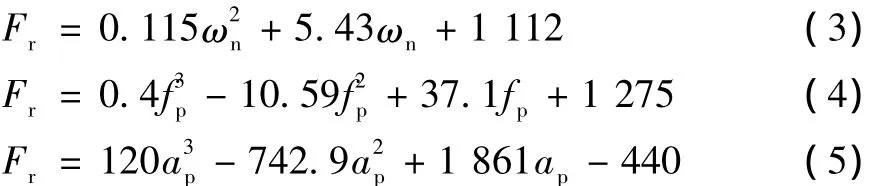
根據(jù)上述單因素影響銑削力的分析結(jié)果,得到徑向銑削力的多項(xiàng)式表達(dá)式為:

代入模擬仿真結(jié)果數(shù)據(jù),通過MATLAB矩陣求解方法,求得各系數(shù)為:k1=0,k2=10,k3=0.21,k4= -6.25,k5=6.67,k6=22.86,k7= -217.14,k8=971.43,k9= -117.14。
徑向銑削力公式為:

為保證加工效率,用單位時(shí)間的銑削量作為銑削參數(shù)優(yōu)化的前提,表示為:

式中:α為螺旋升角。
為保證加工表面質(zhì)量,每轉(zhuǎn)進(jìn)給量滿足fp≤0.4。
以徑向銑削力Fr最小為目標(biāo)函數(shù),以刀具轉(zhuǎn)速ωn、進(jìn)給量fp、背吃刀量ap為設(shè)計(jì)變量,以單位時(shí)間銑削量和表面質(zhì)量為約束,建立優(yōu)化模型如下:
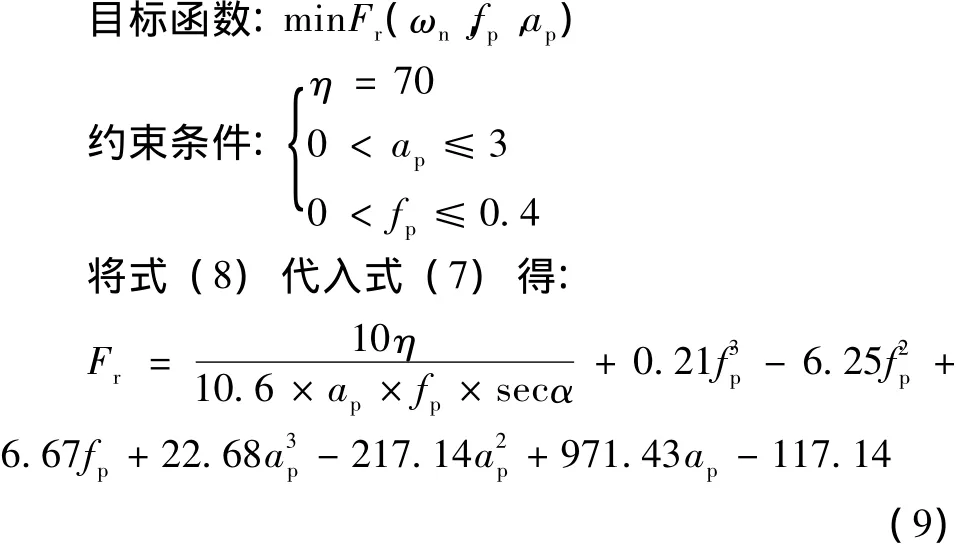
式中:η=70,α=45.5°
運(yùn)用MATLAB繪制式 (9)如圖7所示。
由以上圖形獲得最小銑削力為Fr=1 005 N,分別為:點(diǎn)1(fp1=0.138 mm/r,ap1=1.035 mm);點(diǎn)2(fp2=0.14 mm/r,ap2=1.05 mm);點(diǎn) 3(fp3=0.142 mm/r,ap3=1.065 mm),分別代入式 (8),得到 ωn1=32.41 rad/s、ωn2=31.49 rad/s、ωn3=30.61 rad/s,因此選取以上3組參數(shù)時(shí),在保證效率和加工表面質(zhì)量的前提下,徑向銑削力最小,對(duì)工件彎曲影響最小。
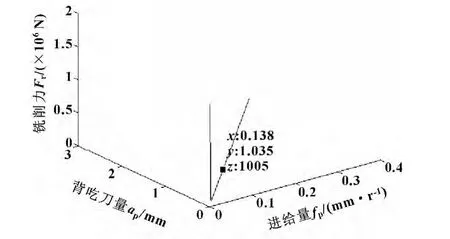
圖7 銑削參數(shù)對(duì)徑向銑削力的綜合影響
4 結(jié)論
利用有限元法對(duì)絲杠螺旋槽的銑削過程進(jìn)行了三維銑削模擬,獲得工件銑削過程中的切屑、應(yīng)力、應(yīng)變及銑削力等變化情況,并針對(duì)絲杠加工過程中的受力過大易彎曲現(xiàn)象,并通過大量的仿真實(shí)驗(yàn),以銑削力最小為目標(biāo),對(duì)銑削參數(shù)進(jìn)行優(yōu)化,減小工件在銑削時(shí)的受力,減小零件的彎曲。
【1】OZEL Tugrul,ALTAN Taylan.Process Simulation Using Finite Element Method-prediction of Cutting Forces,Tool Stress and Temperatures in High-speed Flat end Milling[J].International Journal of Machine Tool& Manufacture,2000,40(5):713 -738.
【2】胡建軍,李小平.DEFORM-3D塑性成形CAE應(yīng)用教程[M].北京:北京大學(xué)出版社,2011.
【3】劉烈元,劉兆祥.工程材料及機(jī)械制造基礎(chǔ)[M].北京:高等教育出版社,2006.
【4】樂兌謙.金屬切削刀具[M].北京:機(jī)械工業(yè)出版社,2007.
【5】陳日曜.金屬切削原理[M].機(jī)械工業(yè)出版社,2007.
【6】董輝躍,柯映林,成群林.鋁合金三維銑削加工的有限元模擬與分析[J].浙江大學(xué)學(xué)報(bào),2006,40(5):759-762.
【7】程鳳軍,陳國定,王濤.Deform 3D軟件支持的球頭銑刀銑削仿真分析[J].機(jī)械科學(xué)與技術(shù),2012,31(3):412-416.
【8】戚厚軍,呂利輝,張大衛(wèi),等.?dāng)[線輪結(jié)構(gòu)件高速銑削過程中銑削力的有限元仿真分析[J].機(jī)械科學(xué)與技術(shù),2010,29(1):17 -23.
【9】COEKROFT M G,LATHAM D J.A Simple Criterion of Fracture for Ductile Metals[J].National Engineering Laboratory,1996.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
上海節(jié)能(2020年3期)2020-04-13 13:16:16
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:00
天津醫(yī)科大學(xué)學(xué)報(bào)(2019年6期)2019-08-13 07:04:32
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
