氣動測試旋轉閥性能的研究及應用
2014-11-28 05:00:38馬英霞王卓崗陳啟超
制造技術與機床 2014年3期
馬英霞 王卓崗 陳啟超
(中航工業慶安集團有限公司,陜西西安 710077)
旋轉閥是液壓閥的主要結構形式之一,廣泛用于作戰飛機機翼及尾翼某運動部位的液壓助力操縱,是助力器操縱系統的關鍵元件之一。本文介紹的旋轉閥由主閥、副閥、內套和外套組成。雖然旋轉閥產品在我公司已經生產了好多年,但對于旋轉閥的制造、裝配以及性能測試還處于初步認識的階段,尤其對旋轉閥性能的判斷還非常落后,僅維持在裝配單位(筆者公司零、組件的裝配與零件的加工分在不同的單位)裝配后的性能檢測環節。處于此環節的不足之處:
(1)該閥類零件生產過程中存在的問題發現比較晚,影響裝配進度及產品的交付節點。
(2)零件在生產過程中根本無法提前控制和補救。
(3)過多的零件因無法返修而報廢,造成浪費。
2011年、2012年,旋轉閥部件交付處于極其被動的時期,產品節點等來的一批批旋轉閥在產品裝配、性能測試后被告知:閥的性能不合格。
問題到底出在哪?如何進行排故?這應該是我們為了保證節點和完成任務首先要做的工作。
如何提前發現問題、提前排除故障是我們必須要考慮的問題。
1 設想
直接在零件加工單位復制一臺液壓試驗裝置,提前進行性能測試?答案是否定的。原因:一是條件不允許,二是目前時機不成熟,三是沒有必要。因為這樣做相當于進行了兩次裝配和測試,浪費人力和時間,根本問題仍得不到有效解決。如何既簡單又不耗費大量的人力和時間,還能將問題提前暴露,提前預控呢?
設想——用氣壓代替液壓做一臺簡易的試驗裝置進行測試,同時在零件進入裝配單位前,在零件加工單位進行模擬試驗,以保證旋轉閥性能的質量狀況。
2 氣動測試原理及結構
2.1 測試旋轉閥的氣動原理

圖1 試驗裝置原理圖
圖1是試驗裝置的原理圖,從氣泵進入氣動量儀兩測試管的壓力,經過氣動量儀壓力調節柱塞調節至相同。若氣動量儀兩氣管壓力相同,左右氣動量儀上的浮標將處于等高靜止狀態,若氣壓有變化,左右氣動量儀上的浮標會產生上下浮動,浮動值的大小可以從氣動量儀試管上的刻度線讀出。
旋轉圖1的調節軸通過搖臂帶動主閥,當主閥旋轉到完全遮蓋住A、B進氣口時,氣動量儀浮標處于最低的0位,無變化。
當主閥順時針旋轉一個角度后,進油口和左腔節油口溝通打開,左氣動量儀浮標上升,隨著開口增大,氣流增大,氣動量儀浮標上升越高。
即:順時針旋轉主閥時,進油口打開,左氣動量儀浮標先于右氣動量儀浮標上升,但可以觀察到兩浮標上升的差值;
逆時針旋轉主閥時,回油口打開,右氣動量儀浮標先于左氣動量儀浮標上升,同樣可以觀察到兩浮標上升的差值;
開口越大,氣動量儀浮標上升越高。
通過旋轉主閥,氣動量儀浮標高低變化,有效分析閥開口的大小和進、回油開口大小。同時可以測算出遮蓋量,順時針旋轉時,進油口打開的瞬間記錄角度盤的值,同時記錄百分表的0位。逆時針旋轉時,通過一定的旋轉角度,行駛一定的位移量,即是該閥的不靈敏范圍和運動的角度范圍。
0位是死區,氣動量儀浮標無變化,當圖1搖臂旋轉S1位移后,左氣動量儀浮標開始上升;當圖1搖臂旋轉S2位移后,右氣動量儀浮標開始上升;位移S1+S2即是該產品的不靈敏范圍,而(S1+S2)/2即是該產品安全密封時的狀態。
