采用模腔壓力曲線的注塑成型實(shí)驗(yàn)
2014-11-19 09:26:46謝北萍劉斌
關(guān)鍵詞:工藝實(shí)驗(yàn)
謝北萍,劉斌
(華僑大學(xué) 機(jī)電及自動(dòng)化學(xué)院,福建 廈門361021)
模腔壓力反映塑料在注塑過程中作用于模腔內(nèi)壁的壓力場(chǎng)分布[1].注塑成型過程的模腔壓力曲線反映塑料熔體在模腔內(nèi)的變化情況.模腔壓力曲線的形態(tài)與注塑工藝參數(shù)具有密切的聯(lián)系[2].殘余應(yīng)力是導(dǎo)致注塑制品翹曲變形的主要原因,它是由塑料產(chǎn)品結(jié)構(gòu)的厚度不均和工藝參數(shù)導(dǎo)致塑料冷卻不均勻引起的.殘余應(yīng)力嚴(yán)重影響塑料制品的強(qiáng)度、精度及美觀程度[3].注塑過程中的模腔壓力曲線能夠精確地反映出成型后塑料制品的應(yīng)力存留情況.注塑完成后,若模腔壓力能夠回歸到零,則說明塑料制品中沒有殘余應(yīng)力;若模腔壓力不能回歸到零,則說明塑料制品中存在殘余應(yīng)力[4-5].因此,研究模腔壓力曲線與殘余應(yīng)力的關(guān)系具有重要的工程意義.李林楠[6]和邱斌[7]分別利用模腔壓力曲線優(yōu)化注塑工藝從而提高塑料制品的質(zhì)量.佘少玲等[8]研究了注塑工藝參數(shù)對(duì)模腔壓力的影響規(guī)律.吳廷等[9]研究了不同控制方式的轉(zhuǎn)壓方式.安靜等[10]研究了模腔壓力與制品熔接痕強(qiáng)度的關(guān)系.本文借助模腔壓力傳感器研究模腔壓力曲線形態(tài)與塑料制品殘余應(yīng)力的關(guān)系.
1 模腔壓力曲線
完整周期的模腔壓力曲線能直觀地反映出塑料熔體在模腔中的變化情況,是眾多注塑工藝參數(shù)的綜合反映,且與塑料制品的最終質(zhì)量有密切聯(lián)系.典型的模腔壓力曲線,如圖1所示.
由圖1可知:完整周期的模腔壓力曲線可分為若干個(gè)重要階段,每個(gè)階段的曲線形態(tài)都直觀地反映出其對(duì)應(yīng)時(shí)間段的注塑成型特點(diǎn).
1)特征點(diǎn)1~2.塑料熔體接觸到傳感器,傳感器開始測(cè)量到數(shù)據(jù).
2)特征點(diǎn)2~3.該階段為填充階段,模腔壓力不斷增大.
3)特征點(diǎn)3~4.該階段為保壓階段,模腔壓力增速最大,并得到最大值.
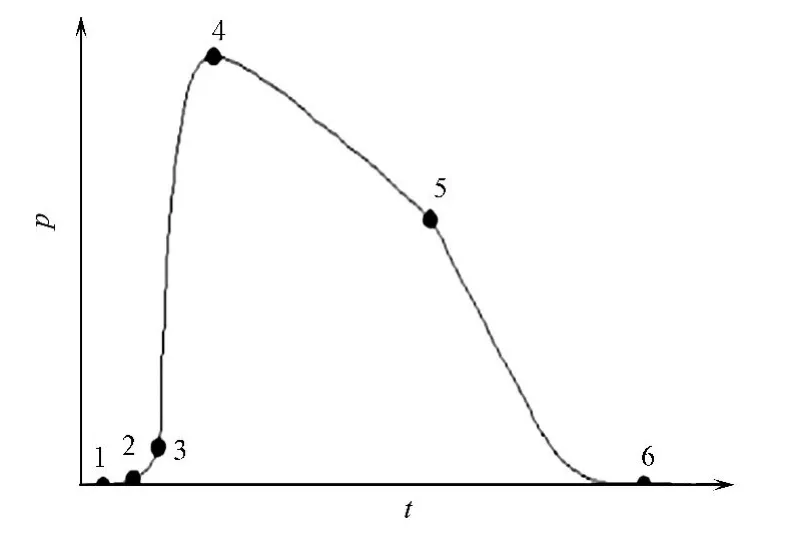
圖1 模腔壓力曲線典型圖Fig.1 Typical graph of cavity pressure curve
4)特征點(diǎn)4~5.該階段為凝固階段,點(diǎn)5為澆口凝固點(diǎn).
