時(shí)速250km動(dòng)車組薄側(cè)墻自動(dòng)焊技術(shù)研究
2014-10-08 11:38:48景鋒王陸釗田忠利
金屬加工(熱加工) 2014年14期
景鋒 王陸釗 田忠利
1.概述
CRH3G項(xiàng)目是我公司自主研發(fā)的時(shí)速200~250km動(dòng)車組,該動(dòng)車組上首次采用了內(nèi)藏門(mén)結(jié)構(gòu),這種車門(mén)打開(kāi)后沿軌道向內(nèi)滑動(dòng)與薄側(cè)墻重疊,不僅節(jié)省了空間,而且比常規(guī)動(dòng)車組使用的塞拉門(mén)故障率大大降低。薄側(cè)墻是內(nèi)藏門(mén)的重要結(jié)構(gòu),本文針對(duì)薄側(cè)墻焊接過(guò)程中變形較大的問(wèn)題,分析變形產(chǎn)生原因,采取相應(yīng)措施,使焊接變形得到有效地控制,有效保證了產(chǎn)品質(zhì)量。
2.焊接工藝及結(jié)果分析
(1)焊接材料 本試驗(yàn)采用的薄側(cè)墻材質(zhì)為6005A—T6,由5塊型材組成(見(jiàn)圖1),型材長(zhǎng)度748mm,厚度7mm。焊接填充材料為E R—5087(AlMg4.5MnZr),φ1.2mm的MIG盤(pán)狀焊絲,保護(hù)氣體為純氬(99.99%Ar),母材及焊材成分如表1所示。焊前用D40清洗劑對(duì)待焊接區(qū)域進(jìn)行擦洗,然后用風(fēng)動(dòng)打磨工具去除氧化膜,保證型材焊前清潔無(wú)氧化膜及污物。
(2)手工焊工藝 薄側(cè)墻焊縫形式為7mm深V形坡口,共8道焊縫,采用多層多道MIG手工焊接,保護(hù)氣體流量18L/min。為保證打底焊的熔透性,用手工MIG焊對(duì)薄側(cè)墻反面各焊縫進(jìn)行定位焊,將焊前組對(duì)間隙控制在2~3mm之間。焊接參數(shù)如表2所示,焊接層道如圖2所示。焊接時(shí)采取的順序?yàn)楸?cè)墻反面打底后翻轉(zhuǎn)工件焊接正面打底、正面填充,然后再次翻轉(zhuǎn)工件焊接反面填充和反面蓋面,最后翻轉(zhuǎn)工件焊接正面蓋面,使焊縫正反面變形互相抵消,有利于控制焊接變形,同時(shí)焊接每側(cè)的4條焊縫時(shí)采用從內(nèi)向外的焊接順序,使應(yīng)力逐漸向外釋放,降低焊接結(jié)構(gòu)內(nèi)應(yīng)力。
(3)結(jié)果及分析 采用手工MIG焊接后,經(jīng)過(guò)樣板測(cè)量,薄側(cè)墻局部輪廓度尺寸超差嚴(yán)重,最大變形處達(dá)7mm(見(jiàn)圖3),很難通過(guò)火焰矯形將薄側(cè)墻調(diào)整到合格尺寸。焊后局部變形量大的主要原因:一是手工MIG焊接速度慢,熱輸入較大,且薄側(cè)墻結(jié)構(gòu)由于型腔窄,型材厚度僅為35mm,剛性較大,焊接時(shí)焊縫受到工裝約束及型材本身剛性拘束,因此使焊接結(jié)構(gòu)中存在較多的殘余應(yīng)力,冷卻后由于部分殘余應(yīng)力釋放導(dǎo)致結(jié)構(gòu)變形。
二是手工焊焊接層道數(shù)多,且焊接時(shí)工件需要翻轉(zhuǎn)3次,工作效率較低。由于不同焊工操作技能、手法等原因?qū)е潞负蠼?jīng)常出現(xiàn)咬邊、打底焊焊穿(見(jiàn)圖4)等缺陷,需要進(jìn)行焊接返修,嚴(yán)重影響了生產(chǎn)效率。

