制冷系統中ASME虹吸式油冷卻器的設計和制造
2014-09-19 10:44:42于明
低溫與特氣 2014年5期
關鍵詞:設計
于 明
(大連冷凍機股份有限公司,遼寧大連沙河口西南路888號 116033)
據中石協ASME規范產品協作網(CACI)統計,截止到2013年12月31日,全球ASME持證廠商數量6894家,我國大陸地區ASME持證廠商數量747家。面對激烈競爭的國際市場,以及越來越多的國家要求配套的容器采用ASME規范進行設計制造,有必要對根據ASME規范第Ⅷ卷第1冊設計制造的換熱器進行研究。ASME產品的建造是包括材料,設計,制造,檢測,檢驗,試驗,認證和泄壓在內的一個廣泛的名詞[1]。現以某出口項目的制冷系統的虹吸式油冷卻器為實例,在設計方面和制造方面進行介紹。
1 虹吸式油冷卻器在制冷系統中的工作原理介紹
虹吸式油冷卻器的殼程介質是來自油分離器的熱油,管程介質是來自輔助貯液器的制冷劑。在制冷系統中的工作原理是,經冷凝器冷凝后流出的制冷劑液體流入輔助貯液器后分流出一路液體進入虹吸式油冷卻器,沿途吸收管外高溫油的熱而蒸發。制冷劑在蒸發過程中密度逐漸減小,虹吸式油冷卻器回氣管中的氣液混合物的密度低于虹吸式油冷卻器供液管中液體的密度,這種不平衡產生了一個壓力差使制冷劑在油冷卻器中流動。從虹吸式油冷卻器進入輔助貯液器的氣體中夾帶液態工質,經過輔助貯液器被分離,氣體經管道進入冷凝器入口端,從而將潤滑油的熱量轉移至冷凝器。
2 設計方面的介紹
設計人員的主要工作是根據《用戶說明書》繪制圖紙,進行強度計算,編制材料申請單和采購說明書(有必要時)。
2.1 設計參數的確定
此項目的制冷系統工況:蒸發溫度:-40℃,冷凝溫度:+35℃。壓縮機采用單機雙級螺桿壓縮機,經過制冷軟件計算后,確定虹吸式油冷卻器的負荷。然后經過HTRI軟件進行換熱計算后,確定虹吸式油冷卻器的換熱面積。
虹吸式油冷卻器是臥式的固定管板結構。由左管箱,殼體,右管箱3大部件組成。虹吸式油冷卻器殼體部件的上支座支撐經濟器。虹吸式油冷卻器的簡圖見圖1。
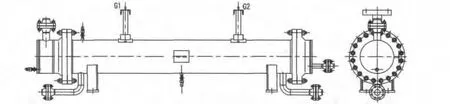
圖1 虹吸式油冷卻器簡圖Fig.1 Sketch of thermosyphon type oil cooler
虹吸式油冷卻器主要設計參數如下:
設計壓力:管程:2.1 MPa;殼程:2.1 MPa。
設計溫度:管程:50℃;殼程:110℃。
工作介質:管程:氨(R717);殼程:油。
外部腐蝕裕量:0.6 mm[2]。
換熱面積:22.4 m2。
結構參數:管程數為1;換熱管以三角形排布;換熱管規格Φ16×2;換熱管間距為21;換熱管數量:191。
2.2 設計制造適用的規范介紹
此虹吸式油冷卻器的主要零部件是碳鋼材料,虹吸式油冷卻器在設計上除了要滿足ASMEⅧ-1卷的UHX篇,還須滿足ASMEⅧ-1卷的Part UG(各種建造方法和各種材料的通用要求);Part UW(焊制壓力容器的要求);Part UCS(碳鋼和低合金鋼建造壓力容器的要求);強制性附錄;相關的非強制性附錄;及ASMEⅧ-1卷的引用標準。如果合同以及《用戶說明書》沒有指定ASME第Ⅷ卷第l冊的版本號,就要執行最新版,目前應采用ASME第VIII卷第l冊《壓力容器建造規則》2013版。
另外,虹吸式油冷卻器還須滿足ASMEⅡ-A(鐵基材料),Ⅱ-C(焊接材料),Ⅱ-D(性能);V(無損檢測),Ⅸ(焊接和釬接評定)的相關要求。
還有,企業的ASME質量控制手冊和程序文件也是必須遵守的。
再有,如果容器安裝地位于地震帶,地震載荷參數的選取應符合安裝地的地震載荷設計標準。如果容器的安裝在室外,風載荷參數的選取應符合安裝地的風載荷設計標準。此項目的虹吸式油冷卻器安裝在室內,所以風載荷為0;安裝地位于地震帶上,根據用戶提供的參數輸入PV Elite軟件(ASME壓力容器強度計算軟件),即可計算。虹吸式油冷卻器的地震載荷參數如下:
執行標準:NBC-2010;
Importance Factor:1;Site Class:D;
Over Strength Factor:1;Ductility Factor:1;
Accelerations:Sa(0.2)=0.92;Sa(0.5)=0.62;Sa(1.0)=0.31;Sa(2.0)=0.17;
Component Elevation Ratio:0;Component Amplification Factor:2.5;
ElementorComponentFactor:1;Component Force Amp.Factor:2.5。
2.3 材料的選取
殼體圓筒和左管箱的圓筒材料為ASME材料:SA-106M Gr.B,規格為 Φ355.6 ×9.53,符合 ASME B36.10M-2004 的要求。
換熱管材質為SA-179M,規格為Φ16×2。
