料斗式振動(dòng)上料裝置設(shè)計(jì)及應(yīng)用
2014-11-26 02:58:24楊軍安
新疆有色金屬 2014年1期
關(guān)鍵詞:振動(dòng)
楊軍安
(新疆眾和股份有限公司 烏魯木齊830013)
1 引言
任何復(fù)雜、龐大的自動(dòng)化生產(chǎn)設(shè)備都可以分解一個(gè)個(gè)相對(duì)簡(jiǎn)單的機(jī)構(gòu)。機(jī)構(gòu)是自動(dòng)化生產(chǎn)的最基本得組成部分。在自動(dòng)化機(jī)械上,要完成整個(gè)工序動(dòng)作,首先必須將工件移送到操作位置或定位夾具上,自動(dòng)上料系統(tǒng)是自動(dòng)化機(jī)械或生產(chǎn)線不可或缺的基本部分。本問(wèn)從夾緊機(jī)構(gòu)、換向機(jī)構(gòu)以及隔料機(jī)構(gòu)等方面對(duì)自動(dòng)上料系統(tǒng)進(jìn)行整體設(shè)計(jì),確定上料機(jī)構(gòu)的基本結(jié)構(gòu),最后概述了自動(dòng)上料系統(tǒng)在實(shí)際應(yīng)用中的一些解決問(wèn)題。
2 自動(dòng)上料機(jī)構(gòu)的工作流程
自動(dòng)上料機(jī)構(gòu)的任務(wù)就是自動(dòng)地把待加工工件定時(shí)、定量、定向地送到加工、裝配、測(cè)試設(shè)備的相應(yīng)位置,以便縮短輔助時(shí)間,提高勞動(dòng)生產(chǎn)率,穩(wěn)定產(chǎn)品質(zhì)量和改善勞動(dòng)條件。
自動(dòng)化上料時(shí)任務(wù),是把坯料、工件或產(chǎn)品,以一定的方位,按照一定的生產(chǎn)節(jié)拍,自動(dòng)地傳送到相應(yīng)的加工、裝配或測(cè)試分類崗位上,以縮短輔助時(shí)間,提高勞動(dòng)生產(chǎn)率,穩(wěn)定產(chǎn)品質(zhì)量和改善工人勞動(dòng)條件等。它是實(shí)現(xiàn)單機(jī)自動(dòng)化、建立自動(dòng)生產(chǎn)線和自動(dòng)化工廠的基本條件之一[1]。
2.1 自動(dòng)上料機(jī)構(gòu)的分類
自動(dòng)上料機(jī)構(gòu)按工件(材料)形狀、尺寸等特征,可分以下四類[1-2]:
(1)粉、液料自動(dòng)上料機(jī)構(gòu),主要是解決自動(dòng)定量上料問(wèn)題。
(2)管、棒料自動(dòng)上料機(jī)構(gòu),主要是解決按工件所需長(zhǎng)度周期地自動(dòng)送料問(wèn)題。
(3)卷料(絲、帶料)自動(dòng)上料機(jī)構(gòu),主要是解決材料的校直機(jī)構(gòu)、放料和制動(dòng)機(jī)構(gòu)、送料機(jī)構(gòu)等問(wèn)題。
