寶鋼不銹鋼2 號高爐爐役末期護(hù)爐實踐
2014-11-26 12:07:00忻毅XINYi張振偉ZHANGZhenwei
價值工程 2014年8期
忻毅XIN Yi;張振偉ZHANG Zhen-wei
(寶鋼不銹鋼有限公司,上海 200431)
(Baosteel Stainless Steel Co.,Ltd.,Shanghai 200431,China)
0 引言
寶鋼不銹鋼有限公司2 號高爐于1999年10月8日點火投產(chǎn),設(shè)計爐容為2500m3,一代爐役無中修設(shè)計壽命12年。2 號高爐共有風(fēng)口30 只,鐵口3 個。爐缸結(jié)構(gòu):爐底滿鋪2 層魯山半石墨炭磚層高為400mm+3 層貴鋁微孔炭磚層高為500mm+2 層法國陶瓷墊,層高為500mm;爐缸采用日本NDK 微孔炭磚和法國陶瓷杯。爐缸共5 段鑄鐵冷卻壁,采用中壓凈循環(huán)水冷卻,爐腹以上采用軟水密閉循環(huán)冷卻。至2012年10月17日停爐累計生產(chǎn)生鐵2581.4 萬噸、單位爐容產(chǎn)鐵10325.6t/m3,步入了國內(nèi)長壽高爐先進(jìn)行列。高爐設(shè)備固定投資相當(dāng)巨大,如何延長高爐的使用壽命,提高經(jīng)濟(jì)性已成為今后煉鐵技術(shù)的主攻方向,本文闡述了爐役后期采取各種護(hù)爐措施實踐效果對比,以最小的投入換取爐役后期高爐生產(chǎn)的安全性、經(jīng)濟(jì)性。
1 高爐爐缸侵蝕的狀況
高爐爐缸的壽命決定高爐能否繼續(xù)投入生產(chǎn),爐缸內(nèi)部耐材的維護(hù)及監(jiān)控則尤為關(guān)鍵,是指導(dǎo)爐役后期生產(chǎn)的一項重點工作。
1.1 爐缸環(huán)炭溫度及爐缸冷卻壁熱流強(qiáng)度上升
2 號高爐1999年10月投產(chǎn)后,隨著時間的延長和冶煉強(qiáng)度的提高,爐缸環(huán)炭電偶溫度一直在200℃以下和爐缸冷卻壁水溫差均小于2℃,爐底爐芯溫度最高到過658℃。不銹鋼2 號高爐爐缸冷卻壁冷卻布置形式:H1-H5每層48 塊冷卻壁,H1 為單獨供水,H2 與H3 串聯(lián)供水,H4 與H5 串聯(lián)供水。2012年1月以后爐缸環(huán)炭溫度上升速度加快,3月25日因1#鐵口區(qū)域爐缸電偶TE3674 溫度上升至248℃,(歷史爐缸電偶溫度最高值為206℃),4月1日視電偶溫度TE3674 升至284℃及H2-H3-2#冷卻壁熱流強(qiáng)度大幅上升至1.27 萬kcal/m2h。

圖1 爐缸鐵口下方區(qū)域1.5m 熱電偶溫度
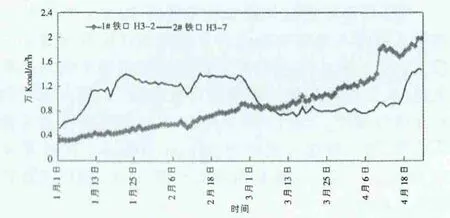
圖2 爐缸重點部位冷卻壁熱流強(qiáng)度
1.2 爐缸磚襯厚度測算
2 號高爐原設(shè)計爐缸電偶均為單支電偶,插入深度入炭磚60mm,爐缸環(huán)炭厚度為800mm,為了計算爐缸炭磚殘厚及加強(qiáng)監(jiān)控,2011年3月及6月在爐缸新增安裝了30 支單支電偶,插入深度為緊靠炭磚冷面設(shè)置。從新舊電偶的溫度及其深度差,由此計算出的炭磚殘厚在700-800mm。計算分析:因前期爐缸電偶溫度普遍低于200℃,而新裝電偶溫度60℃,反映的殘厚值不足以采信,原因:①因后期新安裝的電偶緊貼炭磚表面設(shè)置,復(fù)風(fēng)熱膨脹等影響其溫度值存在不準(zhǔn)確性。②電偶設(shè)置靠近冷卻壁,溫度傳輸速率較快,其溫度普遍較低,計算誤差較大。③二點溫度距離太近,只有60mm,數(shù)據(jù)精確性難以保證。為了掌握已經(jīng)12年爐齡的爐缸真實狀況,2011年12月29日利用計劃檢修,新增安裝4 套雙支電偶,其中一套選擇安裝在相對溫度高的1#及2#鐵口之間,可以根據(jù)平面?zhèn)鳠崂碚撨M(jìn)行計算爐缸磚襯厚度。

