一種特殊測(cè)量方法的探討與應(yīng)用
2014-10-12 05:56:16陜西柴油機(jī)重工有限公司興平713105贠虎臣趙亞君
金屬加工(冷加工) 2014年13期
關(guān)鍵詞:測(cè)量
陜西柴油機(jī)重工有限公司 (興平 713105) 贠虎臣 趙亞君
1.問題的提出
在機(jī)械零部件加工時(shí),我們經(jīng)常會(huì)碰到軸承座、箱體類等零部件,其端面存在必須使用的短止口凸臺(tái),其形式如圖1所示。該止口有定位、配合作用(一般尺寸精度在6、7和8級(jí)),加工中檢驗(yàn)時(shí),用現(xiàn)有的測(cè)量工具無法滿足檢驗(yàn)要求,其原因分析如下。
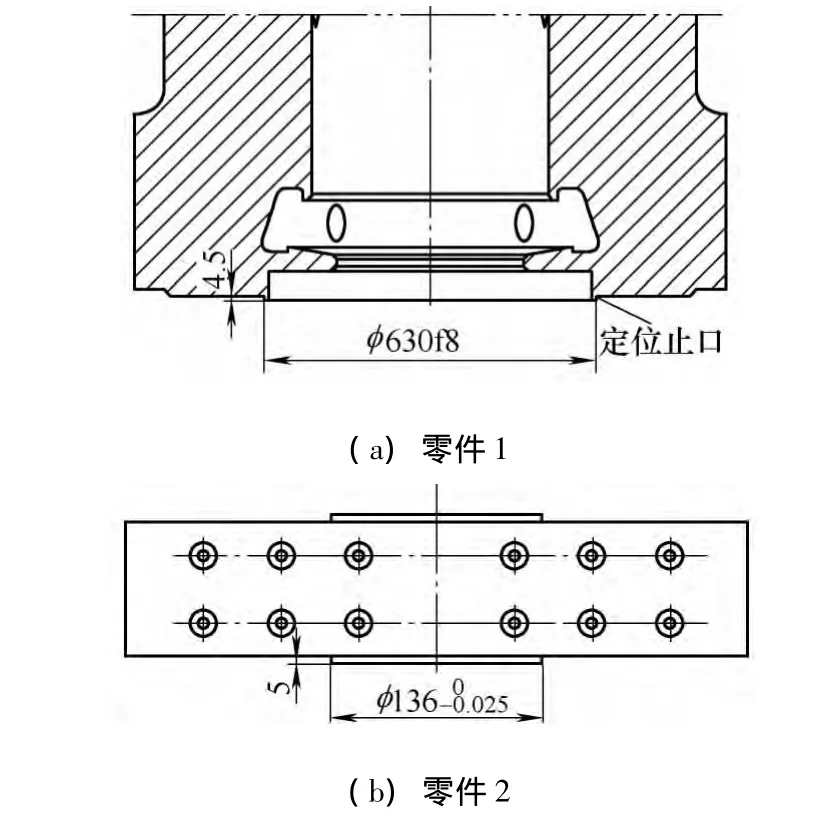
圖1
(1)游標(biāo)卡尺精度偏低,最小刻度為0.02 mm,不能準(zhǔn)確讀出止口的實(shí)際檢測(cè)值,不能滿足加工檢測(cè)需要。
(2)外徑百分尺的測(cè)量精度比游標(biāo)卡尺高,并且測(cè)量比較靈活,因此,當(dāng)加工精度要求較高時(shí)多被應(yīng)用,但是如圖2所示,固定測(cè)砧2及測(cè)微螺桿3使測(cè)量距離受限為距量具的使用軸套外表面最小為10 mm,對(duì)于需測(cè)量的止口高度只有5 mm左右來說,顯然是不能滿足檢測(cè)要求的,無法進(jìn)行測(cè)量。
(3)目前存在的問題是,由于在加工中采用常用的卡尺、外徑千分尺等外圓測(cè)量工具無法滿足零部件具有較高精度的短止口的測(cè)量,使得零件中間尺寸控制無法進(jìn)行,只能借用塊規(guī)間接測(cè)量,操作繁瑣,同時(shí)對(duì)工人的技能也有一定的要求。這就加大了零件加工的控制成本,加工效率低,修磨系數(shù)高,風(fēng)險(xiǎn)大,止口精度不易控制。
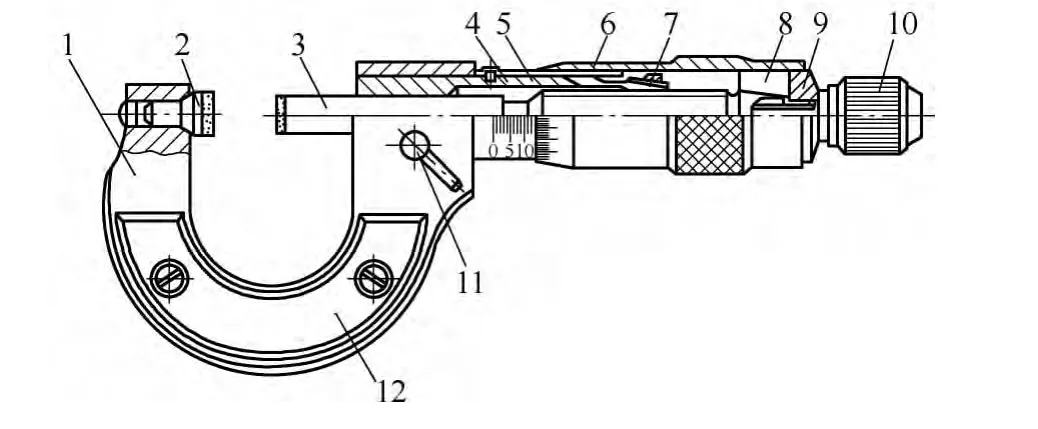
圖2 0~25 mm外徑百分尺
2.問題的解決
