合金鋼組合轍叉制造工藝優化研究
2014-09-19 08:17:36石成新
鐵道標準設計 2014年3期
石成新
(中鐵山橋集團有限公司,河北秦皇島 066205)
合金鋼組合轍叉制造工藝優化研究
石成新
(中鐵山橋集團有限公司,河北秦皇島 066205)
以92改進型60kg/m鋼軌12號合金鋼組合轍叉為研究對象,結合其在線路應用中出現的問題,從結構特點、加工方式及刀具選用等方面針對心軌、翼軌及叉跟軌等關鍵零件的制造工藝進行分析;分別就心軌、翼軌及叉跟軌的加工過程有針對性地提出改進方案,對合金鋼組合轍叉的現行制造工藝進行優化改進;并通過加工試驗,驗證了工藝優化的效果。
合金鋼組合轍叉;心軌加工;翼軌加工;叉跟軌加工;工藝優化
1 概述
合金鋼組合轍叉是近年來被廣泛應用于160 km/h以下線路上的拼裝式轍叉,由于其心軌具有高強度、高韌性及高耐磨性特點,其使用壽命可超過累計通過總重200Mt·km/km[1]。隨著合金鋼組合轍叉在線路上大量鋪設,在應用中亦出現了諸如心軌斷裂、翼軌壓塌等嚴重病害(圖1)。結合合金鋼組合轍叉結構設計的改進,優化制造工藝,特別是優化心軌、翼軌及叉跟軌等關鍵主件的加工工藝,對提高合金鋼組合轍叉整體質量至關重要。

圖1 合金鋼組合轍叉失效形式
2 SC330HJG 合金鋼組合轍叉的特點[2-3]
(1)92改進型60 kg/m鋼軌12號合金鋼組合轍叉(圖號:SC330HJG)是按照92改進型60 kg/m鋼軌12號道岔轍叉及護軌(圖號:SC330)進行優化設計,采用貝氏體合金鋼心軌與PD3鋼軌組合形式的拼裝式轍叉。
(2)客運列車直向允許通過速度為120 km/h,軸重23t的貨運列車直向允許通過速度為90 km/h。
(3)92改進型60 kg/m鋼軌12號合金鋼組合轍叉幾何尺寸與60 kg/m鋼軌12號高錳鋼整鑄轍叉相同,可與整鑄轍叉實現互換。其鐵墊板的岔枕螺栓孔距與既有道岔混凝土岔枕螺栓孔距相同,鐵墊板與直股工作邊垂直布置。
(4)合金鋼組合轍叉的心軌與翼軌及叉跟軌采用間隔鐵和20條10.9級M27高強度螺栓聯接;螺母采用施必牢防松螺母,并配以螺母防松套;在保持轍叉整體穩定性的同時確保了溫度力的可靠傳遞。
(5)為了改善列車通過轍叉時的垂向不平順,翼軌自咽喉前部105mm處做6mm抬高處理,抬高至理論尖端前部188 mm處完成,抬高過渡段的長度為650mm。
(6)合金鋼心軌的尖部結構與高錳鋼整鑄轍叉心軌尖部結構相同,由20mm斷面降低值為2.5mm平順過渡至50mm斷面降低值為0.2mm。合金鋼心軌自90mm斷面處與叉跟軌相連接,其工作邊斜度由1∶5平順過渡至1∶20。
(7)合金鋼組合轍叉的心軌采用鍛造貝氏體合金鋼材質,其開鍛溫度為1 150℃,終鍛溫度不低于850℃[4];鍛后經熱處理得到無碳化物的板條狀貝氏體組織,其金相組織中的殘余奧氏體有較好的穩定性;貝氏體合金鋼心軌的強度達到了淬火珠光體鋼軌的水平,其耐磨性優于珠光體鋼軌,特別在高接觸應力條件下,其耐磨性更為突出[5]。合金鋼心軌的力學性能見表 1[6]。

表1 合金鋼心軌力學性能
92改進型60 kg/m鋼軌12號合金鋼組合轍叉(圖號:SC330HJG)的結構如圖2所示。
3 合金鋼組合轍叉制造工藝優化