圖3 爐缸炭磚內(nèi)部結(jié)構(gòu)示意圖
計算公式:q=Δt/(Σli/λi)
其中:L1、L2、L3、L4 分別為凝鐵層厚度、滲鐵層厚度、脆化層厚度和炭磚完好層中電偶熱端至熱面的厚度。λi為不同層的導(dǎo)熱系數(shù)。
根據(jù)對國內(nèi)多座用后高爐爐缸側(cè)壁炭磚殘存結(jié)構(gòu)的統(tǒng)計結(jié)果,多數(shù)情況下,脆化層的厚度在50-100mm 之間。選取2012年2月16日實測溫度435/284℃,插入深度200/100mm。根據(jù)熱流強(qiáng)度反算,取滲鐵層厚度90-60mm,脆化層厚度60-50mm,按兩種情況計算得出熱電偶前段的炭磚殘存厚度分別為96mm 和153mm。加上熱電偶熱端至冷面的厚度(插入深度)200mm,估算爐缸側(cè)壁炭磚的殘存厚度為296-353mm。考慮到凝鐵層的厚度是在理想狀態(tài)下的模型計算值,計算時將其厚度修正為100mm 后計算,殘存厚度為176+200=376mm。根據(jù)現(xiàn)場的實測數(shù)據(jù)和多種結(jié)構(gòu)參數(shù)組合的估算結(jié)果,推測不銹鋼2 號高爐爐缸側(cè)壁炭磚目前的殘存厚度為300mm 左右。
2 高爐護(hù)爐措施
2.1 完善高爐爐缸監(jiān)控
①2 號高爐爐缸初始設(shè)計電偶共30 支,均為單支電偶插入深度入炭磚60mm,為了加強(qiáng)對爐缸環(huán)炭溫度的監(jiān)控,11年3月、6月、9月利用計劃檢修新增電偶均為單支電偶,從二塊冷卻壁間隙重新打孔安裝,且插入深度均為靠炭磚外表面。2011年12月29日計劃檢修安裝4 套雙頭電偶,插入深度入炭磚為200mm、100mm。2012年4月24日在爐缸鐵口區(qū)域新增單支電偶17 支,用以消除鐵口區(qū)域監(jiān)控盲點。
②增加爐缸冷卻壁熱流強(qiáng)度監(jiān)控設(shè)備。爐缸侵蝕進(jìn)程的控制必須首先著眼于爐缸磚襯和2 段壁體溫度的控制,但衡量爐缸侵蝕的嚴(yán)重程度最終還是以熱流強(qiáng)度的高低作為評判標(biāo)準(zhǔn)。因此,準(zhǔn)確計算出爐缸H2-H3 段的熱流強(qiáng)度,并結(jié)合生產(chǎn)實際確定出熱流強(qiáng)度的控制范圍,是爐役后期各項工作的重中之重,也是評價爐缸水系統(tǒng)改造成功與否的關(guān)鍵指標(biāo)。由于熱流強(qiáng)度是根據(jù)冷卻壁的水溫差計算得出,為了準(zhǔn)確計算出爐缸冷卻壁的熱流強(qiáng)度,減少人為因素造成的測量誤差,2011年9月在2#高爐重點區(qū)域的冷卻壁進(jìn)出水管上安裝了高精度測溫電偶和流量計,將測溫數(shù)據(jù)和水流量數(shù)據(jù)采集到計算機(jī),自動計算出單塊冷卻壁的熱流強(qiáng)度,并形成水溫差和熱流強(qiáng)度的實時曲線和歷史曲線,取得了較好的監(jiān)控效果。
③結(jié)合爐缸H3 段壁體溫度和爐缸炭磚溫度,制定了2 號高爐爐缸冷卻壁熱流強(qiáng)度的控制標(biāo)準(zhǔn)范圍:正常值1.0 萬kcal/m2h 以下,警戒值1.3 萬kcal/m2h,危險值大于1.6 萬kcal/m2h 以上。
2.2 強(qiáng)化爐缸冷卻
2 號高爐的爐缸采用的是中壓工業(yè)凈循環(huán)水冷卻,水壓0.85Mpa,H1-H3總水量840m3/h,H4-H5 總水量824m3/h,流速2.1m/s。2011年4月7日爐缸熱電偶TE3673、TE3693 位于爐缸H3、H2 第39 塊冷卻壁上,溫度上升幅度較大,溫度經(jīng)儀表校驗后均屬實。同時爐缸冷卻壁H2-H3 的7#、39#水溫差在2.5℃左右,于是對H2-H3的7#、39#通高壓水強(qiáng)化冷卻。6月7日計劃檢修對H2-H3 的7#、39#改單塊高壓水強(qiáng)化冷卻。2012年4月將三個鐵口處的冷卻壁H2-H3-1#、H2-H3-2#、H2-H3-7#、30#雙串冷卻改單串通高壓水冷卻。經(jīng)過強(qiáng)化冷卻措施改進(jìn),爐缸炭磚侵蝕速度得到有效抑制。
2.3 加強(qiáng)鐵口維護(hù),鐵口泥量維持上限
要求爐前出鐵作業(yè)加強(qiáng)鐵口維護(hù),保證鐵口深度,打泥量按上限操作,當(dāng)鐵口作業(yè)有異常現(xiàn)象時及時匯報,以采取鐵口差異化出鐵,降低該區(qū)域的爐缸環(huán)流沖刷。根據(jù)高爐長壽需求,在不影響爐前開口出鐵及渣鐵處理作業(yè)的前提下,鐵口深度按3400-3600mm 的上限控制。在線鐵口都保持3600mm 及以上的上限深度。鐵口深度控制見圖4。

