半球形件拉深壓邊力數值模擬與優化
2014-11-25 11:41:12魏良慶蔡友莉喬旭安
金屬加工(熱加工) 2014年21期
魏良慶,蔡友莉,喬旭安
拉深件成形質量受諸多因素影響,包括拉深模具參數、板料力學性能、壓邊力、成形溫度、成形速度等。在拉深過程中,由于起皺和拉裂的影響,壓邊力是一個非常重要工藝參數。在很多情況下,通常需要壓邊裝置產生足夠壓邊力以防止工件出現上述質量問題。特別是對于復雜曲面零件,拉深時板料處于懸空狀態,所需要壓邊力往往不是恒定的,如果拉深時采用恒定壓邊力,零件很難成形,質量難以保證[1-2]。因此,在這種情況下,采用變壓邊力拉深就顯得非常必要。本文以半球形拉深件為例,采用有限元分析軟件Dynaform對工件成形性能進行分析,研究了不同壓邊力控制曲線對工件成形質量的影響。
1.有限元模型建立及參數設置
(1)板料 本工作選用仿真材料為低碳鋼(DC 01),料厚1.0mm。DC 01性能參數見表1。
(2)有限元模型 圖1是用Dynaform軟件建立的半球形件拉深有限元模型,包括凸凹模、板料及壓邊圈。凹模直徑Dd=103mm、凹模圓角半徑Rd=7mm、凸模直徑Dp=100mm,板料毛坯直徑D0=200mm、板料厚度t=1mm、拉深深度H=70mm、拉深速度v=50mm/s、摩擦因數μ=0.125。
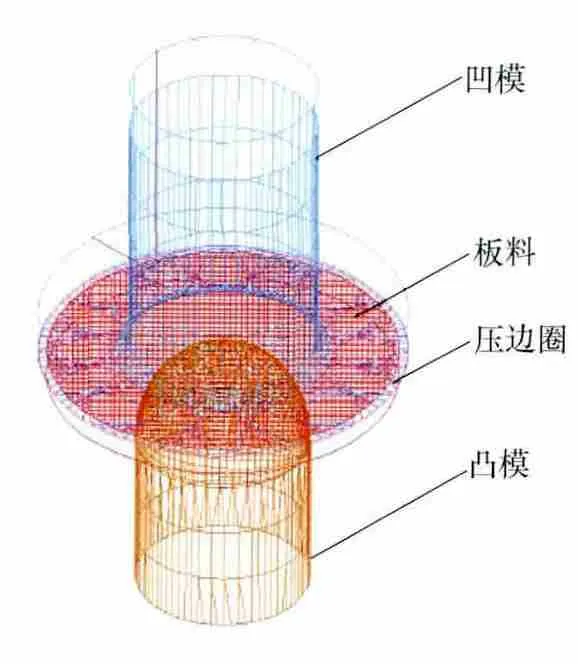
圖1 有限元模型

圖2 恒定壓邊力下的工件成形質量

表1 DC 01的性能參數

設定恒定壓邊力(見圖2)時,通過經驗公式[3]計算出理論防皺臨界壓邊力值為62kN。由此,分別對恒定壓邊力為40kN、45kN、62 kN、125kN、130kN和140kN的半球形件進行拉深模擬,所得半球形件最大增厚率、最大減薄率及成形質量見表2。從表2可以看出,壓邊力為140kN時,工件發生斷裂,壓邊力為40kN時,工件產生嚴重的起皺。根據恒定壓邊力條件下模擬結果,結合理論計算值,選取壓邊力安全變化區域為50~125kN。即壓邊力低于50kN時,起皺為限制成形的主要因素,壓邊力高于125kN時,斷裂成為影響成形的主要因素[4]。
在臨界拉裂和臨界起皺壓邊力安全變化區域確定的情況下,壓邊力控制曲線形式對成形極限影響可以通過選取6種類型壓邊力控制曲線(即漸減式、先保持恒定后減式、開口向下的拋物線形、漸增式、先保持恒定后增式和開口向上的拋物線形)進行模擬,如圖3所示。
2.結果與討論
按照圖3中的6種控制曲線,采用變壓邊力代替恒定壓邊力,壓邊力取值范圍為50~125kN,每一種壓邊力控制曲線下工件的增厚率、減薄率見圖4。從圖4可以看出,隨著拉深過程的進行,凸模圓角部位和側壁部位在拉深3s以后逐漸增厚,拉深4s后凸緣部位厚度逐漸增大,拉深8s后,工件基本不再增厚,而減薄率仍在增大,這勢必會影響到最終工件的質量。
通過表3可以看出,采用曲線6(開口向上的拋物線型)在板料增厚和減薄方面都控制得較理想,半球形件質量最好,厚度分布比較均勻,最大增厚率和減薄率分別為22.4%和12.2%,其成形極限見圖5。采用曲線2(先保持恒定后減式)半球形件質量最差,最大增厚率和減薄率分別為32.2%和12.9%。曲線5(先保持恒定后增式)雖然合理控制了起皺現象,但最小壁厚減薄率已達到13.1%。