5)特征點(diǎn)5~6.澆口凝固后,模腔內(nèi)的熔體繼續(xù)凝固,模腔壓力值急劇下降,最終回歸為0.
在實(shí)際生產(chǎn)中,可根據(jù)得到的模腔壓力曲線對(duì)工藝參數(shù)進(jìn)行調(diào)整,從而提高塑料制品的成型質(zhì)量.
2 實(shí)驗(yàn)方案
2.1 實(shí)驗(yàn)設(shè)備
通過模腔壓力傳感器測(cè)量得到注塑成型過程中的模腔壓力曲線,并將所得到的曲線進(jìn)行保存.所需的實(shí)驗(yàn)設(shè)備主要有:注塑模(一模四腔的哈夫模);注塑機(jī)(臥式注塑成型機(jī));6190CA型模腔壓力溫度傳感器,2269型Como Injection模腔壓力溫度數(shù)據(jù)采集系統(tǒng)(瑞士奇石樂公司).
2.2 傳感器的安裝
根據(jù)研究需要,分別在模具流道處、邊上模腔處和中間模腔處安裝模腔壓力傳感器,如圖2所示.圖2中:邊上模腔處和中間模腔處的模腔壓力傳感器安裝位置處于對(duì)稱狀態(tài).
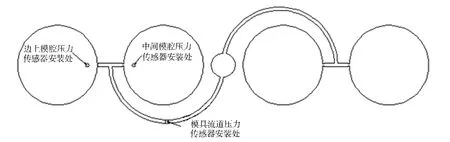
圖2 模腔壓力傳感器安裝位置Fig.2 Installation location of cavity pressure sensor
2.3 實(shí)驗(yàn)材料
實(shí)驗(yàn)材料為丙烯腈-丁二烯-苯乙烯共聚物(ABS),根據(jù)實(shí)際的試模情況確定基本工藝參數(shù)組合:熔體溫度為210℃;注射壓力為9.5MPa;保壓壓力為3.5MPa;注射時(shí)間為2.0s.
2.4 模腔壓力曲線的獲取
步驟1在正式實(shí)驗(yàn)開始之前,先注射50模,等注塑機(jī)工作穩(wěn)定之后再進(jìn)行正式的實(shí)驗(yàn).
步驟2將工藝參數(shù)調(diào)整為節(jié)2.3中的參數(shù).先注射10模,等注塑機(jī)工作穩(wěn)定后,注射1模,并保存相應(yīng)的模腔壓力曲線,以作后續(xù)實(shí)驗(yàn)之用.
步驟3改變步驟2中的保壓條件,即保壓時(shí)間改為0,保壓壓力改為0.先注射10模,等注塑機(jī)工作穩(wěn)定后,注射1模,并保存相應(yīng)的模腔壓力曲線,以作后續(xù)實(shí)驗(yàn)之用.
3 模具不同部位的模腔壓力曲線
由于分析軟件算法的缺陷,模流分析技術(shù)得到的分析結(jié)果精度相對(duì)較低,只能作為實(shí)際生產(chǎn)的參考.例如,對(duì)對(duì)稱模腔進(jìn)行分析,得到的結(jié)果總是一致的.模腔壓力曲線則能夠直接、精確地反映出熔體在模腔內(nèi)的實(shí)際情況.
對(duì)注塑成型實(shí)驗(yàn)步驟2得到的模腔壓力曲線進(jìn)行研究.模腔壓力曲線主要測(cè)量燈罩模具中的流道和2個(gè)對(duì)稱模腔處的模腔壓力,由此得到中間模腔處、邊上模腔處和模具流道的模腔壓力(p)曲線,如圖3所示.由圖3可知:不同部位的模腔壓力曲線差異很大.根據(jù)圖3中模腔壓力曲線的特點(diǎn)并借鑒其他文獻(xiàn)的分析方法,對(duì)不同部位的模腔壓力曲線進(jìn)行比較和分析.