(4)件料自動(dòng)上料機(jī)構(gòu),件料因料性質(zhì)、工件尺寸大小及形狀復(fù)雜程度差異很大,故供料裝置也截然不同。
料斗式上料機(jī)構(gòu)的特點(diǎn)是能自動(dòng)定向。適用于工件尺寸較小,外形簡(jiǎn)單,易于自動(dòng)定向排列,且上料頻繁的場(chǎng)合;料倉(cāng)式上料機(jī)構(gòu)的特點(diǎn)是需要人工排料。適用于工件尺寸與重量較大,外形復(fù)雜,難于自動(dòng)定向排列,或加工周期較長(zhǎng),上料不頻繁,沒(méi)有必要采用自動(dòng)化程度更高的料斗式上料[2]。
2.2 上料機(jī)構(gòu)各主要部件的應(yīng)用特點(diǎn)
2.2.1 料斗式上料機(jī)構(gòu)的特點(diǎn)是能自動(dòng)定向
適用于工件尺寸較小,外形簡(jiǎn)單,易于自動(dòng)定向排列,且上料頻繁的場(chǎng)合;料倉(cāng)式上料機(jī)構(gòu)的特點(diǎn)是需要人工排料。適用于工件尺寸與重量較大,外形復(fù)雜,難于自動(dòng)定向排列,或加工周期較長(zhǎng),上料不頻繁,沒(méi)有必要采用自動(dòng)化程度更高的料斗式上料。
2.2.2 料倉(cāng)式上料機(jī)構(gòu)
根據(jù)上料功能的需要,上料機(jī)構(gòu)由料倉(cāng)、輸料槽、隔料器、上料器、定向機(jī)構(gòu)及驅(qū)動(dòng)裝置等組成。料倉(cāng)(包括輸料槽)主要用以儲(chǔ)存和輸送已定向的工件[3]。
(1)上料器
上料器是將已定向的工件,按一定的生產(chǎn)節(jié)拍和方位送到機(jī)器工座位置的裝置,其基本動(dòng)作夾緊和傳送。夾緊的方法有機(jī)械、電磁、真空和粘附力等幾種方式。工件的傳送運(yùn)動(dòng),常分直線往返式、往返擺動(dòng)式、旋轉(zhuǎn)式和復(fù)合運(yùn)動(dòng)式四種。傳送動(dòng)力有機(jī)械的、氣動(dòng)的,液壓的和機(jī)電聯(lián)動(dòng)等幾種。上料器的選用和設(shè)計(jì),應(yīng)根據(jù)工件的幾何形狀及其材料特性、定位精度、生產(chǎn)率以及機(jī)器結(jié)構(gòu)布局等因素決定[3-5]。
(2)隔料器
隔料器是控制工件從料倉(cāng)進(jìn)入上料器或直接送到工作位置的機(jī)構(gòu),可分直線往返式隔料器、搖擺式隔料器、旋轉(zhuǎn)式隔料器[3~5],見(jiàn)表1。
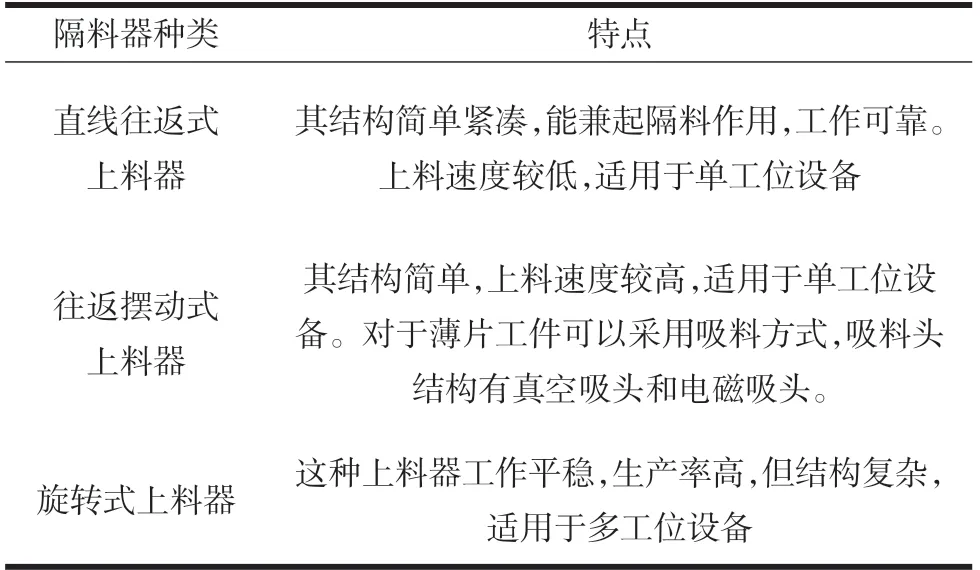
表1 隔料器種類
(3)定向機(jī)構(gòu)
