熱軋帶鋼軋邊過程中常見質量問題及預防措施
2014-11-07 07:59:16陳愛華
冶金設備 2014年2期
關鍵詞:方法
陳愛華
(中冶京誠工程技術有限公司軋鋼工程技術所 北京100176)
1 前言
熱軋帶鋼根據板帶鋼用途不同,對鋼板、鋼帶提出的技術要求也各不一樣,但由于其相似的外形特點和使用條件,其技術要求仍有共同之處,歸納起來就是“尺寸精確、板型好、表面光潔、性能高”。其中一個過程是軋邊,即壓縮軋件寬度。軋邊可以通過軋制或者壓縮來完成。本文通過在生產過程中軋邊時出現的質量問題進行分析,指出原因,提出解決這些問題的具體措施和方法,對提高帶鋼合格率具有借鑒意義。
2 主要存在的質量問題
1)軋邊過程中一個主要質量問題是在軋件的端部形成魚尾,如圖1所示。這是有平軋道次中凸起部分的縱向延伸引起的。魚尾通常在精軋機前被切掉。,一般板坯寬度越大,切掉長度越大。切損長度隨軋邊輥直徑的增加而減小。大壓下量軋邊增加了由于形成魚尾而引起的切頭損失。為解決這個問題,現提出一些方法。
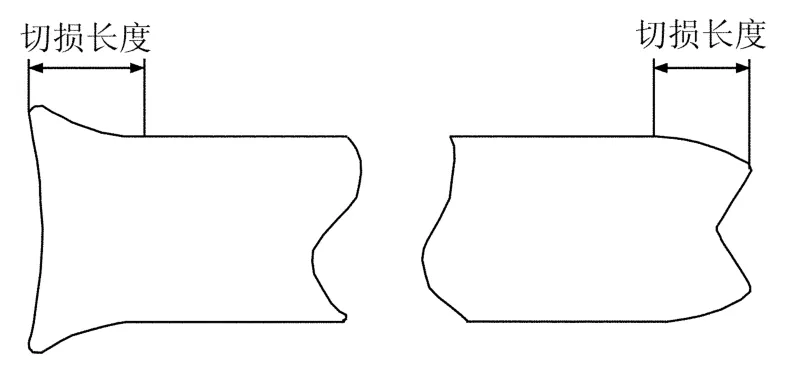
圖1 兩種形式的魚尾
(1)利用凸形板坯。按照這個方法,用連鑄機生產凸形板坯。當用平直的水平輥軋制這些板坯時,可以達到延伸板坯中部的效果,這就減輕了魚尾。
(2)利用潤滑軋制。在這個方法中,為孔型輥軋邊期間提供潤滑。由于軋制潤滑減小了軋輥咬入的摩擦系數,所以狗骨的增長變小。
(3)凸形軋制。這個方法是指在軋邊之前用凸形軋輥軋制部分板坯。為了適應各種板坯寬度,可使用軸向移動的錐形軋輥,如圖2所示。
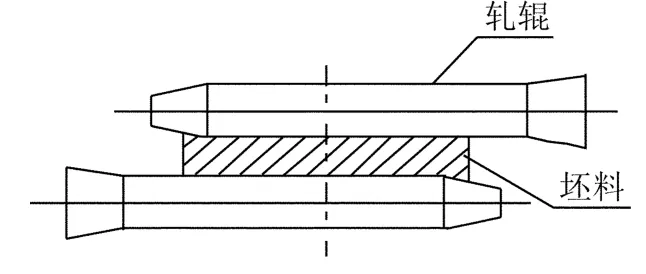
圖2 凸形軋輥軋制
(4)加工板坯角部。這個方法包括在軋邊之前,擠壓板坯兩端的角部,通過鍛壓或者軋制完成這種擠壓。在板坯軋邊之前,軋邊鍛壓機擠壓板坯頭尾的角部。如圖3所示,與通常的軋邊相比,用這種方法板坯收得率提高達30%。
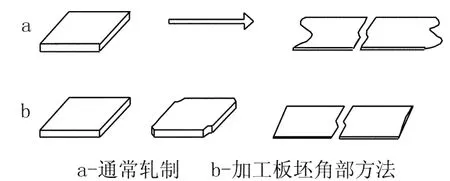