合金鋼組合轍叉由心軌、叉跟軌、翼軌、鐵墊板、間隔鐵與螺栓聯接系統及彈條扣壓系統組成,其中心軌、叉跟軌及翼軌是組成轍叉的關鍵零件,其制造工藝對轍叉的整體質量有著決定性影響。
3.1 心軌的制造工藝
合金鋼心軌作為轍叉關鍵零件,其毛坯的冶煉、鍛造由專業鋼廠完成,轍叉制造廠采購毛坯按相應標準復驗后即可用于生產。SC330HJG心軌(圖3)的常用工藝流程為:鍛造毛坯→檢查→劃線→銑端頭→二次劃線→銑底面→銑尖端側面→銑尾部側面→鉆端面中心孔→鏜銑R25圓弧→鉆螺栓孔→銑尾部立墻→銑尾部貼合面→與叉跟軌裝配→銑工作邊及降坡。
3.1.1 心軌尾部R25圓弧面加工優化
按照上述制造工藝加工R25圓弧面主要存在2個難以克服的問題。
(1)采用鏜銑方式加工R25圓弧面需將心軌側臥于鏜床工作臺,待完成上側圓弧面的鏜銑后將心軌翻轉二次裝卡再鏜銑另一側圓弧面,如此加工難以保證二側圓弧面相對于心軌縱軸的對稱度,容易造成裝配叉跟軌后工作邊對稱度超差。
(2)鏜銑完R25圓弧面后再加工尾部立墻時,會因為加工立墻的銑刀盤半徑遠大于R25而不能銑削至圓弧面與立墻的切點處,從而殘留一段長度5~10 mm的立墻需要人工打磨清根。
針對以上問題,對加工工藝進行了優化:改由數控龍門銑床以心軌縱向中心線為基準編程銑出立墻二側面,再采用φ50棒銑刀編程銑削R25圓弧面,按立墻縱向斜度編程銑削殘留的5~10mm余料。經加工試驗效果良好,按優化后的加工方法可將二圓弧面的對稱度控制在≤0.2mm,提高了圓弧面的表面粗糙度,省去了人工打磨清根工作,提高了心軌加工效率,降低了操作人員的勞動強度;圖4是優化前后加工的圓弧面對比。
3.1.2 心軌尾部貼合面結構優化

圖2 SC330HJG合金鋼組合轍叉(單位:mm)
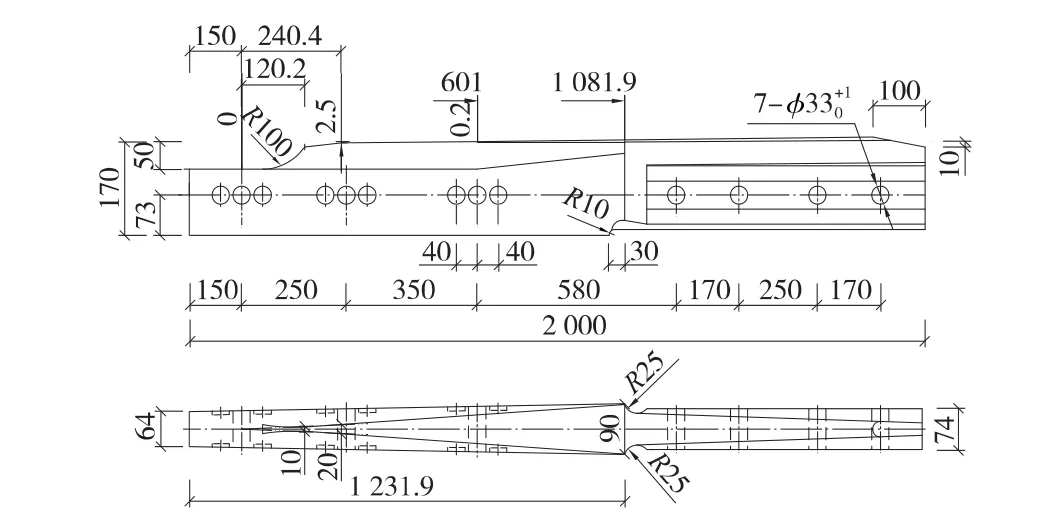
圖3 SC330HJG心軌(單位:mm)
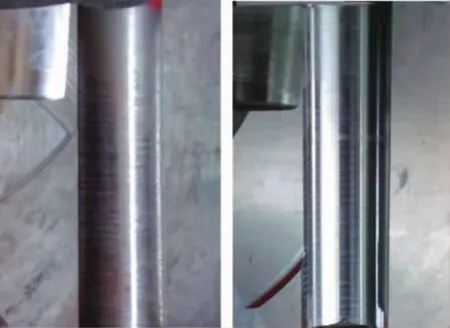
圖4 鏜銑與數控立銑加工的心軌R25圓弧面對比
SC330HJG心軌的尾部斷面設計為變截面結構,其上、下裝配面均設計為1∶3斜面,以實現與叉跟軌上、下顎斜面的緊密貼合。此種結構可確保合金鋼心軌與叉跟軌貼合緊密,傳力可靠,增強了組合轍叉的整體穩定性。按SC330HJG合金鋼組合轍叉的設計意圖,需要采用板槽銑刀對叉跟軌的上、下顎進行銑削,由此既增加了叉跟軌加工工序、降低生產效率,又需要添置專用板槽銑刀,增加加工成本。考慮到同樣結構的60 kg/m鋼軌12號Ⅱ型提速合金鋼組合轍叉(圖號:SC415A)的叉跟軌沒有對軌腰上、下顎進行加工亦保證了裝配精度[7],于是對SC330HJG心軌尾部結構進行了優化改進,將其上、下1∶3貼合斜面均向心軌縱軸線偏移0.3mm;經此改進后,省卻了對叉跟軌上、下顎的加工工序,提高了裝配效率。經裝配檢驗,轍叉的各部尺寸和精度滿足要求。心軌尾部優化前后的截面見圖5。
3.1.3 心軌螺栓孔鉆削工藝優化
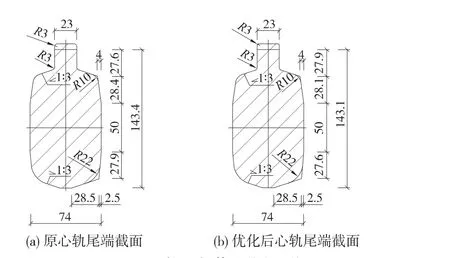
圖5 SC330HJG心軌尾部截面優化(單位:mm)