定向機(jī)構(gòu)的工作方法和類型使工件從成堆散亂的狀態(tài)下獲得定向,主要采用下列方法:
①抓取法:利用運(yùn)動(dòng)著的定向機(jī)構(gòu)抓取工件的一些特殊表面如凸肩,內(nèi)孔、凹槽等,使之分離出來(lái)并定向排列。如螺釘類工件的扇形定向機(jī)構(gòu),套管類工件的桿式、鉤式定向機(jī)構(gòu)。
②型孔選取法:利用定向機(jī)構(gòu)上一定形狀尺寸的孔穴進(jìn)行篩選分離,只有工件的位置及形狀相應(yīng)于這一型孔的,才能通過(guò)而獲得定向排列。如圓盤式、圓管式、半管式等定向機(jī)構(gòu)。
3 上料方案的確定
由于在架臺(tái)上所貼矩形薄片狀,體積小,并且分正反面。上料須滿足以下幾個(gè)要求:
(1)薄片須方向一致,該上料機(jī)構(gòu)要有定向機(jī)構(gòu),且誤差盡可能小。
(2)確保薄片上料時(shí)有序的依次下來(lái),避免重疊現(xiàn)象發(fā)生。
(3)提高設(shè)備生產(chǎn)率和工人勞動(dòng)生產(chǎn)率、顯著減輕工人的勞動(dòng)強(qiáng)度。
(4)工作穩(wěn)定可靠,運(yùn)轉(zhuǎn)噪聲小,不會(huì)損傷端子,使用壽命長(zhǎng)。
(5)結(jié)構(gòu)緊湊簡(jiǎn)單,最大限度采用標(biāo)準(zhǔn)化零部件,通用性好,易于制造和維修,成本低。
3.1 料斗式振動(dòng)上料裝置工作原理
利用振動(dòng)產(chǎn)生運(yùn)動(dòng)和動(dòng)力的機(jī)構(gòu)稱振動(dòng)機(jī)構(gòu),廣泛用于散狀物料的搗實(shí)、裝卸、輸送、篩選、研磨、粉碎、混合等工藝中。如圖1所示利用電磁振動(dòng)的供料機(jī)構(gòu),當(dāng)交流電輸入鐵芯線圈5,產(chǎn)生頻率50 Hz的斷電磁力時(shí),吸引固定在料道上的銜鐵6,使槽體向左下方向運(yùn)動(dòng);當(dāng)電磁力迅速減少并趨近零時(shí),槽體在板簧2的作用下,向右上方作復(fù)位運(yùn)動(dòng),如此周而復(fù)始便使槽體產(chǎn)生微小的振動(dòng)[4~5]。
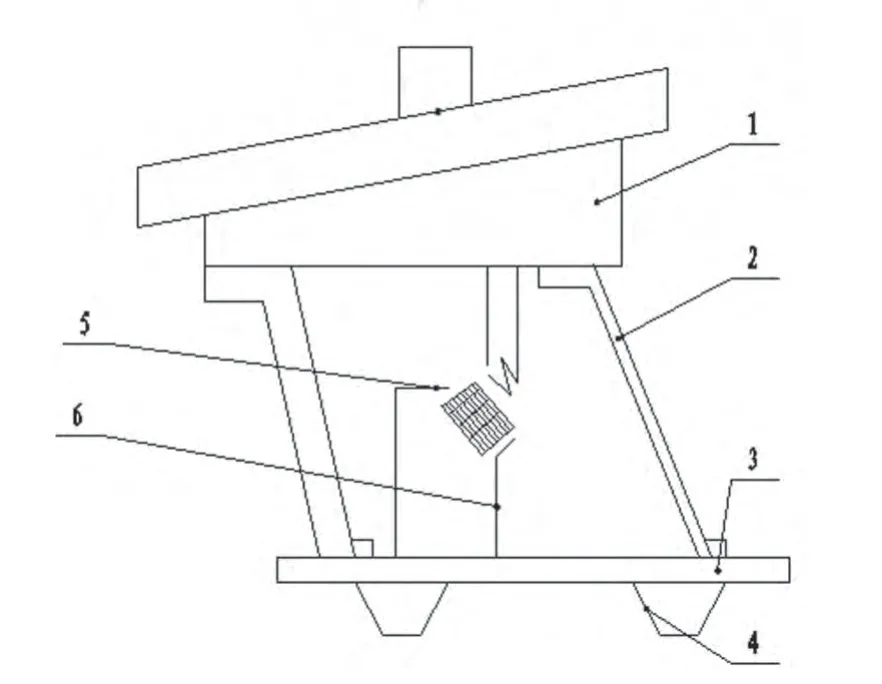
圖1 料斗式振動(dòng)上料裝置結(jié)構(gòu)
當(dāng)槽體在電磁鐵作用下向左下方運(yùn)動(dòng)時(shí),由于慣性力的作用,工件將按原來(lái)運(yùn)動(dòng)方向向前拋射(或稱跳跌),工件在空中微量跳跌后,又落到槽體上。這樣,槽體經(jīng)過(guò)一次振動(dòng)后,在槽體上的工件就向上移動(dòng)一定的距離,直至出料口,從而達(dá)到供料的目的。顯然,在槽體的空間位置、工件和槽體的摩擦系數(shù)等一定時(shí),工件的運(yùn)動(dòng)狀態(tài)與槽體的加速度有關(guān)。
