冷軋全氫罩式爐退火工藝優化實踐
2014-12-02 04:23:34朱大軍
四川冶金 2014年6期
朱大軍
(攀枝花鋼釩有限公司冷軋廠罩平作業區,四川 攀枝花617000)
1 引言
采用全氫罩式爐退火可以獲得所需要的組織結構與性能的冷軋板,清除鋼板表面的積碳,改善鋼板表面質量。目前冷軋廠全氫罩式爐執行的工藝曲線是通過退火實驗及經驗制定。隨著設備升級改造、原料條件的變化及用戶使用要求的提升、市場競爭的加劇,現執行的工藝曲線已經不能完全適應生產、質量、成本的要求。存在退火鋼卷性能波動大,退火時間長,爐臺小時產量低,能源介質消耗高,出爐溫度不準確等情況。通過建立與生產現場條件相匹配的仿真平臺,對全氫罩式爐工藝進行優化,可實現全氫罩式爐工藝的精確控制,提升冷軋產品的競爭力。
2 全氫罩式退火過程
2.1 全氫罩式爐工藝過程簡介
全氫罩式爐工藝過程主要由裝爐、密封測試、氮氣吹掃、加熱、冷卻、出爐等過程組成。根據全氫罩式爐內的傳熱情況,整個退火過程可分為加熱、保溫和冷卻過程。加熱過程從對燒咀點火開始,到保護氣體溫度達到規定的工藝溫度結束。保溫過程從加熱過程結束開始,在規定的工藝溫度下對鋼卷進行保溫,直到同時滿足以下兩個條件時結束:①保溫達到工藝所需的時間;②鋼卷冷、熱點溫差滿足要求。冷卻過程由帶加熱罩緩冷、輻射冷卻(空冷)、風冷和噴淋冷卻四個子過程組成。當鋼卷冷卻到所需的出爐溫度時,完成整個退火過程。不同的鋼種有不同的退火工藝曲線。