為了解決該問題,我們采用的技術(shù)方案是:利用杠桿指示表高分度值 (由于止口太短,且止口所處的端面相對(duì)太大,無法安裝千分表,只能采用杠桿指示表。雖然杠桿指示表的測(cè)量桿軸線與被測(cè)工件表面的夾角對(duì)測(cè)量會(huì)產(chǎn)生誤差,但就本機(jī)構(gòu)進(jìn)行誤差分析在0.005 mm以內(nèi),故能采用),結(jié)合游標(biāo)卡尺的測(cè)量原理,將二者有機(jī)地結(jié)合,用于測(cè)量高精度短止口的尺寸。其特點(diǎn)是通過采用穩(wěn)定性能好的量具材料制造測(cè)量尺桿,將杠桿千分表托架通過配打圓柱銷定位,同時(shí)鎖緊螺釘,確定測(cè)量尺桿相對(duì)零位;杠桿指示表托架與杠桿指示表通過燕尾槽連接,并能自由滑動(dòng),待位置確定后鎖緊錐度鎖緊螺釘。測(cè)量工具示意圖如圖3所示。
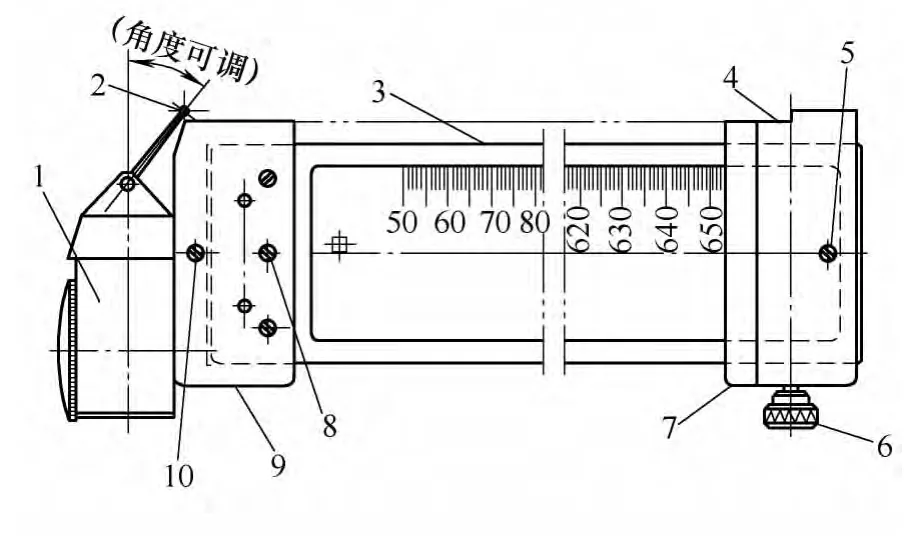
圖3 高精度短止口測(cè)量尺
3.零件止口的測(cè)量操作方法
使用時(shí),首先準(zhǔn)備一套與待測(cè)止口直徑相同的外徑百分尺 (例如待測(cè)止口直徑為 φ630-0.076-0.186mm,測(cè)量范圍在600~700 mm的外徑百分尺),其次根據(jù)止口的大小將量尺游標(biāo)放在需要的刻度即630刻度線上,鎖緊游標(biāo)調(diào)節(jié)螺釘,再用標(biāo)準(zhǔn)的長(zhǎng)度樣棒,配合外徑百分尺確定本量尺的相對(duì)零位,經(jīng)過2~3次的校核,將杠桿指示表的指針調(diào)零,最后輕輕地拿起直接測(cè)量待測(cè)止口,直接讀數(shù),其止口的大小的實(shí)際值即為標(biāo)尺的整數(shù)值+杠桿指示表的讀數(shù),一般情況下最少重復(fù)測(cè)量?jī)纱危源_保讀數(shù)的準(zhǔn)確性。
4.操作注意事項(xiàng)
(1)杠桿指示表應(yīng)固定在可靠的調(diào)節(jié)托架上,測(cè)量前必須檢查千分表是否夾牢,并多次提拉千分表測(cè)量桿與工件接觸,觀察其重復(fù)指示值是否相同。