表1 母材及焊絲的化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)

表2 手工MIG焊焊接參數(shù)
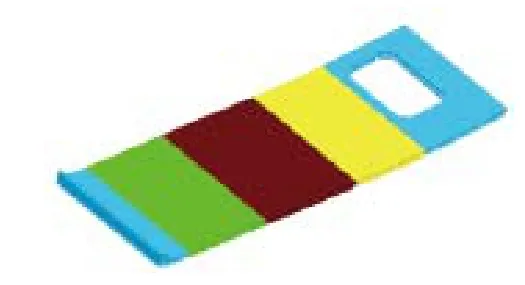
圖1 薄側(cè)墻結(jié)構(gòu)
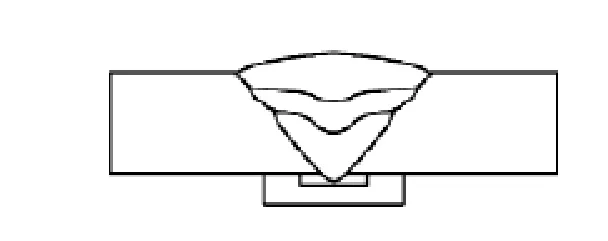
圖2 手工MIG焊焊接層道數(shù)
(4)自動(dòng)焊焊接工藝 采用MIG自動(dòng)焊設(shè)備進(jìn)行焊接,自動(dòng)焊焊接速度快,焊縫均一穩(wěn)定,返修率低,焊接熱輸入量小,變形易控制。
本試驗(yàn)采用igm懸臂MIG自動(dòng)焊機(jī)械手進(jìn)行焊接,焊縫為兩層兩道,焊前用手工MIG焊對(duì)坡口進(jìn)行定位焊,每道焊縫定位焊3段,定位焊長(zhǎng)度為40~60mm,間距300mm。焊后保證焊前裝配間隙0.5~1mm,既避免了間隙過(guò)小造成打底未焊透缺陷的產(chǎn)生,又可避免間隙過(guò)大造成焊穿。焊接時(shí)先正面打底焊,然后翻轉(zhuǎn)工件反裝打底、蓋面焊接,再次翻轉(zhuǎn)工件正裝蓋面焊接,同時(shí)焊接每側(cè)的4條焊縫時(shí),由內(nèi)向外依次焊接,有利于應(yīng)力釋放。焊接參數(shù)如表3所示。
機(jī)械手校槍時(shí)應(yīng)注意焊槍角度。由于薄側(cè)墻型材坡口處其中一邊自帶墊板,相對(duì)于不帶墊板一側(cè)厚度大,熔化時(shí)需吸收的熱量更多,所以應(yīng)合理設(shè)置焊槍的橫向偏置角度,使焊槍略指向焊槍過(guò)于垂直焊道,電弧的穿透力增強(qiáng),為防止焊穿,將焊槍傾斜9°左右(見(jiàn)圖5)。
(5)自動(dòng)焊試驗(yàn)結(jié)果及分析 使用表3中參數(shù)進(jìn)行自動(dòng)焊焊接后的薄側(cè)墻經(jīng)過(guò)樣板測(cè)量,局部變形量最大為3mm,幾乎不需要火焰矯形就能滿足圖樣要求,生產(chǎn)效率得到顯著提高。焊縫表面成形美觀(見(jiàn)圖6)。焊后在每道焊縫距起弧、收弧50mm處及中間位置各截取80mm長(zhǎng)試樣,用wHF1%+wHCl1.5%+wHNO32.5%的Keller溶液對(duì)表面進(jìn)行進(jìn)行腐蝕,制備宏觀金相。腐蝕后得到宏觀金相(見(jiàn)圖7),通過(guò)金相觀察發(fā)現(xiàn)自動(dòng)焊焊接側(cè)壁熔合良好,未出現(xiàn)裂紋、未焊透等焊接缺陷。
分析如下:
首先,焊接熱輸入:對(duì)比表2、表3中手工焊和自動(dòng)焊的焊接參數(shù),經(jīng)計(jì)算,手工焊打底及蓋面熱輸入分別是Q1=0.598kJ/mm和Q2=0.593kJ/mm;自動(dòng)焊打底蓋面焊熱輸入Q3=0.379kJ/mm和Q4=0.445kJ/mm。因此,自動(dòng)焊打底及蓋面熱輸入量Q3及Q4分別比手工焊熱輸入降低了36%和25%,有效降低了焊接熱輸入,熱量利用率高。通過(guò)對(duì)比分析可知,薄側(cè)墻的自動(dòng)焊焊接工藝更能有效地通過(guò)降低熱輸入量來(lái)控制變形。

