淺談螺旋鉆機立柱焊接后的火焰校正工藝
2014-11-24 02:48:10王德軍WANGDejun
建筑機械化 2014年1期
關鍵詞:變形
王德軍/WANG De-jun
(山河智能裝備股份有限公司,湖南 長沙 410100)
立柱是螺旋鉆機十分重要的核心結構件,是螺旋動作的主要支撐,也是使用非常頻繁的部位。隨著用戶對大型工程項目的開發,要求不斷提高,加速了用戶對工程效率的追求。螺旋鉆機的用途越來越廣,高度也在不斷增加,立柱的直徑也越來越大,需要立柱承載的強度也越來越高,因此對于立柱的要求就更加嚴格。是否有一個可靠的立柱是螺旋鉆機可靠性的重要表現。而決定立柱質量的一個重要的環節就是焊接質量,目前的立柱最高在36m左右,每一節立柱的焊接變形會直接影響立柱組對后的直線度,將焊接變形控制在適當的范圍內就顯得十分重要。事實證明,焊接過程中對變形的控制是可以體現螺旋質量的,而焊接變形又是事實存在的,所以立柱的校正就成了十分必要的工序。本文通過制造過程的工藝性分析,確定了立柱制造的校正技巧及原則,確立了“雙金屬片”原理,規范了烤火校正的方法。
1 螺旋鉆機的結構
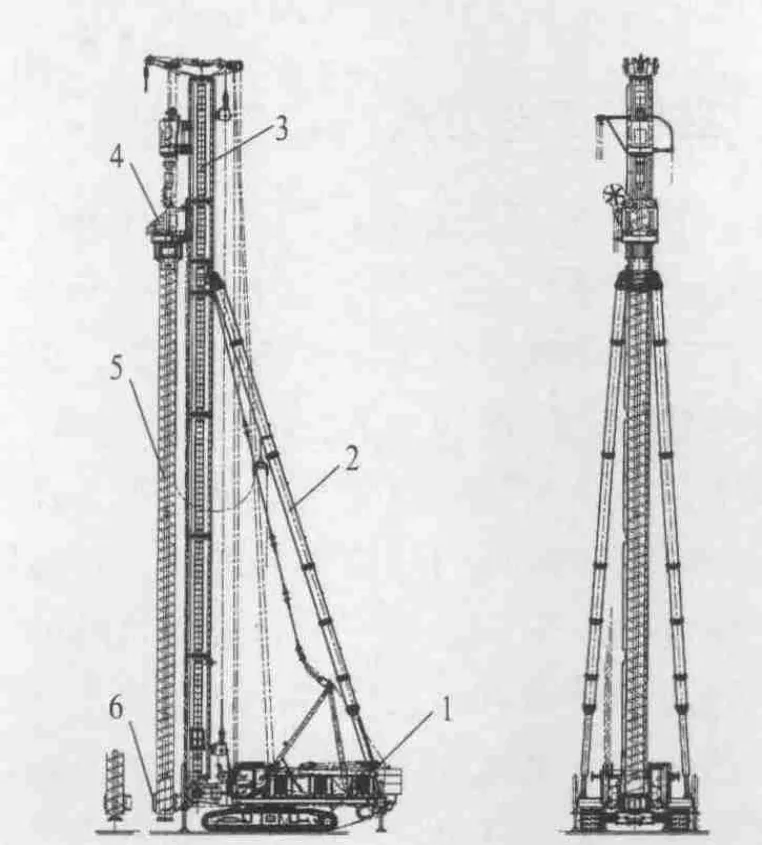
圖1 螺旋鉆機結構圖
螺旋鉆機基本結構如圖1所示,履帶式回轉車身前端與立柱的下端鉸接,車身的后端通過支撐桿與立柱的中上部鉸接,實現了立柱的挺立;鉆桿裝在上滑座和下滑座里面,保證了鉆桿的方向和角度,提供了施工的位置,上滑座和下滑座可以在立柱上面滑動。
2 立柱的結構
立柱的長度決定了螺旋鉆機的工作能力,目前大型的工程不斷增多,螺旋鉆機的高度也在不斷加高。立柱一般是采取分段連接的方式制造,不同高度的立柱采用的節數不同,這樣不但工藝性強而且安裝運輸使用方便。

圖2 立柱的焊接零件
立柱的每一節如圖2除了滑軌及附屬設施等主要由以下5個零件焊接而成,首先在樁筒的兩頭焊接內加強環,兩端各焊接1個凸凹法蘭,法蘭和樁筒用加強板加固,很多的加強板均布焊接,這樣就組成1個分凸凹頭的組件。
3 火焰校正工藝方法
每一節組件長度在6m左右,所有組件用螺栓連接在一起就形成了立柱。為了減少兩端法蘭的變形,先將加強環焊接在樁筒的兩頭,由于樁筒的直徑較大,焊接后變形較大,無法將法蘭套在樁筒上,使內圓與樁筒配合,為了改變這種變形情況,需要對焊后的樁筒進行校正,直到圓度能適合設計的間隙,這是一個非常艱難的操作過程。在制造螺旋鉆機的立柱時,還是使用火焰校正的工藝居多,火焰校正操作者往往需要通過反復的烤火,才能勉強將法蘭套到樁筒上去,并且找不出規律,永遠是靠經驗,一旦更換操作人員,制作的難度就可想而知,沒有什么規范可以借鑒,所以在工廠里被列為非常耗費工時的工序。
為保證滿足焊接結構技術條件,防止裂紋和某些其他的焊接缺陷產生,改善焊接接頭的韌性,消除焊接應力,一些結構需要進行熱處理。熱處理需要注意的事項如下。
1)在焊接位置適當的烤火是可以優化焊接質量的,為了不影響母材的機械強度,火焰校正時要特別注意使用的校正溫度,加熱后母材的顏色為暗櫻紅色至櫻紅色。