(2)測(cè)量時(shí),不準(zhǔn)用工件撞擊測(cè)頭,以免影響測(cè)量精度或撞壞杠桿指示表。為保持一定的起始測(cè)量力,杠桿千分表的測(cè)頭與工件 (或標(biāo)準(zhǔn)長(zhǎng)度樣棒)接觸時(shí),測(cè)量頭應(yīng)有0.3~0.5 mm的壓縮量。
(3)測(cè)量桿上不要加油,以免油污進(jìn)入表內(nèi),影響千分表的靈敏度。
(4)杠桿千分表的測(cè)量桿軸線與被測(cè)工件表面的夾角愈小,誤差就愈小。本量尺的實(shí)測(cè)數(shù)據(jù)如果需要誤差分析,可采用如下方法修正:α角為杠桿千分表中心線與待測(cè)工件表面的夾角 (即實(shí)用新型的夾角為38°),由圖4可知,當(dāng)平面上升距離為a時(shí),杠桿千分表擺動(dòng)的距離為b,也就是杠桿千分表的讀數(shù)為b,因?yàn)閎>a,所以指示讀數(shù)增大。具體修正計(jì)算式如下
若該表測(cè)量讀數(shù)為0.038 mm,求出正確測(cè)量值為

即讀數(shù)誤差為0.038-0.0299=0.008(mm)。
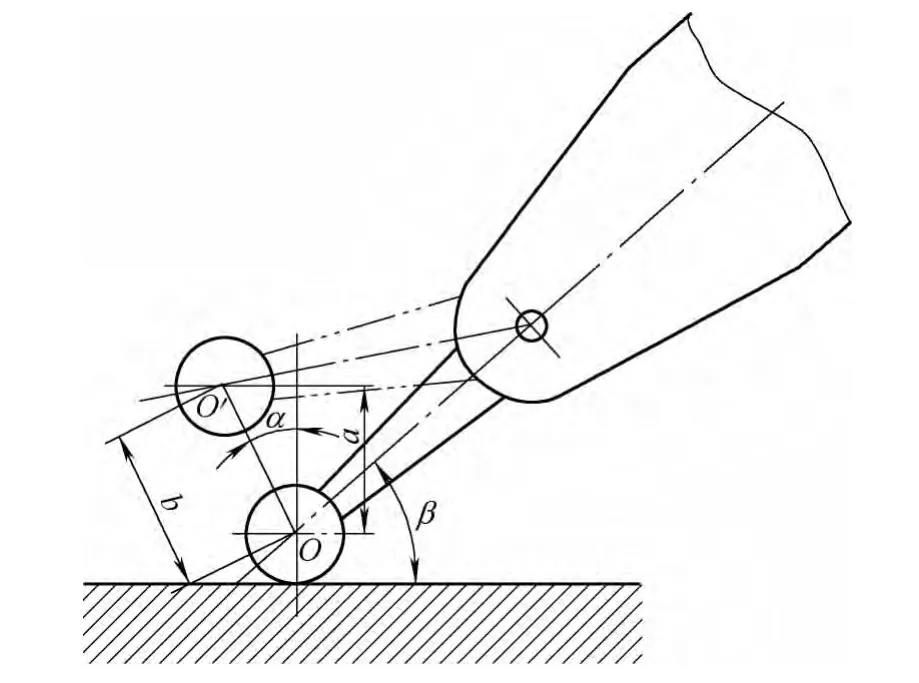
圖4
5.結(jié)語
該測(cè)量工具結(jié)構(gòu)簡(jiǎn)單,使用操作方便,省時(shí)省力,且只需單人就可以完成全部操作。它能夠?qū)崿F(xiàn)高精度短止口的有效測(cè)量,解決了現(xiàn)有技術(shù)在加工中無法測(cè)量的問題,同時(shí)生產(chǎn)制作成本低,降低了零件的加工風(fēng)險(xiǎn)。其使用范圍廣,不僅能有效應(yīng)用于各類軸承蓋及箱體類零件的短止口測(cè)量,也適用于回轉(zhuǎn)類零件的止口測(cè)量,同時(shí)生產(chǎn)制作成本低,易于制造。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級(jí)版)(2015年4期)2015-04-29 00:00:00