腐蝕和磨損零件的激光熔覆修復研究
2014-11-24 09:32:42張瑜芳陳殿炳鄧琦林
中國修船 2014年6期
關鍵詞:實驗
張瑜芳,陳殿炳,鄧琦林
(1.4805工廠,上海 200135;2.上海交通大學 機械與動力工程學院,上海 200240)
腐蝕和磨損零件的激光熔覆修復研究
張瑜芳1,陳殿炳2,鄧琦林2
(1.4805工廠,上海 200135;2.上海交通大學 機械與動力工程學院,上海 200240)
腐蝕和磨損是艦艇零件損壞非常普遍的形式,因此對腐蝕和磨損零件的修復非常重要。文章采用與待修零件相同的鑄鋼材料作實驗基體材料,在該材料上進行了激光熔覆修復的實驗研究,在實驗研究取得成功的基礎上,對實際鑄鋼零件舵叉進行了激光熔覆修復并取得了成功。
腐蝕和磨損;零件;激光熔覆修復
在艦艇中,腐蝕和磨損是零件損壞的一種非常普遍的形式,因此,對腐蝕和磨損零件的修復非常重要。零件的修復技術很多,但激光熔覆修復技術是近年來得到迅速發展的一種零件修復技術,它具有許多非常突出的優點,如:激光熔覆層與零件基體呈冶金結合,結合強度高;激光熔覆層材料選擇范圍廣,可根據零件修復的要求進行調整;激光熔覆時熱量輸入高度集中,可熔覆任何合金粉末,而總體熱輸入量又少,零件熱變形極小。[1-4]
激光熔覆修復零件的步驟是先將腐蝕和磨損零件進行表面處理,即去除零件表面的腐蝕和磨損層,然后,用激光熔覆的方法將合金粉末熔覆到零件的表面,補足零件被腐蝕和磨損的尺寸,并留出加工余量,再用機械加工的方法加工掉多余的熔覆層材料,使零件符合最終尺寸的要求。[5-7]本文采用激光熔覆修復技術對艦艇中被腐蝕和磨損的零件舵叉進行修復,為保證舵叉的修復質量,先對激光熔覆修復技術進行實驗研究,在實驗研究取得成功的基礎上再對艦艇零件舵叉進行修復。
1 實驗方法
由于舵叉的材料是鑄鋼,且硬度較高。實驗用基體材料也選用與舵叉材料相近的鑄鋼材料,試樣尺寸為200 mm×200 mm×50 mm,且進行熱處理,使實驗用基體材料的硬度和金相組織與實際舵叉零件的硬度和金相組織接近。
激光熔覆使用3 kW CO2橫流激光器,激光熔覆的工藝參數如下:激光功率P為2 000~2 500 W、光斑直徑D為5~8 mm、掃描速度V為5~8 mm/s、搭接率△為20%~40%;激光熔覆所用合金粉末為梯度變化的鎳基合金粉末,送粉量W為5~10 g/min。
金相試樣的制備包括線切割取樣、鑲嵌、磨樣、拋光等步驟,用制備好的硝酸酒精和FeCl3鹽酸溶液對經過拋光的金相試樣進行適度腐蝕。在金相顯微鏡下觀察試樣的組織形貌并拍照。采用維氏硬度計測定熔覆層和基體的硬度值,加載力為5 N,保持時間為15 s。
2 激光熔覆層的組織和性能分析
2.1激光熔覆試樣