圖4 鐵口深度月度趨勢圖
2.4 在鐵口區(qū)域新增電偶,增加爐缸重點溫差監(jiān)測頻次、爐缸鐵口區(qū)域爐皮測溫,完善預(yù)警匯報制度。
①新增熱電偶設(shè)置在冷卻壁與冷卻壁間隙中,以大量單支電偶掃除爐缸監(jiān)控盲點,并在重點區(qū)域安裝雙支電偶用以計算爐缸炭磚殘厚,插入深度上單支設(shè)置基本以緊貼炭磚冷面設(shè)置,雙支電偶插入炭磚深度100mm,200mm。并對H3 段鐵口等區(qū)域冷卻壁安裝精密流量計,實時顯示計算爐缸熱流強(qiáng)度變化。
②制定熱流強(qiáng)度上限范圍,指導(dǎo)操作。當(dāng)熱流強(qiáng)度>2萬kcal/m2h,可考慮應(yīng)急休風(fēng)鎮(zhèn)靜10 小時、堵相應(yīng)熱流強(qiáng)度高處位置上方風(fēng)口,考慮相鄰風(fēng)口進(jìn)行喂線作業(yè)。
2.5 調(diào)整高爐操業(yè),合理控制冶煉強(qiáng)度
高爐爐缸環(huán)炭溫度、冷卻壁熱流強(qiáng)度與高爐冶煉強(qiáng)度有著很好的對應(yīng)關(guān)系,隨著冶強(qiáng)的提高,壁體溫度及熱流強(qiáng)度也隨著上升。當(dāng)其它的護(hù)爐措施效果不明顯時,采取控制冶煉強(qiáng)度是最安全有效的手段。2012年3月26日高爐逐步將富氧停用,風(fēng)量適當(dāng)控制,4月1日休風(fēng)堵其上方的2#風(fēng)口,風(fēng)量控制在4200m3/min(全風(fēng)4350m3/min),高爐日產(chǎn)降至5300t/d,4月10日視爐缸電偶溫度及熱流強(qiáng)度持續(xù)升高,果斷休風(fēng)加堵1#風(fēng)口,復(fù)風(fēng)后高爐風(fēng)量控制在3900m3/min-4000m3/min,高爐日產(chǎn)降至5000t/d,利用系數(shù)降低到2.0t/(m3·d)。
2.6 風(fēng)口喂線護(hù)爐
爐頂加入一定比例釩鈦礦護(hù)爐工藝成熟,但短期資源組織及爐況操作等多因素影響,往往帶來爐況不順和應(yīng)用不靈活。而局部風(fēng)口喂線護(hù)爐工藝是一種輔助護(hù)爐的有效手段,解決了常規(guī)釩鈦礦護(hù)爐的劣勢,使用較為靈活,可按需要局部風(fēng)口強(qiáng)化喂線護(hù)爐,參照高爐計劃檢修節(jié)點以及鐵口的休止輪換周期,在爐缸需要修補(bǔ)部位上方風(fēng)口,通過煤槍孔將含鈦物料包芯線用喂線機(jī)送入爐內(nèi),包芯線穿過風(fēng)口、進(jìn)入回旋區(qū)熔化并熔入渣、鐵之中,形成局部高濃度鈦渣,進(jìn)而被還原生成TiC、TiN 并粘附于爐缸形成保護(hù)層,喂線的工藝流程如圖5 所示。