3.2 料斗式振動(dòng)上料工件運(yùn)動(dòng)狀態(tài)建模
了對(duì)工件運(yùn)動(dòng)狀態(tài)進(jìn)行理論分析,以便合理地確定料斗的基本參數(shù),需要建立工件沿料槽運(yùn)動(dòng)的微分方程:如圖2工件受力分析所示[5]。
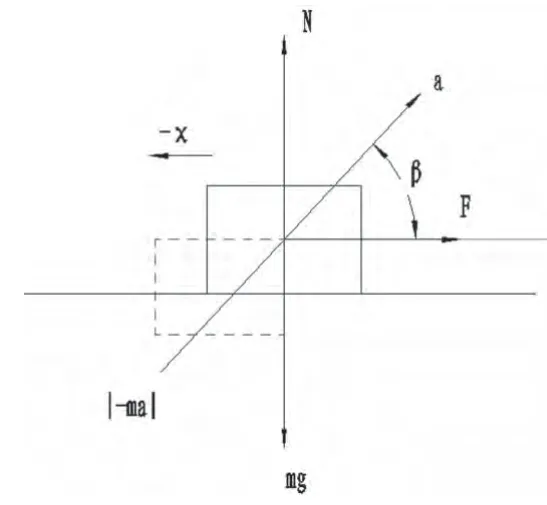
圖2 工件受力分析
工件沿水平直槽相對(duì)運(yùn)動(dòng)的微分方程表示

式中:m為工件的質(zhì)量(kg);xˉ為工件沿x 軸的相對(duì)加速度(mm/s2);F 為工件與料槽間的動(dòng)摩擦力(N);αX為料槽在X軸的分加速度(mm/s2)。
設(shè)料槽的位移s、速度v、加速度分別表示
式中:A1/2為料槽的振幅(mm);ω為料槽的角頻率(1/m);T為瞬時(shí)時(shí)間(s)。
料槽在x與y軸方向分加速度分別
式中β為振動(dòng)方向角,即料槽振動(dòng)方向與工件沿料槽運(yùn)動(dòng)方向間的夾角。
摩擦力F的方向取決于相對(duì)運(yùn)動(dòng)方向,即
式中:μ為工件與料槽面間的動(dòng)摩擦系數(shù);N為料槽對(duì)工件的反作用力(N)。
由圖1得

式中:g為重力加速度(mm/s2)。
經(jīng)整理后得

式中上面的符號(hào)適用于工件沿料槽向前滑移,下面的符號(hào)適用于工件沿料槽向后滑移。工件向前、向后滑移,或脫離料槽“瞬時(shí)騰空”,跳躍前進(jìn),決定于慣性力和摩擦力等阻力對(duì)工件綜合作用的結(jié)果。只有當(dāng)與料槽平行的慣性力分量大于靜摩擦力等阻力時(shí),工件才有可能向前或向后滑移。由于工件質(zhì)量是常數(shù),頻率在選用電磁振動(dòng)器時(shí)已經(jīng)確定,所以慣性力又主要受料槽振幅大小的影響。試驗(yàn)證明:振幅太小,則慣性力也太小,不能克服工件和料槽面間的摩擦阻力,故工件只能隨料槽一起振動(dòng),而不能向前或向后滑移;只有當(dāng)振幅達(dá)到某臨界值時(shí),工件才能相對(duì)料槽移動(dòng),而在開(kāi)始向前移動(dòng)的一瞬間,作用在工件上的所有力,在其移動(dòng)方向上的投影應(yīng)等于零,即
將αx代入上式,得

式中:F1為靜摩擦力(N);t1為工件向前滑移的起始時(shí)間(s)。
將靜摩擦系數(shù)μ1代入式(5),得

再將式(6)代入式(5),經(jīng)整理后得
式中:A為料槽在工件移動(dòng)方向上的振幅(mm)。