心軌經過淬火處理,其硬度達到HRC38~45,貝氏體合金鋼材料又具有韌性強、延展率大的特點,造成鉆削螺栓孔時出現鉆削力大、鐵屑切斷困難進而形成切屑瘤、鱗刺,降低螺栓孔表面粗糙度甚至出現刮傷螺栓孔內表面的現象。又由于鉆孔過程中,冷作硬化現象突出、材料導熱系數小,造成散熱不暢使得鉆削溫度快速升高,既降低了鉆頭壽命,又易導致心軌材料金相組織轉變,危及心軌質量。經研究發現,影響心軌螺栓孔鉆削的關鍵因素主要有3個:(1)鉆床的穩定性與鉆削速度;(2)鉆頭的材料特性;(3)鉆頭的幾何參數;這與文獻[8,9]的描述一致。
針對影響心軌螺栓孔鉆削的3個主要因素,有的放矢對鉆削工藝進行了以下改進。
(1)采用“大馬拉小車”的方式,將原由Z3050型搖臂鉆床加工螺栓孔改由Z3080型搖臂鉆床完成加工,保證鉆床具有抵抗過大鉆削力的足夠剛度,確保螺栓孔鉆削時鉆床穩定。
(2)調整鉆削速度,將鉆床主軸轉速設定為60~70 rpm,主軸進給量控制在0.1~0.2mm/rad,可獲得較高的鉆削效率,并能保證螺栓孔壁粗糙度不超過Ra12.5μm。
(3)改善鉆頭幾何參數,控制鉆頭的刃磨頂角不小于135°[10],將鉆頭橫刃修磨成圓弧形,主切削刃前刀面倒棱寬度適當加寬。
經以上改進,降低了鉆頭崩刃概率,延長了鉆頭使用壽命,提高了心軌螺栓孔的鉆削質量。
3.2 翼軌制造工藝改進
SC330HJG合金鋼組合轍叉的翼軌采用PD3在線淬火鋼軌經抬高和側向頂彎后加工而成。其工藝流程為:下料→劃線→鉆孔→抬高頂彎→側向頂彎→銑削軌頭工作邊→銑削軌底→磨修→檢查→組裝→銑削軌頂坡。
在翼軌制造過程中,最易出問題的是頂彎工序,而且在頂彎工序出現的問題通常都是難以彌補的破壞性損傷,例如:裂紋、斷裂等。經過長期對頂彎工序遭到破壞翼軌的分析研究,從翼軌的結構特點和制造工藝角度,總結出容易導致翼軌頂彎斷裂或出現裂紋的幾個較為主要的因素。
(1)翼軌設計彎折角度的影響,SC330HJG轍叉翼軌的最大設計彎折角度為4°6',按照文獻[11]的研究結論,當PD3鋼軌被彎折至4°46'時,其軌底最大縱向主拉應變達到6.2%,此值已接近鋼軌母材8%的斷裂應變值。在當前生產中,翼軌頂彎時為消除鋼軌回彈的影響,實際頂彎角度必須超過翼軌的設計彎折角度。但在實際操作中,缺少用于控制頂彎角度超出量的限位裝置,由操作人員根據經驗自行把握。這樣就容易造成頂彎角度過大,導致鋼軌斷裂或出現裂紋。
(2)盡管翼軌在側向彎折位置被設計成半徑為R5 546.7mm及R13 449.7mm的大圓弧過渡形式,但是依據現有工藝條件,根本無法實現圓順過渡。在實際生產中只在一個彎折點附近通過頂彎達到設計彎折角度,容易造成鋼軌頂彎時斷裂。
(3)鋼軌彎折時頂彎速度的影響,由于翼軌頂彎工序依賴操作人員的經驗,如果頂彎速度較快,迫使鋼軌在較短時間內產生的塑性彎曲量過大,極易導致斷裂。
(4)環境溫度的影響,根據長期生產經驗,當環境溫度較低時,鋼軌頂彎時更易發生斷裂。
結合以上容易導致翼軌頂彎斷裂的主要因素,對翼軌頂彎工藝提出以下優化方案。
(1)通過設置鋼軌頂彎限位裝置,控制鋼軌彎折角度;通過限制液壓缸的頂出速度,控制鋼軌彎折速度;通過保持液壓頂彎機頂出壓力的方式使鋼軌緩慢發生塑性彎曲,以消除回彈影響。
(2)翼軌頂彎時用間距相等的多個折線小碎彎來代替大圓弧彎折形式,以避免在彎折點附近集中頂彎造成鋼軌斷裂。