1)模具流道處.由圖3可知:模具流道處的傳感器最早測(cè)量到壓力,并迅速上升達(dá)到最大值;隨后,模腔壓力繼續(xù)減小,并逐漸回歸到0.相對(duì)于另外兩個(gè)模腔的壓力曲線,流道處的模腔壓力曲線呈現(xiàn)出迅速上升和迅速下降的特點(diǎn),且模腔壓力最大值最大.這說明,塑料熔體從噴嘴到流道的壓力降比較小,且填充完成后,流道中的熔體迅速凝固.
2)模腔處.由圖3可知:雖然兩個(gè)模腔完全對(duì)稱,但是兩處對(duì)應(yīng)的模腔壓力曲線并不一致.兩處的模腔壓力曲線起點(diǎn)一致,說明塑料熔體經(jīng)過分流道后,同時(shí)到達(dá)傳感器,但是,沒有達(dá)到同樣的最大值.產(chǎn)生這種現(xiàn)象可能是由于兩個(gè)模腔的表面磨損程度或者溫度不同等原因引起的.在冷卻階段,模腔壓力曲線并沒有回歸到0,說明得到的塑料制品中含有殘余應(yīng)力.
根據(jù)模具中不同部位的模腔壓力曲線,可直接看出塑料熔體各個(gè)部位的變化情況.同時(shí),準(zhǔn)確地展示出對(duì)稱模腔處的模腔壓力曲線的不同之處.相對(duì)于模擬分析軟件,模腔壓力曲線能夠得到更加豐富的信息.
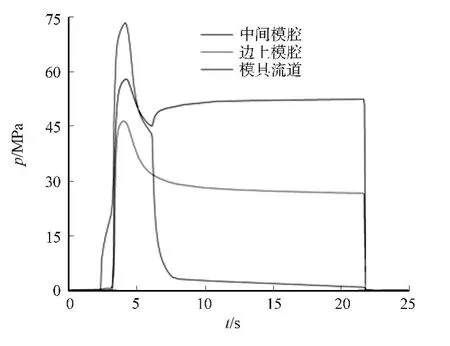
圖3 不同部位的模腔壓力曲線Fig.3 Cavity pressure curves in different positon of injection mold
4 模腔壓力曲線與制品殘余應(yīng)力的關(guān)系
4.1 不同工藝參數(shù)下的模腔壓力曲線
將步驟2,3得到的模腔壓力曲線匯總,如圖4所示.由圖4可知:在有保壓的情況下,冷卻階段模腔內(nèi)仍存在較大的壓力;在無保壓的情況下,冷卻階段模腔內(nèi)雖然仍存在一定的壓力,但相對(duì)于有保壓情況,已經(jīng)大幅下降.
4.2 制品殘余應(yīng)力的測(cè)量
為了進(jìn)一步研究產(chǎn)品殘余應(yīng)力與模腔壓力曲線的關(guān)系,利用冰醋酸對(duì)產(chǎn)品進(jìn)行殘余應(yīng)力的分析測(cè)試.將脫模后的塑料制品靜置3h后,放入質(zhì)量分?jǐn)?shù)為95%的冰醋酸中浸泡120s,用水沖洗干凈,自然風(fēng)干后,觀察制件表面的發(fā)白程度.
4.3 實(shí)驗(yàn)結(jié)果分析

圖4 不同保壓條件下的模腔壓力Fig.4 Cavity pressure in different packing conditions
圖5(a)為有進(jìn)行保壓工藝條件下得到的產(chǎn)品,圖5(b)為沒有進(jìn)行保壓工藝條件下得到的產(chǎn)品.由圖5可知:在有保壓工藝條件下得到的制品的發(fā)白程度比沒有保壓工藝得到的制品要明顯.結(jié)合圖1可知:在注塑過程中,模腔壓力越小,脫模后產(chǎn)品的殘余應(yīng)力越小.在實(shí)際生產(chǎn)的試模中,工程師可以利用監(jiān)測(cè)得到的模腔壓力曲線進(jìn)行工藝參數(shù)的調(diào)整,使得到的產(chǎn)品的殘余應(yīng)力最小化.不僅能夠提高注塑生產(chǎn)的效率,也能夠提高注塑產(chǎn)品的生產(chǎn)質(zhì)量.