2.2 氣流進入旋轉閥的原理
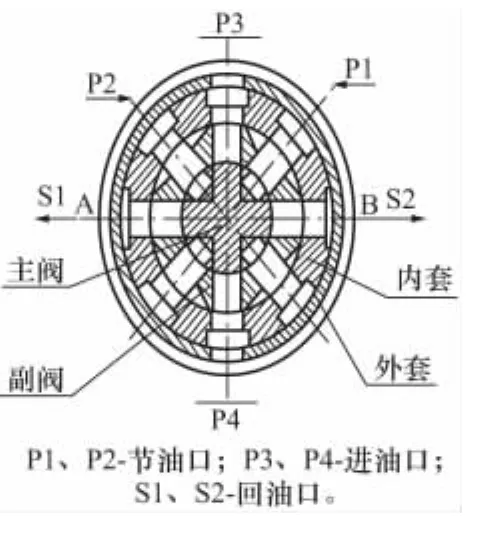
圖2 旋轉閥的原理圖
圖2是旋轉閥的工作原理圖。順時針旋轉調節軸時,主閥使 P3、P1溝通,氣由P3進入P1負載腔,同時P2和S1回油邊溝通,形成一回路。
逆時針旋轉調節軸時,主閥使 P3、P2溝通,氣由P3進入P2負載腔,同時P1和S2回油邊溝通,形成一回路。
P1、P2 壓力相同,當溝通P1、P3的壓力和P2、P3壓力差可以從氣動量儀上讀出,通過壓差可以有效分析出進油、回油對稱性,以及進油口的流量和回油口流量的變化,通過設置氣動量儀0位及百分表,讀出氣動狀態下的遮蓋量。
2.3 主閥、副閥完全展開情況
圖3為旋轉閥的主閥、副閥展開圖。
主閥向右移動時,副閥的L1點和主閥的M2點溝通,進油邊溝通,進油口打開,進入負載腔;同時主閥的M1點和副閥的L2點溝通,回油邊溝通,回油口打開,進入負載腔。
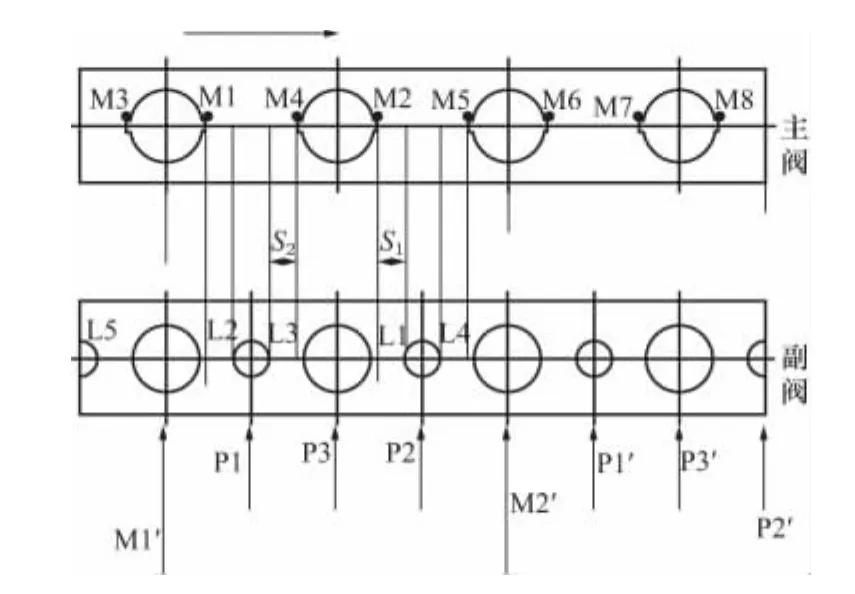
圖3 旋轉閥的展開圖
主閥向左移動時,副閥的L3點和主閥的M4點溝通,回油邊溝通,回油口打開,進入負載腔;同時主閥的M5點和副閥的L4點溝通,進油邊溝通,進油口打開,進入負載腔。
主閥向右移動,L1點和M2點溝通,進油口打開時的位移是圖3所示的S1;主閥向左移動,L3點和M4點溝通,回油口打開時的位移是圖3所示的S2;S1+S2是旋轉閥單邊的遮蓋量,(S1+S2)/2即是旋轉閥單邊的中位,即完全遮蓋時的狀態。
通過進入旋轉閥體內氣體壓力變化,判定旋轉閥的中立位置、開啟狀態、不靈敏區范圍、進油、回油開啟狀態,準確地判定旋轉閥的密封和加工的配合狀態,有效降低旋轉閥的故障率,并可對其進行重疊量的匹配,從根本上提高產品品質。
3 測試裝置組成結構和使用說明
測試裝置主要由測試工裝、氣動量儀、百分表、氣路系統等部分組成,圖4、圖5是測試工裝的結構圖及剖視圖。

圖4 測試工裝
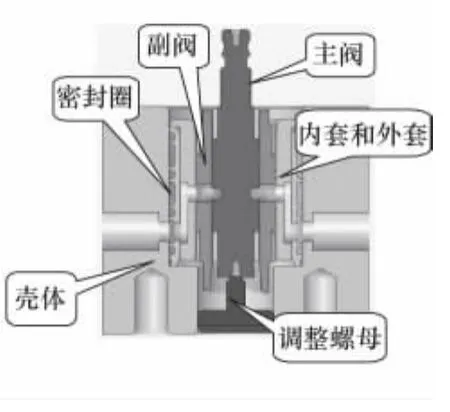
圖5 測試工裝剖視圖
按圖5先將主閥、副閥、內套、外套組裝,再將密封圈安裝在外套的外槽中,然后整體裝入測試裝置的殼體內,通過定位銷固定副閥的高度和角向位置,通過調整螺母調整主閥的高低位置,合適后測試旋轉閥的基本性能。
4 測試及現象分析
調整調節閥將氣泵供應的氣壓調至0.2 MPa以下,同時將氣動量儀設定在一個穩定的壓力區域,通過氣動環規校正,保證氣動量儀的精度在2 μm的范圍內。
用氣管將氣動量儀與圖4殼體的進油孔、回油孔接通,旋轉調節軸使主閥順、逆時針旋轉;觀察進油口、回油口溝通狀態。
現象分析及解決辦法:
(1)順時針旋轉調節軸時,如圖2所示,P3和P1溝通,左氣動量儀浮標上升,同時P2和S1溝通,右氣動量儀浮標上升。
如果左氣動量儀浮標上升,而右氣動量儀浮標始終不動,或者右氣動量儀浮標一直在浮動,則說明存在以下幾種可能:①閥的密封狀態有問題;①主閥與副閥配合間隙過大;③主閥、副閥的圓柱度不合格,產生氣體泄漏;④主閥的弦弧長不對稱。