(3)冬季生產時確保廠房溫度高于20℃,露天存放的鋼軌需運至廠房內保存一段時間,待鋼軌溫度達到環境溫度后再使用。
3.3 叉跟軌工藝改進
在既有線路的應用中發現,合金鋼組合轍叉的一個多發病害是在心軌與叉跟軌貼合起始端經常出現飛邊、掉塊現象[12],如圖 6 所示。

圖6 叉跟軌尖端病害
經過現場考察分析后認為,由于叉跟軌尖端沒有打磨造成了被車輪碾軋后出現飛邊甚至發展為掉塊的病害。因而,在叉跟軌的加工工藝中加入一道對叉跟軌尖端的倒鈍工序,改進前后的叉跟軌與心軌裝配效果如圖7所示。經改進后,合金鋼組合轍叉在線路應用中基本消除了前述病害。
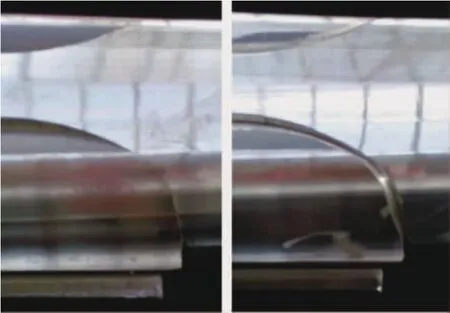
圖7 叉跟軌尖端結構優化前后對比
4 結論
以92改進型60 kg/m鋼軌12號合金鋼組合轍叉(圖號:SC330HJG)為研究對象,結合合金鋼組合轍叉應用中出現的病害,通過對心軌、翼軌及叉跟軌三大關鍵零件現行制造工藝的研究,分析了現行制造工藝存在的問題,并提出了相應的優化和改進方案,總結如下。
(1)將心軌尾部二側R25圓弧面由鏜銑加工改為數控立銑加工方式,可提高二側圓弧面的對稱度至≤0.2mm,并可提高圓弧面的表面粗糙度至Ra12.5μm。經此改進后可大幅提高左、右叉跟軌工作邊對稱度,減少修磨時間。
(2)將SC330HJG心軌尾部上、下1∶3貼合斜面均向心軌中心線偏移0.3mm,省卻了對叉跟軌上、下顎的加工,仍能保證心軌與叉跟軌上、下顎的密貼,提高了裝配效率。
(3)鉆削心軌螺栓孔時,調整鉆床主軸轉速并控制主軸進給量在合適范圍、將鉆頭頂角刃磨至不小于135°、橫刃修磨成圓弧形、主切削刃前刀面倒棱寬度加寬,可提高鉆孔質量并延長鉆頭壽命。
(4)翼軌頂彎時,通過限位裝置控制鋼軌的最大彎折角度,同時控制液壓缸頂出速度以達到使鋼軌緩慢彎折的目的,從而降低翼軌頂彎斷裂概率。
(5)對叉跟軌尖端銳邊進行倒鈍處理,可消除合金鋼組合轍叉在應用中由于車輪輪緣的碾軋而在叉跟軌尖端產生飛邊病害。
[1]陳朝陽.道岔用空冷貝氏體鋼的研究[D].北京:鐵道部科學研究院,2001.
[2]鹿廣清,沈艷杰,孟祥洪,等.92改進型60 kg/m鋼軌12號合金鋼組合轍叉[Z].秦皇島:中鐵山橋集團有限公司,2012.
[3]張東風,蔣昕.合金鋼叉心拼裝式轍叉的結構設計[J].鐵道標準設計,2008(2):4-7.
[4]勞麗君,王超會.鐵路鋼軌用鋼及其熱處理的研究進展[J].熱加工工藝:材料熱處理技術版,2009,38(10):162-169.
[5]陳昕,金紀勇,劉春明,等.抗拉強度1200MPa貝氏體鋼軌的開發及其在鐵路上的應用[J].鋼鐵,2008,43(11):108-112.
[6]鐵道部運輸局.運基線路[2005]230號 合金鋼心軌組合轍叉技術條件(暫行)[S].北京:鐵道部運輸局,2005.
[7]鹿廣清,沈艷杰,湯鐵兵,等.60 kg/m鋼軌12號Ⅱ型提速合金鋼組合轍叉[Z].秦皇島:中鐵山橋集團有限公司,2012.
[8]白國偉.鉆削ZGMn13高錳鋼道岔硬質合金鉆頭研究[D].大連:大連交通大學,2006.
[9]席巖.硬質合金群鉆鉆削ZGMn13高錳鋼的實驗研究[D].大連:大連交通大學,2009.