在全氫罩式退火爐實際操作過程中,首先根據鋼種在退火曲線表中選擇退火曲線,再根據板寬、卷重等指標得出退火時間。一般為加熱、保溫和冷卻時間等。
3 建立全氫罩式爐數字化仿真平臺
3.1 全氫罩式爐退火傳熱過程
全氫罩式爐退火過程中,加熱和冷卻階段的主要傳熱形式如圖1[1]所示。
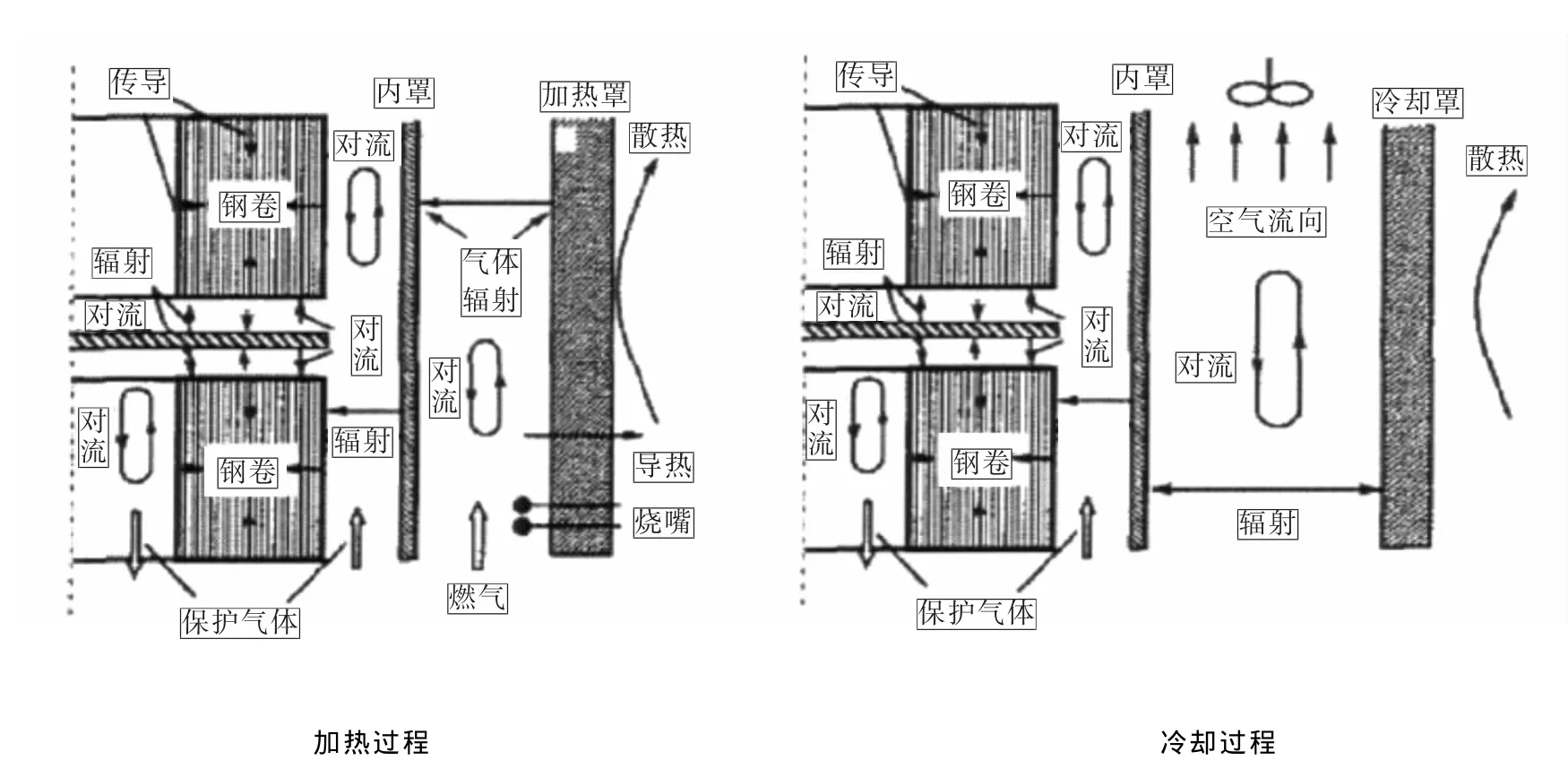
圖1 全氫罩式爐退火過程傳熱示意圖
加熱過程中的傳熱:加熱空間燃燒產生的高溫氣體與加熱罩、內罩的對流、輻射傳熱;加熱罩、內罩間的輻射傳熱;加熱罩本身導熱及其表面散熱。
冷卻過程的傳熱:流動空氣與冷卻罩、內罩的對流換熱;冷卻罩、內罩間的輻射換熱;內罩與噴淋冷卻水的換熱;冷卻罩外表面散熱。
在加熱和冷卻階段都存在的換熱形式:爐內氣體與鋼卷、內罩的對流換熱;內罩與鋼卷的輻射換熱;爐內氣體與對流板的對流換熱;對流板內部導熱;鋼卷內部傳熱;鋼卷上下表面與對流板的輻射換熱。
3.2 全氫罩式爐溫度場耦合體系
通過全氫罩式爐退火過程傳熱的分析,說明全氫罩式爐退火過程是一個多因素耦合的傳熱過程。如圖2所示的全氫罩式爐溫度場耦合體系。