圖3 板坯平面圖
2)軋邊過程中產生的板坯畸形主要有三種形式:
板坯橫截面脫方;板坯扭曲;板坯邊部重疊。
(1)板坯橫截面脫方的主要原因是板坯的一側上浮。一般,通過孔型輥或有底部輥環的錐形軋輥來防止這種情況,如圖4所示。
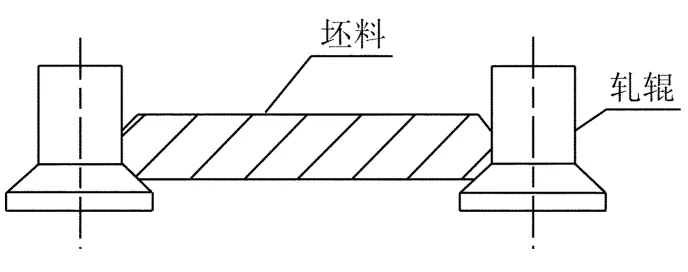
圖4 底部有輥環的軋邊機
(2)過量的寬度壓下量可能導致板坯的扭曲。通常采用限制邊部壓下量的最大許可值來避免板坯扭曲。借助于支承輥和滑道可以增加這個許可值。圖5顯示了三種避免扭曲的系統,即用中心支撐、用兩邊支撐及用三點支撐。
另外一種方法通過把板坯放在一個轉向輥上運輸來防止薄板坯的扭曲,這時,板坯以一定的接觸角度彎曲,薄板坯上施加前后張力迫使板坯靠在轉向輥上。當板坯位于轉向輥上方用鍛壓工具擠壓時,保證了板坯的穩定性。如圖6所示。
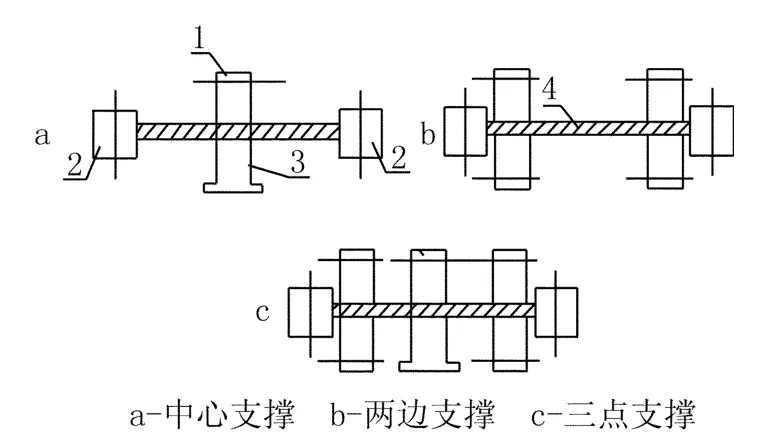
圖5 防止扭曲系統

圖6 防止薄板坯扭曲的方法
(3)板坯邊部重疊也是常見現象,用V形軋輥可以防止這一點。圖7所示:每個V形輥有一個平直部分和一個孔型部分,按照軋制條件,通過在垂直方向上同時移動兩個V形輥,來選擇工作部分。孔型部分用作倒角軋制,可以防止邊部重疊。

圖7 V形輥防止邊部重疊
3 結束語
通過對帶鋼生產過程中軋邊出現的質量問題進行分析,并提出解決和預防措施,在生產中取得了較好的效果,經過實踐證明,這些理論和方法,對提高產品質量,提高產品合格率取得了較好的效果。
[1]張志臣.板坯立輥軋邊過程的試驗研究[J].太原重型機械學院學報,2003(2).
[2]劉慧,齊志新,王國棟,劉相華.不同形狀立輥軋邊變形的有限元分析[J].冶金設備,2004(2).
[3]馬昊,喻海良,徐繼山.森吉米爾軋機軋板板形與邊部減薄預報研究[J].鋼鐵研究,2009(4).
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