在鑄鋼表面激光熔覆的試樣如圖1所示。
2.2激光熔覆試樣顯微組織分析
圖2為鎳基合金在鑄鋼基體上形成的熔覆層橫截面形貌。由于鑄鋼基體組織比較粗大,且鑄鋼材料內部往往存在縮孔和夾雜等,激光熔覆時采用了梯度變化的材料結構,底層材料韌性較好,與鑄鋼基體結合良好,且不會出現裂紋,中間層介于底層與工作層之間,而工作層材料具有良好的耐腐蝕和耐磨損的性能,激光熔覆層之間及與基體之間的界面如圖3所示。
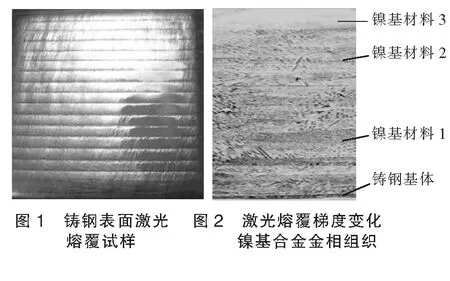

圖3 激光熔覆層界面的金相組織
2.3顯微硬度測量
測得基體到各熔覆層的顯微硬度如表1所示。
由于鎳基材料3的顯微硬度比鑄鋼基體材料的顯微硬度要高很多,可以預見,鎳基材料3的耐磨性比鑄鋼基體的耐磨性也會好很多。
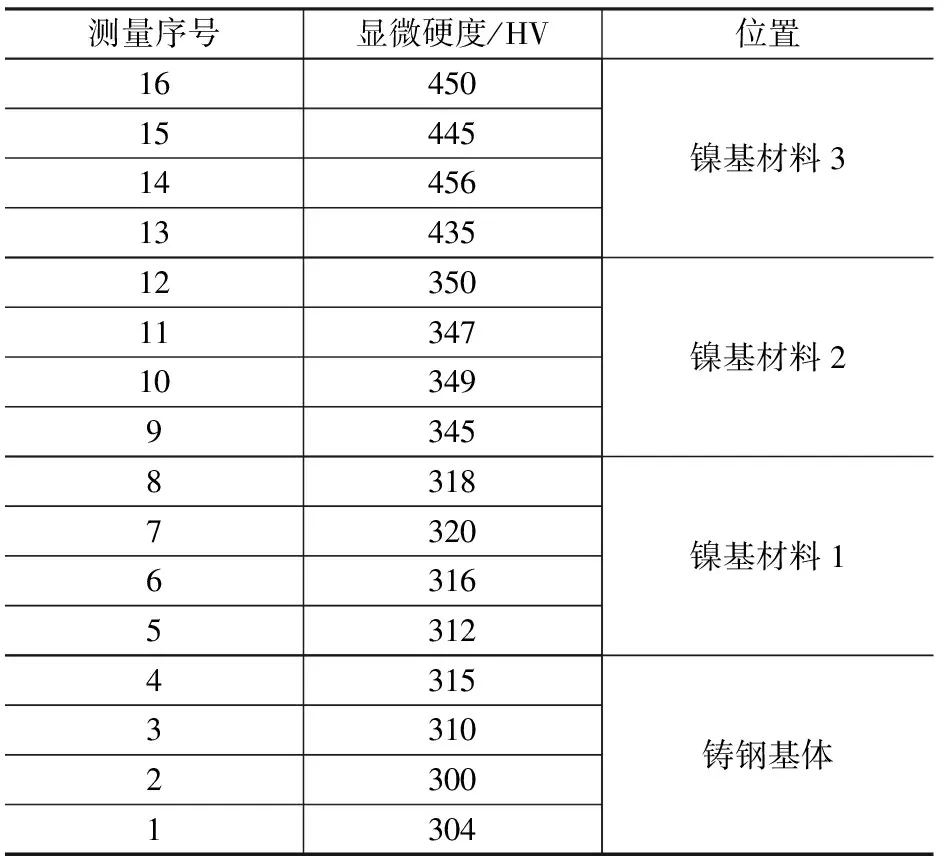
表1 基體和各激光熔覆層顯微硬度
2.4耐腐蝕試驗
將鑄鋼基體和激光熔覆梯度變化鎳基合金熔覆層的表層分別做成薄片,薄片表面經磨削加工,一同懸掛于鹽霧腐蝕實驗箱中,進行鹽霧腐蝕實驗。試驗條件:5%NaCl水溶液,溫度為38 ℃,實驗結果如圖4所示。
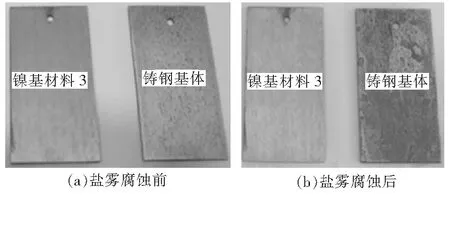
圖4 激光熔覆鎳基合金和鑄鋼基體的耐腐蝕實驗結果
由腐蝕實驗結果可見,激光熔覆的鎳基合金的耐腐蝕性能比鑄鋼基體要好得多。
3 艦艇零件舵叉的激光熔覆修復
圖5給出了已腐蝕和磨損舵叉零件舵叉的激光熔覆修復過程。
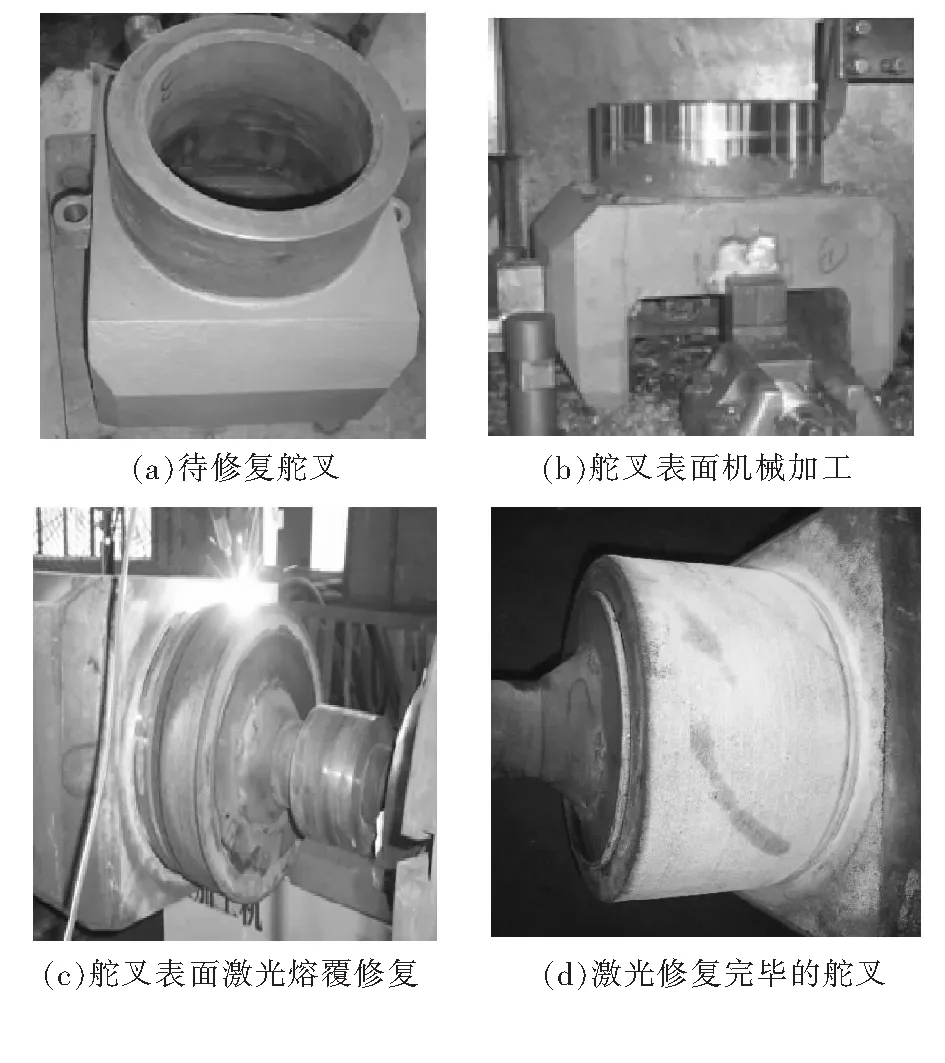
圖5 舵叉的激光熔覆修復過程
激光熔覆修復后的舵叉,經著色探傷表明,激光熔覆修復后的舵叉沒有任何氣孔和裂紋,舵叉經激光熔覆修復后的各項性能達到使用要求。
4 結束語
1)采用與待修復零件相同的材料作實驗用基體材料,在基體材料上進行激光熔覆實驗,在實驗成功的基礎上,再在實際零件上進行激光熔覆修復,可以保證實際零件激光熔覆修復的成功。
2)采用梯度變化的材料作激光熔覆材料,可以滿足在鑄鋼零件表面進行大厚度和高硬度的激光熔覆修復。
3)激光熔覆實現了激光熔覆層之間及與基體的冶金結合,結合強度高。
4)零件表面的激光熔覆層比鑄鋼基體有更高
的顯微硬度和更好的耐腐蝕性能。
5)采用激光熔覆方法成功地修復了被腐蝕和磨損的艦艇零件舵叉。
[1]梁朝罡,鄧琦林.激光熔覆制造致密金屬零件送料方式的分析和比較[J]. 電加工與模具,2003(5): 26-28.