根據圖2全氫罩式爐溫度場耦合體系邏輯圖,可知全氫罩式爐工作過程中的幾個溫度場分別是:鋼卷的溫度場、保護氣體溫度場和流場、內罩溫度場、爐膛空間(加熱空間)溫度場和流場、冷卻介質流場和溫度場、加熱罩溫度場和冷卻罩溫度場,其中鋼卷溫度場是全氫爐退火過程的核心[2]。因此,分別建立全氫罩式爐工作過程中加熱罩溫度計算模型、爐氣的溫度計算模型、內罩內保護氣體溫度計算模型、內罩溫度計算模型、鋼卷溫度計算模型,作為設計全氫罩式爐退火過程鋼卷溫度場離線預測程序的基礎。然后利用基于.net平臺的C#語言和.xml文件編制完成全氫罩式爐數字化仿真平臺。
全氫罩式爐數字化仿真平臺可根據已知的各個退火工藝階段的時長,計算獲得鋼卷溫度場在整個退火過程中的變化。或根據鋼卷退火工藝要求的溫度,計算得到各個階段鋼卷所需的退火工藝時間。程序計算結束后,可顯示計算出的溫度場結果圖形,如圖3所示。
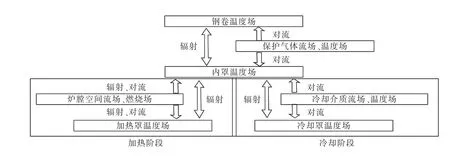
圖2 全氫罩式爐溫度場耦合體系邏輯圖
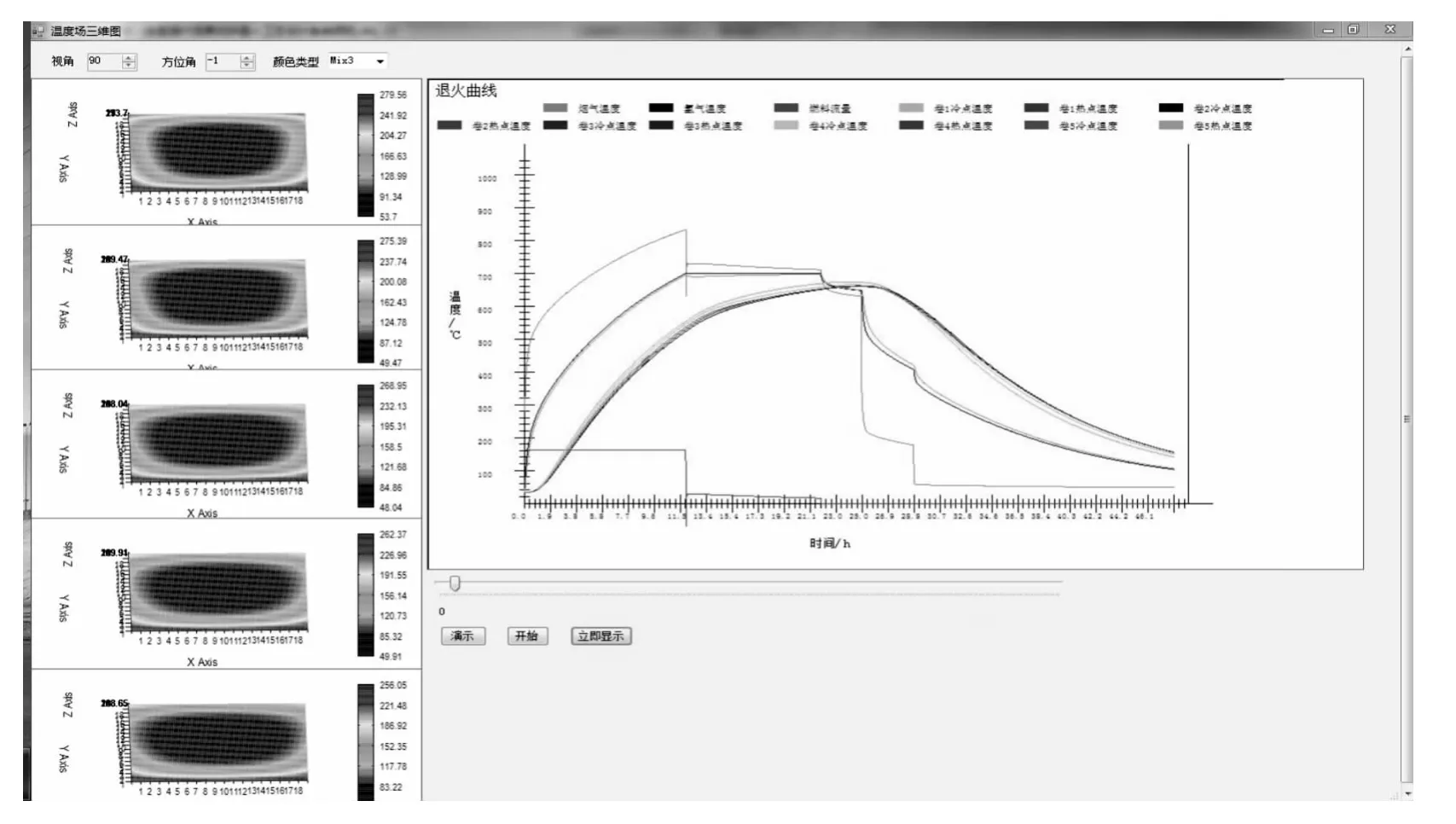
圖3 計算溫度場結果顯示
3.3 實測全氫罩式爐鋼卷溫度