2)快要亮的時候停止,但一定不要使發亮超過2s;烤火后最好采取空冷的方式,使用水冷時要根據不同的材質使用防銹劑的水溶液冷卻,并且在加熱過程中不要澆水,即使非要采取水冷,要等加熱點失去紅態后再加水冷卻。冷卻速度越大,焊縫中的珠光體越多、越細,同時焊縫的硬度增高,但冷卻速度過高會引起焊縫和熱影響區中產生淬火組織,甚至導致產生冷裂紋等缺陷。
3)為保證綜合機械性能,最好不要采取水冷。
目前使用比較多的火焰校正方法有:線狀加熱、三角狀加熱和點狀加熱等。線狀加熱溫度控制在650℃以下,不應在同一位置反復加熱;三角狀加熱三角形的寬度不應超過板厚的2倍;加熱面積不能太大,最好是小面積多處加熱,即點狀加熱。
4 火焰校正的原理、方法與應用
1)雙金屬片彎曲的原理 兩塊金屬板連在一起,一塊為銅板,另一塊為鋼板,初始狀況為平整的,當環境溫度升高時,會出現彎曲,這就是雙金屬片彎曲的原理。雙金屬片彎曲,是因為兩種金屬受熱后的膨脹系數不一樣。
2)雙層鋼板烤火工藝 兩塊銅板連接在一起,初始狀態是很平整的,我們如果對某鋼板一側進行烤火,晶粒發生變化,晶粒細化并產生收縮,在冷卻以后會出現一個R的彎曲。如果鋼板初始狀態是不平整的,就可以通過烤火實現對結構件的校正。如果想控制烤火的變形尺寸,還是要靠經驗保證,有時會出現烤火不足,烤火過量等現象。為了滿足要求,就不得不反復烤火,這樣不但影響結構件的質量,而且制造成本也隨之增加。
3)可控性火焰校正原理 該原理也稱烤火校正的“雙金屬片”原理。烤火校正的“雙金屬片”原理就是對需要火焰校正的雙層板,兩邊分別烤火,兩次烤火設置時間間隔,在先烤火一側冷卻收縮的時候后烤火的一側正好強度降低脹開;通過對時間間隔的控制從而控制變形量的工藝方法。
4)烤火校正“雙金屬片”原理在箱體校正上的應用。在箱體上面采取火焰校正工藝的時候,和雙層板校正的原理一樣,也遵守烤火校正的”雙金屬片”原理的工藝方法。箱體經過烤火校正的前后效果對比如圖3所示。

根據以上原理,可以得出一平面烤火校正的方法:調節火焰,合理掌握烤火時間,控制火焰的溫度,找尋高點,按照烤火規則進行烤火,就實現可以校平。
5 火焰校正需要注意的事項
1)加熱位置最好不要在結構最大界面位置(結構受力最大處)。
2)不要在同一處多次加熱。
3)加熱火焰不能太強,最好不要采用氧化焰加熱。
6 結 論
采取烤火校正的“雙金屬片”原理校正結構件,可以實現可控性火焰校正。此原理利用兩次烤火的時間差,在第二次烤火時,第一次烤火已經進入收縮狀態,一個隨時生成的力源,并通過這個力源進行校正,從而為火焰校正的工業化生產提供了可靠的工藝基礎和理論依據。
[1] 陳祝年.焊接工程師手冊[M].北京:機械工業出版社,2002.
[2] 陶宗澤.鋼材變形火焰校正方法[J].2008,(11):44-45.
[3] 中國機械工程學會焊接學會.焊接手冊[M].北京:機械工業出版社,2001.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
