進油管打扁模具設計
2014-10-12 05:55:58中國南方航空工業集團有限公司湖南株洲412002付志英
金屬加工(冷加工) 2014年10期
中國南方航空工業 (集團)有限公司 (湖南株洲 412002) 付志英
圖1所示油管與左右管接頭以及支架焊接而成。油管彎曲后長度約240 mm,形狀不規則。油管直徑13 mm,與右邊管接頭相聯的一端在本工序需打扁成7 mm厚的矩形,寬度方向尺寸沒有要求為自然成形。矩形方位與右邊的管接頭端部的平面平行,且關于右邊的管接頭中心軸對稱。
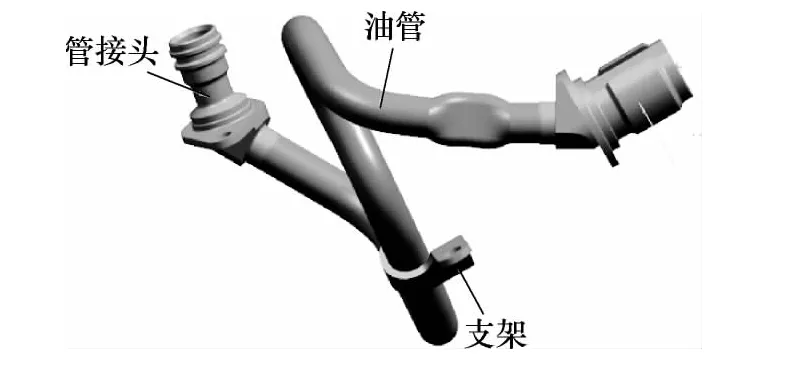
圖1 零件示意圖
1.方案1頂桿結構
(1)方案1 頂桿結構如圖2所示。

圖2 方案1頂桿結構
(2)方案1的模具工作過程 零件由定位塊7的槽定位,并支靠在支靠板6上,上沖頭11隨著機床滑塊下行,成形零件上表面,當限位塊9上端面碰到上模板10下端面時,零件上表面成形完畢。此時啟動機床緩沖器,帶動下沖頭13、頂桿14往上運動,成形零件下表面,當頂桿14下平面與下模板4下平面平齊時,零件下表面成形完畢。
2.方案2杠桿結構
(1)方案2 杠桿結構如圖3所示。
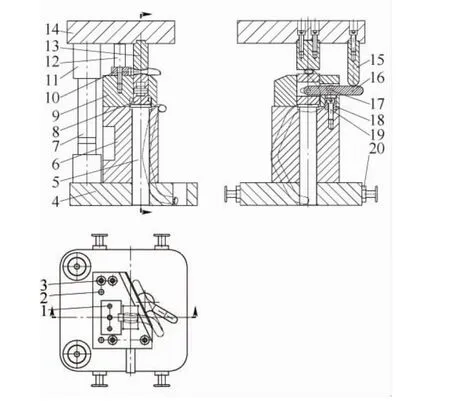
圖3 方案2杠桿結構
(2)方案2模具工作原理 零件由定位塊10的槽定位,并支靠在支靠板9上,上模下行,當上沖頭13下表面接觸到被沖零件上表面時,下沖頭8上平面也剛好接觸到被沖零件的下表面。上模繼續下行,壓力機產生的力,通過上沖頭13作用于零件上表面,通過桿15和連桿16傳遞給下沖頭8并作用于零件下表面,這樣在上沖頭13和下沖頭8的作用下,零件上下表面同時產生變形。當限位塊12上表面接觸上模板14下表面時,被加工零件的上下表面打扁成形完畢,并保證了所需尺寸。
3.方案3斜楔結構
(1)方案3 斜楔結構如圖4所示。
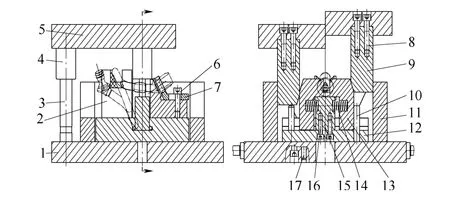
圖4 方案3斜楔結構
(2)方案3模具工作原理 被加工零件放在卡塊7上定位,同時由擋塊2輔助定位,并由螺釘6壓緊。斜楔9隨上模下行,當斜楔9的斜面接觸滑塊13的斜面時,上模再下行,則滑塊13產生水平方向的位移,零件產生打扁變形。當斜楔9下行到一定距離,斜楔9的豎直面接觸滑塊13的豎直面時,滑塊13不再發生水平方向的位移,零件成形完畢。當斜楔9下平面接觸限位銷10上平面時,上模不再往下運動。上模上行,彈簧14推動滑塊13復位,可將成形后的零件取出。為了使斜楔9的斜面能接觸到滑塊13的斜面,且能使零件滿足尺寸要求,并防止斜楔與零件發生干涉,要對模具的工作行程進行計算,并設置限位裝置。
4.成形方案比較及方案確定
(1)采用方案1成形缺點 如圖2所示在成形零件上表面時,滑塊13下平面與螺釘6下平面齊平,零件有一部分材料會被帶入到滑塊13上表面與螺釘6所形成的腔體中,當滑塊13再往上運動時,會產生2次成形,零件容易產生表面缺陷。
(2)采用方案2缺點 零件尺寸較長,致使模具結構較高,成本增加。
