縮徑冷擠壓花鍵過程中金屬壓堆的處理
2014-11-25 11:42:18何大開
金屬加工(熱加工) 2014年23期
何大開
縮徑擠壓的特點(diǎn)是被擠壓坯料沒有處于封閉狀態(tài),擠壓時利用坯料本身軸向力使之壓入模具產(chǎn)生縮徑,得到我們所需產(chǎn)品。因而常常會發(fā)生金屬被壓堆的情況,導(dǎo)致不能正常生產(chǎn)。圖1是一花鍵軸,模數(shù)m=1,齒數(shù)z=11,齒形角α=45°。圖2是花鍵擠壓成形時出現(xiàn)的金屬壓堆現(xiàn)象。
一、問題分析
縮徑冷擠壓花鍵過程中金屬被壓堆的主要原因是擠壓過程中,擠壓模具與擠壓坯料間的摩擦力過大,達(dá)到足以使擠壓坯料發(fā)生徑向變形,以至擠壓很難繼續(xù)進(jìn)行,產(chǎn)生金屬壓堆。影響縮徑擠壓過程中金屬壓堆的因素有:擠壓過程中產(chǎn)生的擠壓摩擦力、擠壓力、擠壓模具、坯料、變形抗力、變形程度和變形速度等。
二、解決方案
1.降低摩擦力
降低摩擦力主要從以下幾點(diǎn)著手。
(1)計算擠壓縮徑量 縮徑量是決定縮徑擠壓能否進(jìn)行的關(guān)鍵,根據(jù)實(shí)踐經(jīng)驗(yàn),一般來說退火坯料的擠壓縮徑量要小于不退火或調(diào)質(zhì)坯料的擠壓縮徑量。如果從一開始試模擠壓就產(chǎn)生金屬壓堆,那么就應(yīng)該分析計算擠壓過程中擠壓縮徑量是否合理。根據(jù)試驗(yàn),調(diào)質(zhì)坯料、不退火坯料最大擠壓縮徑量為38%,但在實(shí)際生產(chǎn)中很難做到這一點(diǎn),一般可選取小于25%縮徑范圍。
(2)表面處理及潤滑 表面處理也是決定縮徑擠壓能否正常進(jìn)行的關(guān)鍵因素,如果在擠壓過程中,擠壓制品產(chǎn)生“竹節(jié)”現(xiàn)象,這是由于擠壓外摩擦力過大,導(dǎo)致中心層金屬流動速度大于外層金屬而發(fā)生的現(xiàn)象,或在擠壓制品中部產(chǎn)生壓堆。那么就應(yīng)考慮表面處理是否合理,以及金屬表面磷酸鹽膜或草酸鹽膜的厚度,同時要了解金屬表面鹽膜附著層是否在擠壓過程中容易脫落而增加擠壓摩擦力。可采取適當(dāng)調(diào)整表面處理的化學(xué)藥劑、反應(yīng)時間。同時要注意對潤滑劑的合理選用,一般要選擇摩擦因數(shù)低、黏性小的潤滑劑。
2.改進(jìn)擠壓模具降低擠壓力
擠壓模具設(shè)計好壞對縮徑擠壓起著決定性作用,對擠壓模具改進(jìn)可從擠壓入口處、導(dǎo)向角α、定徑工作帶和出口處等方面著手,如圖3所示。
(1)模具入口處 模具入口外圓大小應(yīng)與擠壓花鍵坯料外圓相差不大,如果相差較大,則易產(chǎn)生擠壓坯料發(fā)生二次變形,入口處沒有起到很好導(dǎo)入作用,縮徑擠壓難以進(jìn)行。同時入口處深度選擇要合理,實(shí)踐表明,應(yīng)根據(jù)縮徑量增加而增長。
(2)模具導(dǎo)向角α 導(dǎo)向角度大小是決定縮徑擠壓力的一個重要因素,模具導(dǎo)向角度設(shè)計要合理,因?qū)蚪窃龃螅瑪D壓力會大幅升高,就有可能導(dǎo)致坯料發(fā)生徑向形變,產(chǎn)生金屬在擠壓過程中壓堆。但導(dǎo)向角過小,導(dǎo)致花鍵有效長度過短。根據(jù)生產(chǎn)實(shí)踐經(jīng)驗(yàn),縮徑擠壓導(dǎo)向角α選取范圍為25°~45°,同時導(dǎo)向角選取也應(yīng)考慮坯料狀態(tài)、坯料類型。

圖1
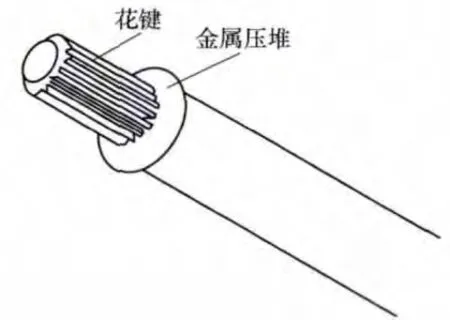
圖2

圖3

(3)模具定徑工作帶 模具定徑工作帶長度也是影響擠壓的一個重要因素,定徑工作帶過長,擠壓力會升高,過短會使金屬制品尺寸不穩(wěn)定。如果擠壓縮徑量較大,可以適當(dāng)改變定徑工作帶長度,但必須保證擠壓制品尺寸精度。
(4)模具出口處 一般來說應(yīng)盡量避免擠壓制品與模具出口處發(fā)生摩擦,而使擠壓力升高、制品表面劃傷。出口處外圓設(shè)計也不能隨意,外圓過大會影響模具使用壽命。模具出口處尺寸可按有關(guān)資料選取。
3.調(diào)整擠壓坯料硬度的均勻性
坯料本身硬度均勻性也是影響縮徑擠壓花鍵的一個重要因素,如果坯料在退火或調(diào)質(zhì)過程中產(chǎn)生硬度不均,則擠壓時擠壓力變化大,金屬流動不均,容易出現(xiàn)金屬壓堆情況。同時坯料硬度過高,會影響模具的使用壽命。
4.提高綜合指標(biāo)
總體來說,縮徑擠壓花鍵是擠壓領(lǐng)域中的一個難題,因此,擠壓設(shè)計時需要多方面考慮。對于模架設(shè)計要合理,要有定位裝置,以保證擠壓過程中同心度,降低擠壓力。模具制作精度要好,選用材料要合理,模芯表面粗糙度值要小,拋模要細(xì)致。坯料表面粗糙度也相對要高于其他冷擠壓方式。擠壓過程中變形速度控制等,對縮徑擠壓有不同程度的影響。
三、結(jié)語
縮徑冷擠壓花鍵技術(shù)應(yīng)用還不廣泛,本文仔細(xì)分析了產(chǎn)生金屬壓堆的各種原因,并論述了解決金屬壓堆的各種方法。實(shí)踐表明以上方法在實(shí)際生產(chǎn)中是行之有效的,成功解決了不同種類產(chǎn)品縮徑冷擠壓過程中產(chǎn)生金屬壓堆的問題。
