汽車空調渦旋盤背壓擠壓成形工藝研究與模具設計
2014-10-10 07:32:10李君李凌風薛克敏合肥工業大學材料科學與工程學院田莊合肥匯能汽車零部件產業發展有限公司
鍛造與沖壓 2014年1期
文/李君,李凌風,薛克敏·合肥工業大學材料科學與工程學院田莊·合肥匯能汽車零部件產業發展有限公司
汽車空調渦旋盤背壓擠壓成形工藝研究與模具設計
文/李君,李凌風,薛克敏·合肥工業大學材料科學與工程學院田莊·合肥匯能汽車零部件產業發展有限公司

將基于流動控制成形的背壓擠壓工藝用于汽車空調渦旋盤的成形,可有效避免常規擠壓成形渦旋高度不一致的缺陷。采用數值模擬與物理實驗相結合的方法,研究該工藝的實際生產情況和模具結構的合理性,通過對凹模的強度分析和模具結構的改進,獲得了理想的渦旋盤零件及合理的模具結構。
動、靜渦旋盤是應用于空調渦旋壓縮機上的主要零件,其加工精度特別是渦旋體的形位公差有很高的要求,端部平面的平面度以及端部平面與渦旋體側壁面的垂直度應控制在微米級。采用數控加工及擠壓鑄造成形技術可以得到形狀、尺寸較為理想的制件,但材料利用率低;采用常規擠壓成形技術,難以保證零件端面高度一致;而基于流動控制成形的背壓擠壓工藝則可以有效克服上述缺點,并且可有效提高材料的塑性成形性能。因此,本文利用流動控制成形原理對渦旋盤背壓擠壓成形工藝進行研究,研究結果可為同類復雜結構件提供理論依據,推廣金屬流動控制成形技術的應用。
渦旋盤結構分析
渦旋盤的擠壓件尺寸如圖1所示,材料為4032鋁合金,渦旋壁厚從3mm到13.2mm分布不均,渦旋部分高度為34mm,渦旋壁單邊機加工余量必須保證在0.65mm以內(不計渦旋最外側部分),端部加工余量為1mm左右,可以看出該零件的成形關鍵在于渦旋部分的成形,保證渦旋壁均勻的加工余量和良好的端部平整度是關系到能否加工出合格零件的至關重要的因素。
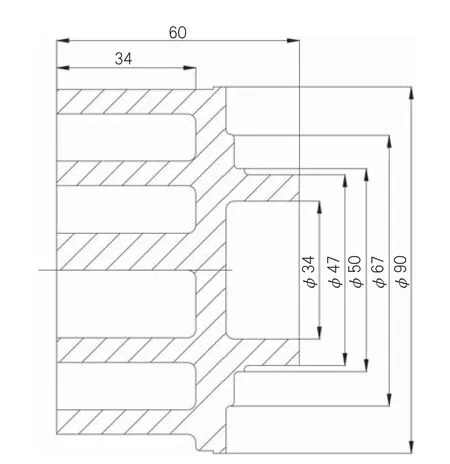
圖1 渦旋盤擠壓件的尺寸圖
無背壓擠壓成形
無背壓擠壓成形模擬采用的仿真力學模型如圖2所示,以靜盤為模擬對象,模型中只有凸模、凹模和坯料,凹模腔有足夠的深度,而且采用開放式,不會阻礙端部的金屬流動,可對成形結束后的渦旋高度變化進行對比分析。
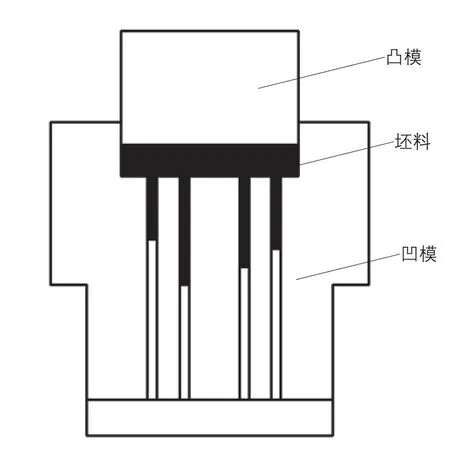
圖2 無背壓擠壓成形模型
如圖3所示是無背壓擠壓成形的模擬結果,由于渦旋末端很接近基圓外徑以至于在成形過程中補料較其他部位困難,擠出長度最短;渦旋部分整體高度不一致,相差較大,端面不整齊,需要大量的機械加工,不利于批量化生產;并且由于金屬變形不均勻,故會導致零件內部產生附加應力,造成金屬流線分布不均勻和表面裂紋等缺陷,嚴重影響使用性能。