拉桿與管板螺紋連接,拉桿采用國產材料。若拉桿與管板焊接連接,拉桿需要采用ASME材料。
定距管與折流板采用國產材料。
管板材質為 SA-266M Gr.2,鍛件。如果按照ASME第Ⅷ卷第l冊《壓力容器建造規則》2013版設計,根據該標準條款UG-6(c),管板也可采用鍛件SA-105M。
管箱法蘭材質為SA-105M,規 格 14”-CLASS300,WN/RF,目前應符合 ASME B16.5-2009的要求,是標準法蘭,鍛件。管箱法蘭的螺柱的材質為SA-193 B7,螺母材質為SA-1942H。
管箱端蓋的材質為SA-105M,外徑為Φ355.6,鍛件。
接管的材質為 SA-106M Gr.B,符合 ASME B36.10M-2004 的要求。
由于管程介質是氨,在國內屬于強滲透性中度危害介質,參考國內標準,至少應用高頸對焊法蘭、帶加強環的金屬纏繞墊片和專用級高強度螺栓組合[3]。接管法蘭選用 ASME B16.5-2009的標準法蘭,材質為SA-105M,鍛件,WN/RF。接管法蘭的墊片為纏繞墊,符合ASME B16.20-2007的要求。管法蘭的螺柱的材質為SA-193 B7,螺母材質為SA-1942H。
接頭材質為SA-105M,非標鍛件。
鞍式支座與圓筒直接相焊,鞍式支座的材質為SA-516M Gr.485。
以上材料中的牌號中的M代表SI單位。在ASME材料中,以英寸-磅單位或SI單位表示的數值均可作為標準值。但由于各單位所標示的數值不能與另一種單位制進行精確換算,因此,每一種單位制必須獨立使用[4]。
2.4 泄壓方面的要求
根據ASME第Ⅷ卷第l冊《壓力容器建造規則》2013版UG-125,可以通過系統設計進行超壓保護,在此虹吸式油冷卻器上不設置泄壓閥。
2.5 強度計算
以《用戶說明書》作為設計輸入條件,利用PV Elite軟件設計,建模,進行強度分析;對PV Elite軟件無法建模的零部件進行手工計算并翻譯成英文,加入計算書;采用ASMEⅧ-1設計準則,對PV Elite軟件生成的英文計算書進行人工校核。
本文對人工校核部分省略介紹。
2.5.1 軟件計算部分
用PV Elite軟件建模的設計約束參數界面見圖2。
設計約束參數填寫完成后,依次填寫元件參數,工況組合參數,風載荷參數,地震載荷參數。由于虹吸式油冷卻器殼體部件的上支座支撐著經濟器,可簡化為2處受經濟器的重力載荷(分別等于1/2經濟器運行時的重量)。此外,還要填寫鞍式支座參數,介質的液位和密度參數。

圖2 設計約束參數界面Fig.2 Interface of design constraints
全部設計參數填寫完成后,PV Elite軟件建模生成三維圖,如圖3所示。然后運行計算,內壓計算的主要結果見圖4。管板計算的主要結果見圖5。
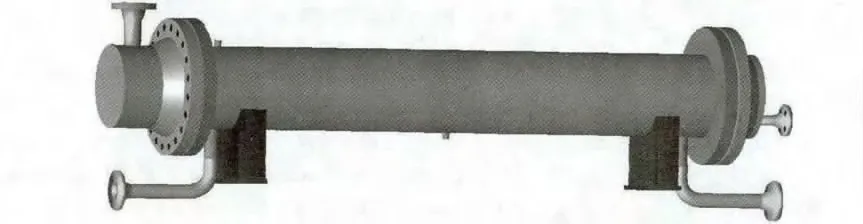
圖3 虹吸式油冷卻器用PV Elite軟件建模生成的三維圖Fig.3 3D graph of thermosyphon type oil cooler by PV Elite software
2.5.2 需手工計算部分
由于2個接頭伸出端內部有NPT3/8螺紋,PV Elite軟件無法輸入計算,需對其端部的厚度進行手工校核計算,計算的依據是ASMEⅧ-1,2013版的附錄1-2,UG-16和UG-31,計算過程如下:
The screw end thickness calculation of b and e:
Material of the joints is SA-105M;
The max.allowable stress of the joints is 138 MPa;
The design pressure is 2.1 MPa;
E=1;
Outside corrosion allowance is 0.6 mm;
O.D.of joints is 28 mm;
The inside screw of joints is NPT3/8;
The basic major diameter of screw,dSCREW=17.055 mm;
n equals the number of threads per inch(25.4 mm),n of the screw is 18;
Required thickness per Appendix 1-2(a)(1)
t=R0*(1-exp(-P/(SE)))
=14.000(1-exp(-2.10/(138*1.00)))
=0.2114 mm
Design thickness=0.2114+0.6+20/n
=0.2114+0.6+20/18=1.923 mm
According to UG-16,the min.thickness of
joints’screw end should be 2.1 mm,that is 1.5 mm plus 0.6 mm.