由于cosωt1是負(fù)值,所以,若,工件才能向前滑移,因在此相位范圍內(nèi),慣性力逐漸增大,當(dāng)增大到超過(guò)靜摩擦力時(shí),才有可能產(chǎn)生滑移。而在此范圍內(nèi)的余弦值在0 ~-1范圍內(nèi)變化,故由式(7)得

即

由此可見(jiàn),只有當(dāng)料槽水平方向的振幅滿足次不等式,工件才能向前滑移,而工件向前滑移的臨界振幅A+1

以上述同樣的分析方法,可導(dǎo)出工件向后和脫離料槽“瞬時(shí)騰空”的臨界振幅A-1和A0,即
工件在料槽振動(dòng)過(guò)程中處于何種運(yùn)動(dòng)狀態(tài),取決于A+1、A-1、A0、A之間的大小關(guān)系。由式(9)~式(11)可得
工件向前移動(dòng)所需振幅A+1最小,較易實(shí)現(xiàn);跳躍所需振幅A0最大。實(shí)際上,工件向前移動(dòng)時(shí),慣性力使工件與料槽間的反作用力N減少,而工件向后滑移時(shí),慣性力使N增大。因此,工件向前移動(dòng)較向后滑動(dòng)所受到的摩擦阻力要小,故易于實(shí)現(xiàn)。
3.3 振動(dòng)上料料斗裝置的調(diào)試
振動(dòng)上料料斗的調(diào)試,決定著振動(dòng)上料的穩(wěn)定性,熟練掌握調(diào)試方法至關(guān)重要。需要調(diào)試的項(xiàng)目歸納起來(lái)有以下幾點(diǎn)[6]:
3.3.1 工件前進(jìn)速度
若工件前進(jìn)速度不均勻穩(wěn)定,會(huì)出現(xiàn)兩邊上料速度的快慢不同,會(huì)出現(xiàn)片狀端子重疊,或卡死,致使上料不通暢,影響下一環(huán)節(jié)等現(xiàn)象。其主要原因是幾根彈簧振幅不等,而使料斗各部分振動(dòng)加速度不一致的結(jié)果。影響振幅不等的因素有:
(1)彈簧的材料成分、性能及其尺寸不一致;
(2)彈簧安裝位置不對(duì)稱;
(3)各電磁鐵的氣隙大小不相等;
(4)連接處螺帽、螺釘有松動(dòng)。
3.3.2 料斗送料率
料斗送料率與機(jī)器生產(chǎn)率必須適應(yīng)。因送料率與振幅及激振電源頻率成正比,故其調(diào)節(jié)方法可以分以下兩點(diǎn):
(1)改變振幅值調(diào)節(jié)送料率因振幅與激振力成正比,而激振力與外加電乓平方成正比,以及與線圈匝數(shù)平方成反比等。故改變外加電壓及線圈匝數(shù)就能調(diào)節(jié)振幅值。電壓常采用調(diào)壓器或可變電阻進(jìn)行調(diào)節(jié)。改變線圈匝數(shù)調(diào)節(jié)激振力較簡(jiǎn)單,但不能實(shí)現(xiàn)無(wú)級(jí)調(diào)節(jié)。此外,振幅的大小還可以通過(guò)改變電磁線圈中的電流大小來(lái)調(diào)節(jié)。