圖3 薄側(cè)墻焊后變形嚴(yán)重
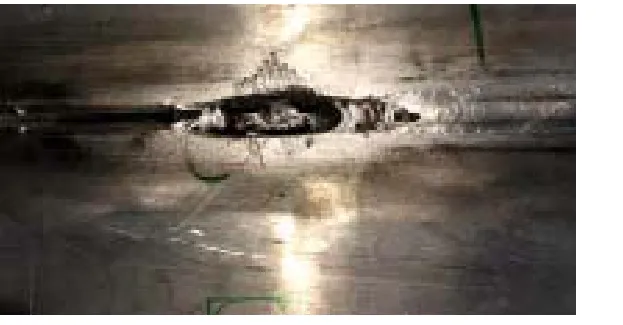
圖4 手工焊打底焊穿

表3 自動(dòng)MIG焊焊接參數(shù)

圖5 機(jī)械手焊接薄側(cè)墻

圖6 薄側(cè)墻焊后整體
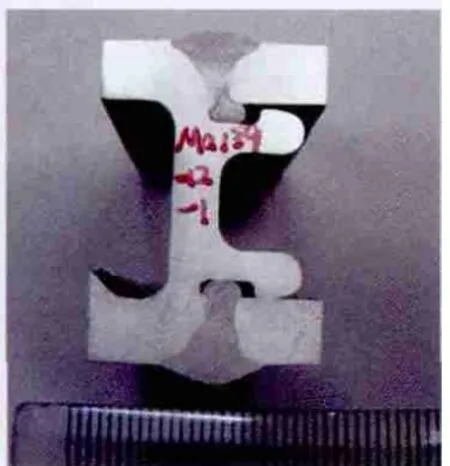
圖7 薄側(cè)墻宏觀金相
其次,焊接效率:對(duì)比表3和表2的焊接速度可看出,采用MIG自動(dòng)焊焊接工藝,焊接速度比手工焊提高了近1倍。焊接道數(shù)由3層3道改變?yōu)?層2道,焊接時(shí)工件翻轉(zhuǎn)次數(shù)也由手工焊的翻轉(zhuǎn)3次優(yōu)化為翻轉(zhuǎn)2次,使焊接工藝流程得到了簡(jiǎn)化,大量節(jié)約了焊接準(zhǔn)備時(shí)間,工作效率顯著提高。經(jīng)驗(yàn)證,薄側(cè)墻的自動(dòng)焊焊接工藝適用于側(cè)墻的批量生產(chǎn)。
3.結(jié)語(yǔ)
通過(guò)對(duì)CRH3G項(xiàng)目車體薄側(cè)墻分別進(jìn)行手工焊和自動(dòng)焊的焊接工藝試驗(yàn),并在焊后進(jìn)行輪廓度測(cè)量、制備宏觀金相等檢測(cè)手段,從結(jié)果可知:薄側(cè)墻的自動(dòng)焊工藝焊接時(shí)翻轉(zhuǎn)工件次數(shù)少,工作效率高;自動(dòng)焊焊接質(zhì)量高,缺陷少;焊后變形小,適用于薄側(cè)墻的批量生產(chǎn)。20140506
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39