圖5 經(jīng)冰醋酸浸泡后的塑料制品Fig.5 Plastic parts by acetic acid immersion
5 工藝參數(shù)對(duì)模腔壓力曲線的影響
上述實(shí)驗(yàn)研究了注塑過程中模腔壓力曲線和塑料制品的殘余應(yīng)力關(guān)系.實(shí)驗(yàn)結(jié)果表明:模腔壓力曲線能有效反映出塑料制品中的殘余應(yīng)力.在此基礎(chǔ)上,進(jìn)一步研究注射壓力、保壓壓力和保壓時(shí)間對(duì)模腔壓力曲線的影響.以節(jié)2.3的工藝參數(shù)為基準(zhǔn),依次改變,得到不同工藝參數(shù)組合下模腔壓力曲線.其中:注射壓力變化范圍為8.5,9.0,9.5,10.0MPa;保壓壓力變化范圍為3.0,3.5,4.0,4.5MPa.具體有以下2個(gè)步驟.
步驟1先注射50模,等注塑機(jī)工作穩(wěn)定之后再進(jìn)行正式的實(shí)驗(yàn).
步驟2根據(jù)實(shí)驗(yàn)需要調(diào)整工藝參數(shù).調(diào)整工藝參數(shù)后,需先注射10模,等注塑機(jī)工作穩(wěn)定后,注射1模,并保存相應(yīng)的模腔壓力曲線.對(duì)實(shí)驗(yàn)得到模腔壓力曲線進(jìn)行整理,并做相應(yīng)的分析.
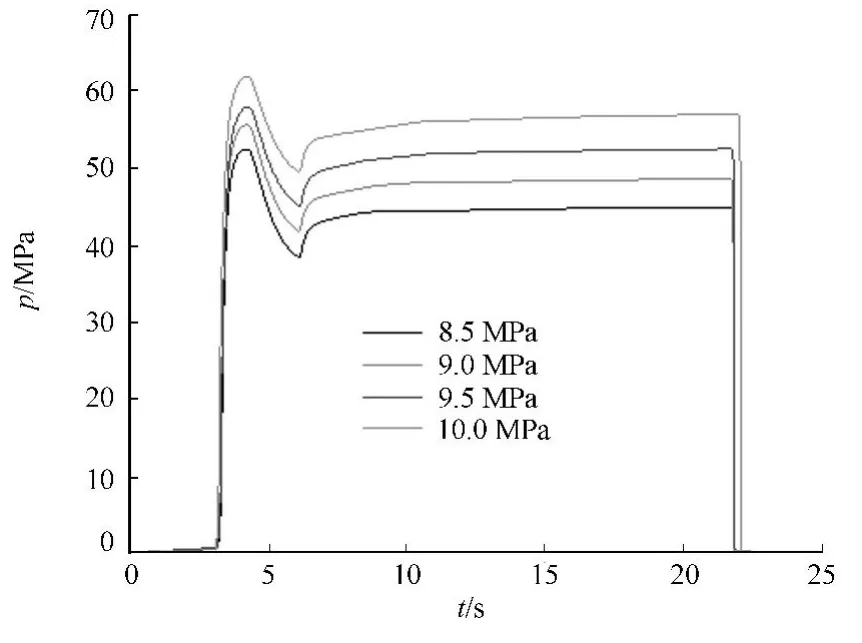
圖6 不同注射壓力條件下的模腔壓力曲線Fig.6 Cavity pressure curves in different injection pressure
5.1 注射壓力對(duì)模腔壓力曲線的影響
不同注射壓力條件下的模腔壓力曲線,如圖6所示.由圖6可知:隨著注射壓力的增大,模腔壓力的最大值不斷增大,且模腔中殘余壓力值也不斷增大.在注塑過程中,隨著注射壓力的不斷增大,塑料熔體的流動(dòng)性提高.在填充過程中,壓力損失減小.因此,模腔壓力最大值不斷升高.進(jìn)入保壓時(shí),塑料熔體從澆口處開始凝固,在模腔中依然會(huì)殘留一定的壓力.在其他工藝條件不變的情況下,殘余應(yīng)力會(huì)隨著模腔壓力最大值的增大而增大.