圖3 無背壓擠壓不同壓下量下的成形情況
背壓擠壓成形
成形效果分析
背壓擠壓成形是基于金屬流動控制成形原理,在閉式模鍛的基礎上發展起來的一種新型精密塑性成形工藝。通過在模腔設置背壓工具以達到控制金屬不同部位流動速度的效果,使最終成形的零件在形狀、精度上滿足生產要求。由于采用常規擠壓成形渦旋盤存在成形高度不一致及裂紋等缺陷,材料利用率很低,因此考慮將流動控制成形原理應用在渦旋盤的擠壓成形中,以期望獲得相同的渦旋擠壓長度,省略鍛后平整端部的機械加工,有效提高材料利用率。如圖4所示為背壓擠壓成形渦旋盤的模型,在常規擠壓模型的基礎上,增加了背壓體,在背壓體上施加與金屬流動方向相反的背壓力,以阻止流動速度較快部位的金屬成形速度。其中,背壓力和背壓距離的大小可調,金屬向下充填施加在背壓體上的力大于背壓力時,坯料與背壓體一起向下運動。

圖4 背壓擠壓模型
如圖5所示是背壓擠壓成形的模擬結果。可以看出,隨著壓下量的不斷增大,渦旋端面由起初的成形高度有差異慢慢趨于一致,并且端部平整度也明顯改善,端部加工余量在1mm,有效避免了在常規擠壓成形工藝中出現的缺陷。
等效應力與應變分布
如圖6所示為成形后渦旋盤零件的整體等效應力與應變分布圖,因成形過程中底盤金屬向渦旋部分進行補料,而外緣金屬因直徑最大、距離最遠,故流動最困難,受到的拉應力最大,流動行程最大,
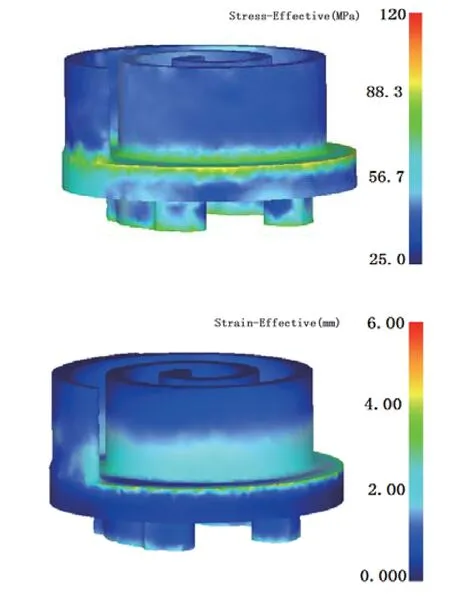
圖6 等效應力與應變分布圖
圖5 背壓擠壓不同壓下量下的成形情況變形最劇烈,因此最大應力和應變都分布在底盤直徑外緣部分,其次是渦旋根部,因向渦旋部分流動,受到拉應力作用,其應力也較大,符合渦旋盤成形規律。最大應力只有120MPa,遠遠低于4032鋁合金的屈服強度,這是因為采用背壓擠壓成形工藝,金屬在模腔里處于三向壓應力狀態,這種狀態能夠有效提高材料的塑性變形能力,改善零件的成形質量。
模具設計
根據渦旋盤背壓擠壓成形工藝對背壓系統的要求,設計符合生產要求的模具工裝,如圖7所示,為了簡化模具結構、降低成本,此處選用氮氣彈簧提供背壓力。
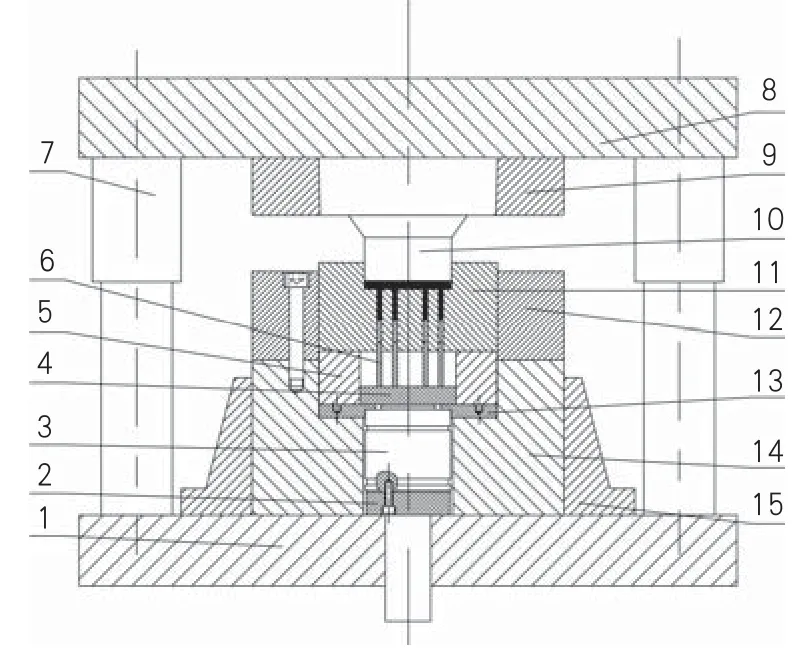
圖7 渦旋盤背壓擠壓成形模具簡圖
對模具中的凹模進行應力分析,如圖8所示,在凹模渦旋根部的位置發生較大的應力集中,因該處連接渦旋部分與外緣部分,故不僅受到坯料向下的充填力,還受到渦旋部分金屬的拉應力,而采用圖7的模具結構,凹模渦旋部分處于懸空狀態,凹模除了有較大的局部應力集中之外,渦旋部分還發生了較大的Z向位移,這種情況可能會導致模具在該處的斷裂。如圖9所示為渦旋盤背壓擠壓成形實驗前凹模實物圖及實驗后斷裂圖,斷裂部位恰好是渦旋根部,這說明圖7的模具結構雖然簡單緊湊,但難以保證凹模強度,需對模具結構進行改進。
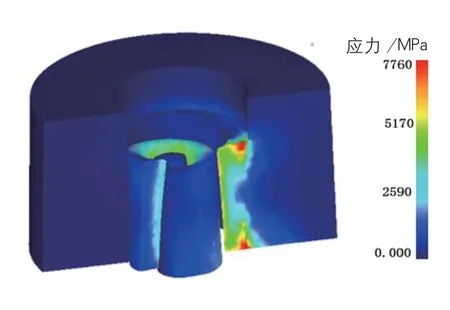
圖8 凹模等效應力分布圖