Max(1.923,2.1)=2.1 mm
Thickness of the nozzle screw end
=(O.D.-dSCREW)/2=(28-17.055)/2
=5.47 >2.1,ok.
以上計算過程需加入計算書中,形成完整的計算書報告。
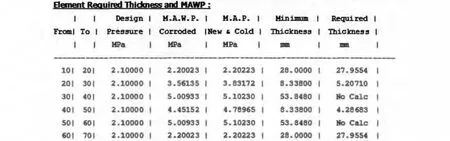
圖4 PV Elite軟件中內壓計算的主要結果Fig.4 The main results of internal pressure calculation in PV Elite
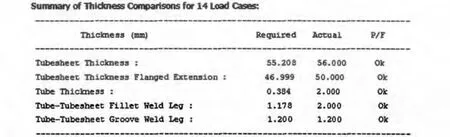
圖5 PV Elite軟件中管板計算的主要結果Fig.5 The main results of tubesheet calculation in PV Elite
2.6 符合ASME要求的圖紙
ASME圖紙要求中英文對照,總圖需由AI簽字。總圖要求信息詳實,特別是節點圖。AI要求總圖應基本反映全部設計信息。
2.6.1 總圖至少應包括的內容
a.適用的規范卷、篇、冊、版本及增補;b.符合Ⅱ卷規格的材料;c.設計壓力/溫度或最大允許工作壓力(內壓),最大允許工作壓力(外壓,當有要求時);d.最大允許工作壓力下的最低設計金屬溫度;e.公稱容積;f.操作介質:應注明是否為致死介質;g.焊縫系數;h.無損檢測;i.腐蝕裕量;j.是否進行焊后熱處理;k.焊接接頭詳圖:如果按照ASME第VIII卷第l冊《壓力容器建造規則》2013版設計,應注意此處的焊縫余高和以前的版本有變化;l.耐壓試驗;m.沖擊試驗或免除;n.銘牌位置及規范鋼印;o.制造尺寸與允差;p.是否需要NB注冊。
2.6.2 銘牌圖紙
虹吸式油冷卻器屬于固定管板式換熱器,因此銘牌上應體現ASME第VIII卷第l冊《壓力容器建造規則》2013版UHX篇-19.2.2的注意事項內容。總的來說,銘牌圖需滿足UG-118,UG-119,UHX-19。格式可參考非強制性附錄圖L-11-3。
ASME認證標志和NB注冊號應使用鋼印。“U”標識符可用其他方法標在銘牌上。
2.7 材料申請單和采購說明書
2.7.1 材料申請單應由設計部門編寫,至少應包括的內容
a.使用規范材料的材料技術條件號和規范版本及增補;b.尺寸、標稱值或額定值;c.數量;d.是否需進入鋼廠現場檢查;e.規范和材料技術條件所要求的其它訂貨要求;f.產品編號。
2.7.2 采購說明書
當《材料申請單》上沒有包括足夠完全的附加要求時,設計部門應編寫《采購說明書》。《采購說明書》的編號應填寫在“材料申請單”上。
3 制造中注意的問題
由工藝工程師編寫工藝流程圖,工藝過程卡和壓力試驗工藝卡。由焊接工程師編寫焊接工藝規程。由無損檢測Ⅲ級人員編寫無損檢測工藝規程和工藝卡。由熱處理工程師編寫熱處理工藝規程和工藝卡。其中,AI在工藝流程圖上指定停止、見證、和審查點。操作工和焊工應按照圖紙、工藝流程圖和工藝過程卡完成各制造工序。
最終壓力試驗完成后,制造廠出具數據報告,由AI簽字認可。有NB注冊要求的壓力容器,制造廠在壓力試驗合格后指定NB順序號。NB順序號應該是連續的,無前綴、后綴、間隔和跳號。NB號填寫在數據報告中。在AI認可制造廠數據報告后,60天內由制造廠把制造廠數據報告原件送交NB注冊。
4 結束語
本文以虹吸式油冷卻器為實例,簡單對ASME VIII.1壓力容器設計參數的確定、設計制造適用的規范、材料的選取、泄壓方面的要求、強度計算、符合ASME要求的圖紙、材料申請單和采購說明書、制造中注意的問題進行了介紹。以期與ASME相關人員互相交流。
[1]ASME Boiler and Pressure Vessel Code VIII Rules for Construction of Pressure Vessels Division 1,2013 Edition[S].
[2]NB/T 47012—2010制冷裝置用壓力容器[S].
[3]TSG R2004—2009固定式壓力容器安全技術監察規程[S].
[4]ASME Boiler and Pressure Vessel Code II Materials Part A Ferrous Material Specifications,2013 Edition [S].
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04