[2]Phinney L M, Rogers J W.Pulsed laser repair of adhered surface-micromachined polycrystalline silicon cantilevers[J].Journal of adhesion science and technology,2003,17 (4): 603-622.
[3]Cleevely ST, Alam N.Laser repair - new application for reducing repair costs[J].Materials world,2002, 10 (12): 32-33 .
[4]Y.P.Kathuria.Some aspects of laser surface cladding in the turbine industry[J].Surface and Coatings Technology,2000 (132): 262-269.
[5]王新林,漆海濱. 厚層激光熔覆層裂紋控制的綜合試驗研究與理論分析[J]. 南華大學學報,2001,15(3):36-40.
[6]祝柏林,胡木林,陳俐,等. 激光熔覆層開裂問題的研究現狀[J]. 金屬熱處理,2000(7):1-4.
[7]陳靜,楊海歐,李延民,等. 激光快速成形過程中熔覆層的兩種開裂行為極易機理研究[J]. 應用激光,2002,22(3):300-304.
It's very important to repair the corrosion and abrasion parts,the common failure from naval vessel.In this paper,experimental researches on laser clad repairing have been carried out on the experimental material same as the one to be repaired,on the basis of successful experiment,the real parts of cast steeel have been repaired by laser cladding successfully.
corrosion and abrasion;parts;laser cladding repairing
U672
10.13352/j.issn.1001-8328.2014.06.006
國家自然科學基金(51275303)
張瑜芳(1981-),女,河南鄭州人,工程師,碩士,主要從事新裝備表面修理及振動噪聲控制工作。
2014-06-20
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55