5.2 保壓壓力對(duì)模腔壓力曲線的影響
不同保壓壓力條件下的模腔壓力曲線,如圖7(a)所示.由圖7(a)可知:不同保壓壓力條件下的模腔壓力曲線變化并不大.在注塑成型中,進(jìn)入保壓階段后,澆口處的熔體開始凝固,注塑機(jī)施加的壓力為膜腔內(nèi)部的熔體壓力影響不大.但此時(shí)若撤掉保壓壓力,則會(huì)產(chǎn)生熔體倒流的現(xiàn)象.
5.3 注射時(shí)間對(duì)模腔壓力曲線的影響規(guī)律
邊上模腔處不同注射時(shí)間條件下的模腔壓力曲線,如圖7(b)所示.由圖7(b)可知:隨著注射時(shí)間的不斷延長,模腔壓力達(dá)到的最大值不斷增大,且保壓階段的模腔壓力值也隨注射時(shí)間的增大而增大.
同樣地,隨著注射時(shí)間的不斷延長,塑料模具型腔中的聚合物鏈將會(huì)產(chǎn)生更大的變形,從而導(dǎo)致模腔壓力值變大.在流道處由于塑料熔體很少,隨著塑料熔體的凝固收縮,模腔壓力值能夠恢復(fù)到0.而在模具型腔中,塑料熔體的量很大,塑料熔體的凝固雖然能夠使模腔壓力減小,但是,塑料熔體無法回到0.因此,在冷卻階段,邊上模具型腔處的模腔壓力值不能回歸到0,且模腔壓力值隨著注射時(shí)間的不斷延長而增大.在實(shí)際生產(chǎn)中,為了防止殘余應(yīng)力的存在,需要合理地控制注射時(shí)間.
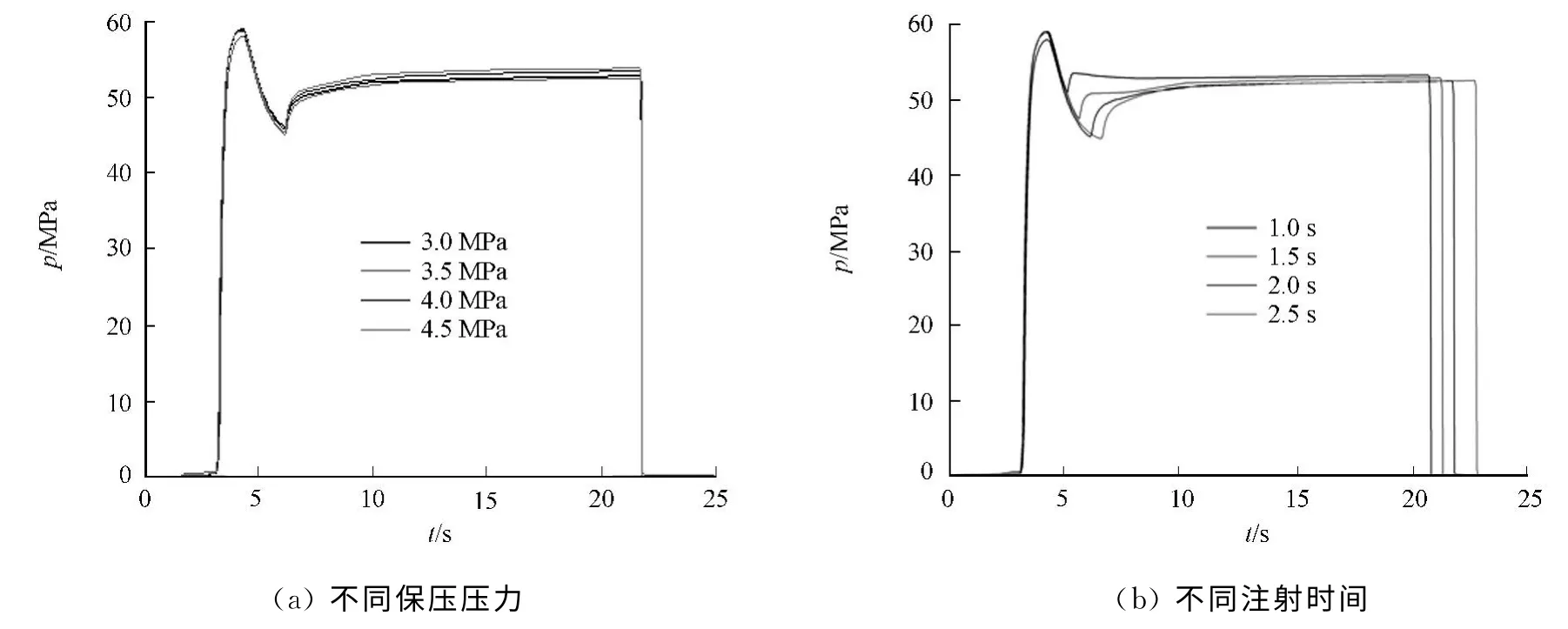
圖7 不同條件下的模腔壓力曲線Fig.7 Cavity pressure curves in different conditions
6 結(jié)論
通過模腔壓力傳感器,研究模具不同部位的模腔壓力曲線,塑料制品質(zhì)量與模腔壓力曲線形狀的關(guān)系和注塑工藝參數(shù)對(duì)模腔壓力曲線的影響規(guī)律.圖1為理想的模腔壓力曲線,在注塑完成后,模腔壓力便回到0.實(shí)驗(yàn)得到的模腔壓力,由于所用材料、模具結(jié)構(gòu)和實(shí)際生產(chǎn)條件等原因,在注塑過程中有殘余應(yīng)力.根據(jù)文中的實(shí)驗(yàn),得到以下3個(gè)結(jié)論.
1)借助模腔壓力傳感器能夠直觀地了解到不同模具部位的模腔壓力曲線特點(diǎn),且能精確地反映出對(duì)稱部位模腔壓力曲線的不同,進(jìn)而反映出塑料熔體在模腔中的變化情況的不同.
2)當(dāng)注塑工藝條件從有保壓調(diào)整為無保壓時(shí),模腔壓力傳感器能精確地反映出模腔壓力曲線在保壓階段的變化情況.根據(jù)測(cè)量結(jié)果可知:塑料制品的殘余應(yīng)力也相應(yīng)地變小.