圖3 6 種不同壓邊力控制曲線

圖4 不同壓邊力控制曲線下的工件厚度變化情況
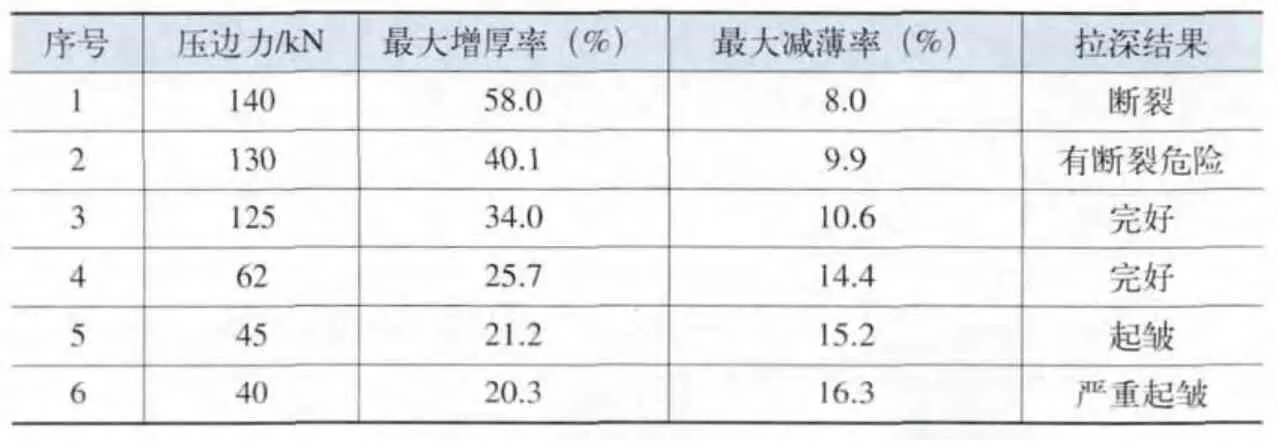
表2 恒定壓邊力下的拉深模擬結果

表3 6種壓邊力控制曲線的最大增厚率與減薄率
3.結語
(1)在恒定壓邊力作用時,存在一個壓邊力安全區域50~125kN,使得半球形件不發生起皺與拉裂。壓邊力低于50kN,起皺為限制成形性能的主要因素,高于125kN,減薄和斷裂成為限制成形的主要因素。
(2)對于半球形拉深件,采用變壓邊力可明顯提高工件成形質量。通過對比6種變壓邊力控制曲線對半球形件拉深模擬結果可發現:采用曲線6(開口向上拋物線形),半球形件質量最好,厚度分布較均勻,最大增厚率和減薄率分別為22.4%和12.2%。
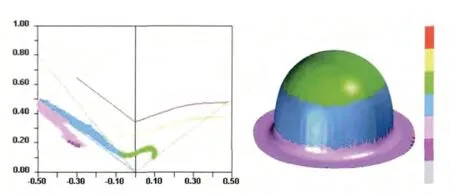
圖5 采用曲線6控制方式下的拉深成形極限
[1]呂盾,陳煒,姜銀方,等.變壓邊力控制技術的研究現狀和發展趨勢[J].模具工業,2006,32(4):37-41.
[2]郝愛國,周朝輝,曹海橋.淺球形件成形的數值模擬[J].熱加工工藝,2009,38(1):91-97.
[3]王孝培.沖壓手冊、[M]2版.北京:機械工業出版社,1999.
[4]孫成智,陳關龍,林忠欽等.利用變壓邊力控制技術改善盒形件成形性能[J].上海交通大學學報,2003,37(12):83-86.