圖5 風(fēng)口喂線工藝流程圖
喂線內(nèi)芯料為鈦精礦,其控制成份TiO2≥46%,S≤0.03%,P≤0.05%。釩鈦礦中含有TiO2,TiO2在高爐內(nèi)高溫還原氣氛條件下生成TiC、TiN 及其固熔體Ti(CN)。它們的熔點都很高,純的TiC 為3150℃、TiN 為2950℃,這些高熔點的鈦的氮化物和碳化物在爐缸、爐底生成發(fā)育和集結(jié),與鐵水及鐵水中析出的石墨等形成黏稠狀物質(zhì),凝結(jié)在離冷卻壁較近的被侵蝕嚴(yán)重的爐缸、爐底的磚縫和內(nèi)襯表面,進(jìn)而對爐缸、爐底內(nèi)襯起到了保護(hù)作用。
2012年5月3日-9日使用風(fēng)口喂含鈦包芯線護(hù)爐,喂線風(fēng)口號為29#、3#風(fēng)口在1#鐵口上方區(qū)域,共計200t左右。喂線過程中取樣:鐵水中[Ti]=0.05%-0.13%、[Si]=0.5%-0.6%之間,爐渣中TiO2含量在0.72%。效果分析:1#鐵口區(qū)域下方1.3m 位置電偶溫度由140℃下降至118℃,見圖6。

圖6 喂線前后鐵口處電偶溫度變化
2.7 長期休風(fēng)鎮(zhèn)靜爐缸
為了進(jìn)一步控制住爐缸熱流強(qiáng)度上升趨勢,將4月的定修日期適當(dāng)提前,在4月24日高爐休風(fēng)鎮(zhèn)靜1913min,休風(fēng)后爐缸水量不進(jìn)行控制,強(qiáng)化冷卻。從復(fù)風(fēng)后的H3段熱流強(qiáng)度及爐缸電偶溫度看,均明顯下降,見圖7,復(fù)風(fēng)后一周仍呈穩(wěn)定下降趨勢,效果較為理想。

圖7 H3 重點冷卻壁熱流強(qiáng)度
3 實施效果
通過采取一系列措施,爐缸環(huán)炭溫度整體下降,1#鐵口區(qū)域下方1.3m 位置電偶溫度從最高302℃下降至107℃左右,2#鐵口下方電偶溫度從195℃下降至50℃,見圖8。爐缸2 段1 號冷卻壁熱流強(qiáng)度由1.72 萬kcal/m2h 下降到1.38 萬kcal/m2h。從爐缸關(guān)鍵部位環(huán)炭溫度和熱流強(qiáng)度的變化趨勢可以看出,二者均呈緩慢下降趨勢,上述護(hù)爐措施起到了較好的效果,輔助爐役后期高爐的安全生產(chǎn)。

圖8 三個鐵口中心下方1.3m 位置電偶溫度
4 結(jié)語
通過采取多種護(hù)爐措施,使高爐爐缸炭磚電偶溫度、冷卻壁熱流強(qiáng)度等參數(shù)控制在相對安全范圍內(nèi),可以延長高爐的使用壽命,大幅提升高爐的經(jīng)濟(jì)性。因此高爐生產(chǎn)應(yīng)在從開爐初期就樹立長壽的意識,從冷卻制度、熱制度、送風(fēng)制度等多方面考慮和進(jìn)行監(jiān)測,在爐缸局部出現(xiàn)侵蝕加劇現(xiàn)象時,應(yīng)果斷采取相應(yīng)的爐內(nèi),爐外護(hù)爐措施,及時遏制住趨勢,從強(qiáng)化冷卻的方面考慮必要的設(shè)備改進(jìn),能有效地減緩對爐缸炭磚的侵蝕,維持爐役后期的安全生產(chǎn)。
[1]胡啟晨.唐鋼3 號高爐第一代爐役期護(hù)爐實踐[J].煉鐵技術(shù)通訊,2009(02).
[2]董國強(qiáng),王宜廣,楊曉韜,郝桂之,徐艷麗.唐鋼3 號高爐爐缸冷卻水系統(tǒng)的改造[J].煉鐵,2007(05).
[3]陸隆文,葉勇,張慶喜.武鋼1 號高爐爐役后期護(hù)爐操作實踐[J].煉鐵,2011(02).