3)在不同的注塑條件下,模腔壓力曲線呈現(xiàn)出不同的變化趨勢(shì).根據(jù)得到的規(guī)律,對(duì)實(shí)際生產(chǎn)可起到指導(dǎo)性作用.
[1]陳金偉,徐百平.模腔壓力曲線在注塑工藝參數(shù)優(yōu)化中的應(yīng)用[J].工程塑料應(yīng)用,2010,38(3):28-31.
[2]鄭榮成,STAHL J,KOCH F.模腔壓力曲線必須正確[J].國外塑料,2007,25(7):67-70.
[3]朱光力,李繼中.透明塑料制品內(nèi)應(yīng)力檢測(cè)儀設(shè)計(jì)與應(yīng)用[J].機(jī)床與液壓,2008,36(7):258-260.
[4]KURT M,KAMBER O S,KAYNAK Y,et al.Experimental investigation of plastic injection molding:Assessment of the effects of cavity pressure and mold temperature on the quality of the final products[J].Materials and Design,2009,30(8):3217-3224.
[5]KURT M,KAYNAK Y,KAMBER O S,et al.Influence of molding conditions on the shrinkage and roundness molded parts[J].Advanced Manufacturing Technology,2010(46):571-578.
[6]李林楠.基于型腔壓力測(cè)量的塑料注射成形過程監(jiān)測(cè)[D].武漢:華中科技大學(xué),2012:24-30.
[7]邱斌.注射成型中保壓曲線對(duì)制品表面質(zhì)量的影響[J].工程塑料應(yīng)用,2007,35(1):37-39.
[8]佘少玲,許海航.模腔壓力對(duì)注塑工藝參數(shù)的響應(yīng)[J].番禺職業(yè)技術(shù)學(xué)院學(xué)報(bào),2006,5(4):61-64.
[9]吳廷,安瑛,謝鵬程,等.采用型腔壓力控制轉(zhuǎn)壓點(diǎn)[J].塑料,2010,39(5):79-81.
[10]安靜.工藝參數(shù)對(duì)PS塑料熔接痕的影響[J].上海工程技術(shù)大學(xué)學(xué)報(bào),2012,26(1):40-44.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