另一種狀態是,通入相同壓力后,順時針或者逆時針旋轉主閥,氣動量儀浮標始終漂浮;回不到0位,這種狀態是不靈敏區過小,遮蓋量過小或者負遮蓋的表現,說明主閥上的弦弧長過小,或主閥與副閥的配合間隙過大。
(2)如果順時針旋轉調節軸,應該是左氣動量儀浮標先上升,右氣動量儀浮標后上升,而實際情況相反,說明回油邊先打開,進油邊后打開。這種情況,在遮蓋量允許的情況下,通過修研主閥進油邊,使進油邊的開口>回油邊的開口,既可以保證合格的遮蓋量,又可以保證進油邊先打開,回油邊后打開。
(3)順時針旋轉調節軸,左氣動量儀浮標先上升,隨后右氣動量儀浮標也上升,將左氣動量儀浮標和右氣動量儀浮標上升的差值設定為A,如果A值過大,或者A值過小,可通過修研副閥上的進油口和回油口的大小,使得A值保證在一定的范圍內,但是在使得A值變小或者A值變大的過程中都會嚴重影響遮蓋量。
(4)如果通入兩個進油口P3和P4(如圖2)的壓力相同,通過旋轉主閥變化,可以很明顯、直觀地觀察到在兩個進油口尺寸相同的情況下,主閥對稱的弦弧長的差值。理想狀態是,順時針旋轉主閥,兩個氣動量儀呈現等高的狀態向上,如果出現高低不一,則證明主閥的弦弧長對中心有偏差,這時可以通過修研加以調整。
(5)旋轉閥在液壓試驗過程中,經常出現操縱力過大問題,具體分析如下:①主閥、副閥在配合狀態時,在液壓力的作用下,將尖邊毛刺沖出,使得主閥在運動過程中出現滯澀或力過大。①液壓側向力的問題,由于閥的制造誤差,主閥控制進油和回油的弦弧長存在偏差,進油流量和回油流量不相等,主閥受到側向液壓壓緊在副閥孔壁上,縫隙中存留液體被擠出,主閥與副閥間的摩擦變大,即操縱力變大。若兩個進油口的遮蓋量大小相同,回油口大小一致,并且回油邊開口>進油邊開口,液壓油不會產生滯壓,同時由于兩個進油口壓力大小一致,進油壓力在180°方向上一致,回油通暢,則主閥受液壓側向力很小,操縱力會很小。使用該氣動測試裝置測量出兩個進油口遮蓋量大小以及對稱性,可進行微量氣動配磨,同時可以通過修研副閥回油口和進油口的大小,使得回油邊開口>進油邊開口,有效解決滯壓,使油路通暢,從而解決操縱力的問題。
5 測試結果的判定及應用效果
首先將一套或者幾套在裝配單位測試性能合格的旋轉閥裝入試驗裝置的殼體內,給殼體兩處進油口通入相同壓力的氣壓,旋轉調節軸使搖臂帶動主閥順、逆時針旋轉,當主閥旋轉一定位移量后,兩端進油口分別與回油口相通,記錄氣流壓力的變化大小值以及百分表所記錄的主閥旋轉的位移量值,以此作為此種旋轉閥性能判定的標準。
將需要測試的旋轉閥裝入測試裝置內測試,分別記錄旋轉閥測試的氣流壓力變化的大小值和主閥旋轉的位移量值,與標準值比對,如有差異,可通過去毛刺或者改變旋轉閥每個節油口的對稱性以及相對應的主閥上的圓弧差,來調整旋轉閥的氣流壓力變化的大小值和主閥旋轉的位移量值。
通過實際應用,我們已經能判斷出旋轉閥的性能質量狀況,同時也能正確地找出旋轉閥出現故障的部位,為排除旋轉閥故障指出了道路,也使得旋轉閥的交付合格率明顯提高。
[1]趙學清.液壓與氣動[M].哈爾濱:哈爾濱工程大學出版社,2008.
[2]張利平.液壓閥原理、使用與維護[M].北京:化學工業出版社,2011.
[3]田源道.電液伺服閥技術[M].北京:航空工業出版社,2002.