(2)改變激振電源頻率調(diào)節(jié)送料率因頻率提高后,工件跳躍次數(shù)增多。即使在振幅固定的情況下,也能提高料斗送料率。
3.4 料斗式振動(dòng)上料裝置優(yōu)點(diǎn)
定向平穩(wěn),由于沒(méi)有抓取機(jī)構(gòu)及其對(duì)坯件的攪動(dòng),坯件在定向過(guò)程中產(chǎn)生損傷的程度大大減輕。可用于薄壁、脆性、彈性等小型零件自動(dòng)上料;通用性廣,適用于各種形狀和尺寸的零件的定向。在零件改變時(shí),除定向元件略-有變化外,其他結(jié)構(gòu)均具有通用性;送料速度較高而且可以方便地調(diào)節(jié);結(jié)構(gòu)簡(jiǎn)單可靠不易產(chǎn)生阻塞。
[1]隋秀凜,高安邦.實(shí)用機(jī)床設(shè)計(jì)手冊(cè)[M].北京:機(jī)械工業(yè)出版社,2010,1.
[2]芮延年.機(jī)電一體化原理及應(yīng)用[M].蘇州:蘇州大學(xué)出版社,2004,9.
[3]陳慶生,佘時(shí)偉,楊興邦,羅中先,何幼瑛.機(jī)械加工過(guò)程自動(dòng)(第1版)[M].貴陽(yáng):貴州科技出版社,1991,8.
[4]伍福順.車輛修造專用機(jī)械設(shè)計(jì)[M].北京:中國(guó)鐵道出版社,1987,3.
[5]徐祥和,韓良,王興松.電子精密機(jī)械設(shè)計(jì)(第2版)[M].北京:國(guó)防工業(yè)出版社,1995,5.
[6]黃靖遠(yuǎn),龔劍霞,賈延林.機(jī)械設(shè)計(jì)學(xué)[M].北京:機(jī)械工業(yè)出版社,2000:10-41.
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
大電機(jī)技術(shù)(2022年5期)2022-11-17 08:12:48
天天愛(ài)科學(xué)(2020年6期)2020-09-10 07:22:44
瘋狂英語(yǔ)·新讀寫(xiě)(2020年3期)2020-06-06 09:05:56
數(shù)學(xué)物理學(xué)報(bào)(2018年4期)2018-09-14 03:40:58
數(shù)學(xué)物理學(xué)報(bào)(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動(dòng)控制(2015年4期)2015-01-01 07:08:44
計(jì)算物理(2014年2期)2014-03-11 17:01:44
鄭州大學(xué)學(xué)報(bào)(理學(xué)版)(2014年3期)2014-03-01 04:21:00