MasterCAM直紋加工策略
2014-10-12 05:56:18廣州航海學(xué)院廣東510725陳飾勇
金屬加工(冷加工) 2014年13期
廣州航海學(xué)院 (廣東 510725) 陳飾勇
目前數(shù)控加工程序的編制,已普遍采用計(jì)算機(jī)自動(dòng)編程的方法。在自動(dòng)編程中,首先須從CAD開(kāi)始進(jìn)行零件的造型。常用的零件造型方法一般可分為線架造型、曲面造型及實(shí)體造型;其中線架造型由點(diǎn)、直線和曲線等組成,用以描述幾何對(duì)象的輪廓及斷面特征。但在自動(dòng)編程中,容易出現(xiàn)刀具路徑的重復(fù)、空刀等情況,編程人員提高編程水平之一就是減少刀具路徑的重復(fù)。
1.直紋加工的策略
(1)策略一:圖1為我校數(shù)控實(shí)訓(xùn)中常見(jiàn)加工零件,材料是鋁合金,加工刀具是高速鋼刀,加工設(shè)備是數(shù)控銑床。加工圖中左邊的8 mm×45°斜壁,用得較多的加工方法是外形銑削銑斜壁。我校數(shù)控銑實(shí)訓(xùn)所用軟件為MasterCAM Mill 9,以小批量生產(chǎn)編程加工。畫(huà)好主視圖線框之后,具體操作步驟為:主動(dòng)能表→刀具路徑→外形銑削→選擇圖1中I線后(靠近A點(diǎn)選擇線條)點(diǎn)執(zhí)行→在外形銑削參數(shù)Z軸分層銑深設(shè)定中最大粗切量為0.2 mm,銑斜壁錐度角為 45°。
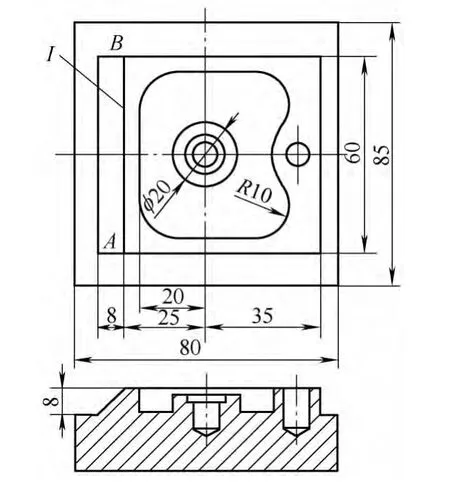
圖1
雖然上述方法能把8 mm×45°斜壁加工出來(lái),但外形銑削對(duì)象只是一條直線而不是一個(gè)封閉的線框。刀具路徑是從A點(diǎn)Z軸下刀,切削到B點(diǎn)。然后從B點(diǎn)回到A點(diǎn),再往Z軸下刀。這樣,刀具Z軸切削每一層的始點(diǎn)都在A點(diǎn),而終點(diǎn)都在B點(diǎn),會(huì)出現(xiàn)每一層從B點(diǎn)到A點(diǎn)的空走刀刀路。從而增加了加工時(shí)間,降低了工作效率。
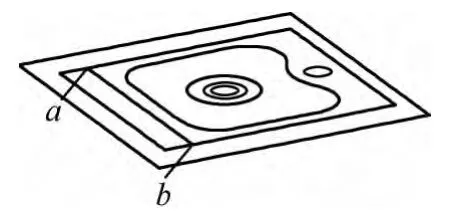
圖2
圖1中斜壁可以嘗試用直紋加工來(lái)處理。首先要在MasterCAM中畫(huà)出斜壁兩端的斜線,如圖2中a、b兩條粗實(shí)線,具體加工操作步驟如下:主動(dòng)能表→刀具路徑→下一頁(yè)→線架構(gòu)→直紋加工→用單體分別選擇圖2中兩條粗實(shí)線 (注意選擇線條方向要一致)點(diǎn)執(zhí)行→選取φ8 mm平底銑刀加工,切削方式選擇雙向切削,截?cái)喾较虿竭M(jìn)距離是0.2 mm其他設(shè)置如圖3所示,確定→刀路生成。