[10]山特維克公司.旋轉刀具樣本[Z].上海:山特維克公司,2012.
[11] 吳雄先,鄧勇,鄧建輝,等.道岔軌斷裂原因分析[J].理化檢驗:物理分冊,2005,41(7):363-366.
[12]董彥錄.拼裝式固定型轍叉的結構優化研究[J].鐵道標準設計,2013(1):36-38.
Study on M anufacture Technology Optim ization of Alloy Steel Combined Frog
SHICheng-xin
(China Railway Shanhaiguan Bridge Group Co.,Ltd.,Qinhuangdao 066205,Hebei Province,China)
In this paper,the improved 92-type 12#alloy steel combined frog,which is for 60kg/m steel rail,was taken as the object of study.And then in combination with the problems in its applications in railway lines,this paper analyzed themanufacture technologies of nose rail,wing rail and extended splice rail,from the aspects of structure features,manufacture method and tool selection.Further,this paper proposed some improvement programs of the manufacture processes of nose rail,wing rail and extended splice rail respectively,and carried out the optimization to the currentmanufacture technology of alloy steel combined frog.Finally,bymeans of processing experiment,the effectof technology optimization was verified.
alloy steel combined frog;nose railmanufacture;wing railmanufacture;extended splice railmanufacture;technology optimization
U213.6
A
10.13238/j.issn.1004-2954.2014.03.007
1004-2954(2014)03-0029-04
2013-08-11;
2013-08-30
石成新(1978—),男,工程師,2009年畢業于東北大學,工學碩士,E-mail:108372169@qq.com。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年2期)2015-02-28 18:45:09