圖9 實驗前后的凹模
如圖10所示為改進后的模具結構和實際工裝,相對于圖7,將氮氣彈簧周向均布,采用液壓機的頂桿進行頂料;增加了凹模墊板和頂桿,改善了原來模具結構中凹模的受力狀態;其他主要模具零部件的結構不變。如圖11所示是改進后凹模的等效應力分布圖,可以看出,渦旋根部雖然仍有應力集中,但已降至1720MPa,凹模整體受力較均勻,由此可見,改進后的模具結構提高了凹模的強度和整體模具的使用壽命。

圖10 改進后的模具結構和實際工裝
實驗
實驗在1000kN液壓機上進行,選用石墨潤滑劑分別對模具和坯料進行潤滑,坯料材料為4032鋁合金。用電阻爐將其分兩段加熱到450℃,兩段加熱中間浸石墨,模具預熱至200℃,然后將坯料取出放入凹模進行擠壓成形。成形的渦旋盤如圖12所示,渦旋盤端面成形高度基本一致,渦旋壁厚余量控制均勻,無毛刺、飛邊等缺陷,表面經過機械加工后,可以得到合格的零件。

圖11 改進后凹模的應力分布

圖12 成形的渦旋盤
結束語
渦旋盤零件具有特別的結構和精度要求,采用常規擠壓成形會出現端面成形高度不一致的缺陷,材料利用率極低,而采用基于流動控制成形原理的背壓擠壓成形工藝則能夠有效解決這一難題。本文研究了采用背壓擠壓成形工藝成形該零件的合理性,并對金屬內部應力與應變分布進行了研究和分析,采用數值模擬和物理實驗相結合的方法,驗證了該工藝成形渦旋盤零件的適用性,并設計了專用的模具工裝,通過對模具的改進和強度分析,背壓擠壓成形工藝能很好的成形出渦旋盤零件,所得到的零件滿足形狀精度要求。
李君,碩士,主要研究方向為精密塑性成形技術及模具設計。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年9期)2015-02-28 18:56:50
石油化工應用(2014年8期)2014-03-11 17:40:03