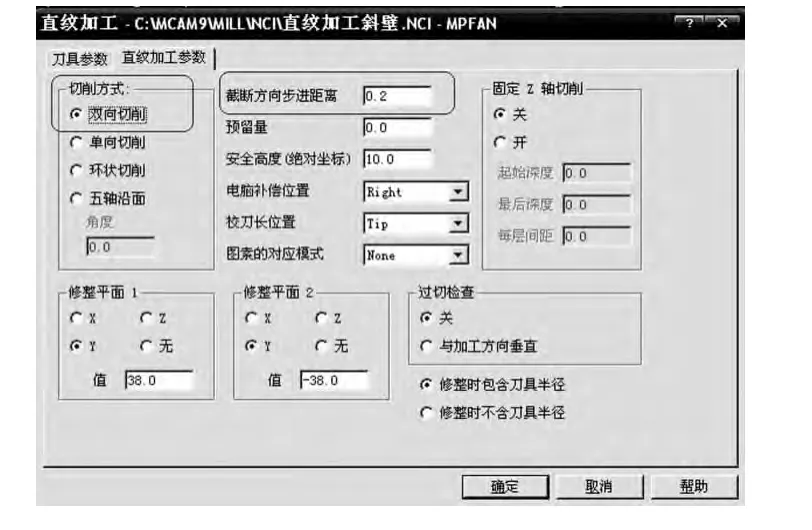
圖3
(2)策略二:圖1中加工工藝分析為平底銑刀的主要加工內(nèi)容是外形銑削,槽加工。
槽加工時(shí),φ20 mm凸臺(tái)與槽最左邊壁上距離只有10 mm,因此槽加工刀具直徑不能大于10 mm。
外形銑削加工,零件寬度 (主視圖上下方向)是85 mm,外形銑削后尺寸是60 mm,寬度上下各需銑削12.5 mm。零件長(zhǎng)度 (左右方向)是80 mm,左邊需要銑削7 mm,右邊銑削5 mm。用φ14 mm刀具可以一次走刀把外形銑削出來(lái)。
因?yàn)橐孕∨可a(chǎn)編程,同時(shí)加工設(shè)備是數(shù)控銑床,所以盡可能減少換刀次數(shù)。如果外形銑削用φ14 mm平刀,銑削槽用φ8 mm平刀,則需要換刀。如果用φ8 mm平刀銑削外形,左右兩邊可以一次走刀成形,而上下兩邊則需要走刀兩次。用外形銑削編程時(shí),刀路是整個(gè)外形銑削兩圈,這樣就出現(xiàn)了左右兩邊走空刀。此時(shí)可以考慮上下外形各走刀一次 (銑削6 mm余量),然后外形銑削沿著外形走刀一圈。
上下外形走刀一次可以用直紋加工,銑削6 mm余量首先在距離上下頂面 (85 mm)6 mm處各畫(huà)兩條垂直線,垂直線的長(zhǎng)度就是銑削外形的加工深度。如圖4四條粗實(shí)線。
加工上下外形可以分開(kāi)兩個(gè)程序,加工下外形具體操作步驟如下:主動(dòng)能表→刀具路徑→下一頁(yè)→線架構(gòu)→直紋加工→用單體分別選擇圖4中兩條粗實(shí)線a、b(注意選擇線條方向要一致)點(diǎn)執(zhí)行→選取φ8 mm平底銑刀加工,切削方式選擇雙向切削,截?cái)喾较虿竭M(jìn)距離是1.5 mm→確定→刀路生成,如圖5。上外形加工選擇c、d兩條垂直線,其他操作跟下外形操作步驟一樣。
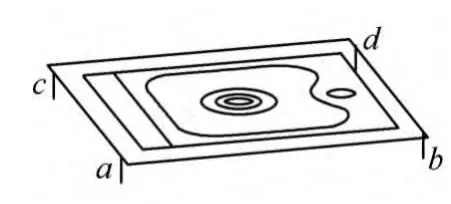
圖4
圖5
2.結(jié)語(yǔ)
直線型的外形加工用外形銑削加工一般都有空走刀,加工時(shí)間較長(zhǎng)。而采用直紋加工,雖然需要多畫(huà)出一些線條,但每一刀路都能切削零件。減少走空刀時(shí)間,增加加工效率,從而增加生產(chǎn)效益。但直紋加工時(shí)會(huì)出現(xiàn)順銑、逆銑的不停地更改,刀具切削力經(jīng)常變化,切削熱較大。所以對(duì)冷卻系統(tǒng)要求較高,要有充足的冷卻液才可以保證不因發(fā)熱大而粘刀,甚至斷刀。