(3)方案3的優點 采用斜楔結構可使零件兩表面同時受力變形,成形可靠。考慮到零件尺寸較長,將零件由豎直擺放改成水平放置,使模具能很好地讓開零件,縮小了模具尺寸,降低了模具成本。在工藝方面,方案1和方案2進油管為先打扁后焊接左右管接頭及支架,模具上設計一個斜面與進油管接觸,但定位并不精確。方案3改進了工藝,先將進油管與左右管接頭及支架焊接后再打扁,利用右管接頭上與打扁方向平行的兩個平行面定位,進油管上的斜面輔助定位,使被加工零件定位更準確。
經過比較,采用方案3的斜楔結構構對零件進行成形。
5.斜楔結構模具工作部件設計
(1)工作行程 被加工的管子,成形前直徑為13 mm,對稱的兩個表面打扁后寬度為7 mm。管子水平方向成形行程為 (13-7)/2=3 mm。為了方便管子放入和拿出模具,在成形初始時,使對稱的兩個滑塊水平方向距離為19 mm,成形結束時水平方向距離為7 mm,則對稱的兩個滑塊水平方向工作行程是(19-7)/2=6 mm(見圖5)。
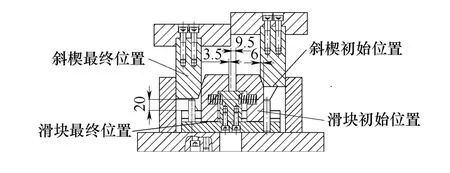
圖5 斜楔結構工作部件設計
(2)滑塊斜楔的設計 預設滑塊斜面的角度為20°,由上述分析滑塊可知,水平方向的工作行程是6 mm。則斜楔水平方向倒角取6 mm(見圖5)。從斜楔斜面開始接觸滑塊斜面,到斜楔豎直面與滑塊豎直面貼合,完成水平方向的行程。這時斜楔再往下運動,不再對滑塊產生水平方向的作用力。
(3)限位銷的設計 為了使斜楔斜面能與滑塊的斜面接觸,且保證水平方向的行程要求。對滑塊的初始位置必須進行限制,為此設計了限位銷。限位銷水平方向的位置應保證:滑塊水平初始位置與限位銷相切時,斜楔6 mm的倒角起始線應與滑塊、限位銷相切線共線,且此時兩個滑塊之間的水平距離為19 mm。同時,為了防止斜楔下行到最終位置時不壓到零件不加工表面,限位銷的上部高出底板20 mm(見圖5)。
(4)彈簧的設計 零件成形后,上模上行,滑塊在彈簧作用下進行復位,復位行程是6 mm,彈簧需要有一定的預壓量來克服滑塊的摩擦力。
滑塊質量為0.77 kg。
選用1 mm×14 mm的彈簧,確定其自由長度。
查彈簧標準GB 2089—1980:當彈簧工作極限負荷為26.1 kN時,彈簧每一圈的變形量是7.16 mm,則要產生7.7 kN的力,彈簧的變形為7.16×0.77/2.61=2.1 mm,這個為彈簧的預壓變形。則彈簧的總變形為2.1+6+3(修模)=11.1 mm,設置彈簧的壓縮量為總長的25%,則彈簧的總長為11/0.25=44.4 mm,取45 mm。
(5)底板滑塊的配合設計 滑塊在底板中滑動,為了使滑塊受力時不會傾倒,在底板上開T形槽,滑塊的底部也加工出T形,并采用間隙配合。
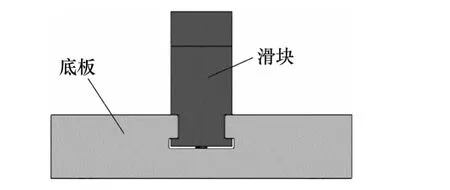
圖6 底板和滑塊的配合設計
6.結語
本文中的零件屬于對稱成形,同時尺寸較長,形狀復雜。模具設計注意零件擺放、定位和成形方式,使其對稱的兩邊同時參與成形,以防止產生成形缺陷,并減小零件成形部位以外的外形對模具結構的影響,降低模具成本。