根據全氫罩式爐爐內流場及溫度場的分析,通常帶鋼熱點在一個鋼卷的上邊緣,冷點在一個鋼卷的板寬方向的二分之一處,卷取高度(從內徑向外)三分之一處[3]。根據這個溫度分布規律,我們將測試熱電偶,按圖4進行了布置。
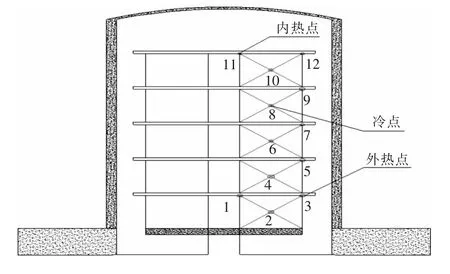
圖4 測試熱電偶布置圖
為了把熱電偶放到理論的熱點與冷點,在帶鋼卷取的過程中,在放熱電偶的鋼卷層之間預先卷入與熱電偶直徑相當的插片,形成一定的間隙便于插入熱電偶。以DQ級鋼為例,選取5個同規格鋼卷組垛裝爐進行測試,測試結果見圖5。
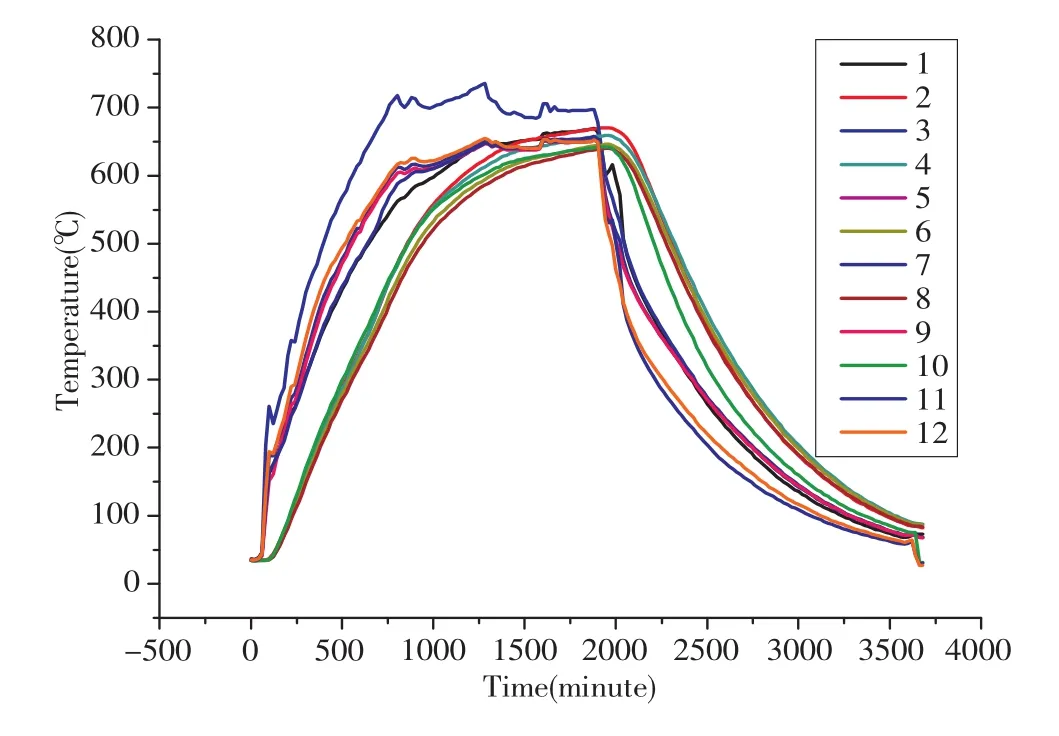
圖5 DQ級鋼測量溫度曲線
3.4 數字化仿真平臺優化
為了使仿真平臺程序模擬計算鋼卷溫度更加準確,將多爐退火實測的時間作為程序計算的初始條件,計算出爐內鋼卷卷芯及邊部溫度。將計算出的溫度與各爐插片實測溫度進行對比,通過對數值模型中一些重要參數進行調整和修正,使仿真平臺程序數值計算結果與插片實測結果盡量一致。然后再用另外爐臺的插片實測數據檢驗仿真平臺程序計算的準確性。以下是10#爐(DQ料)插片實測對比情況,具體參數見表1、表2、表3。
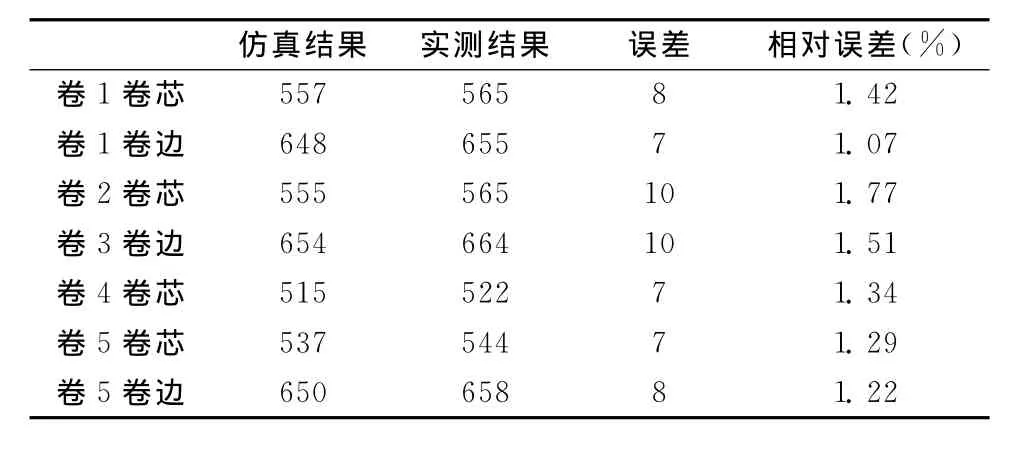
表1 升溫階段結束時鋼卷中溫度仿真結果與實測結果對比(℃)
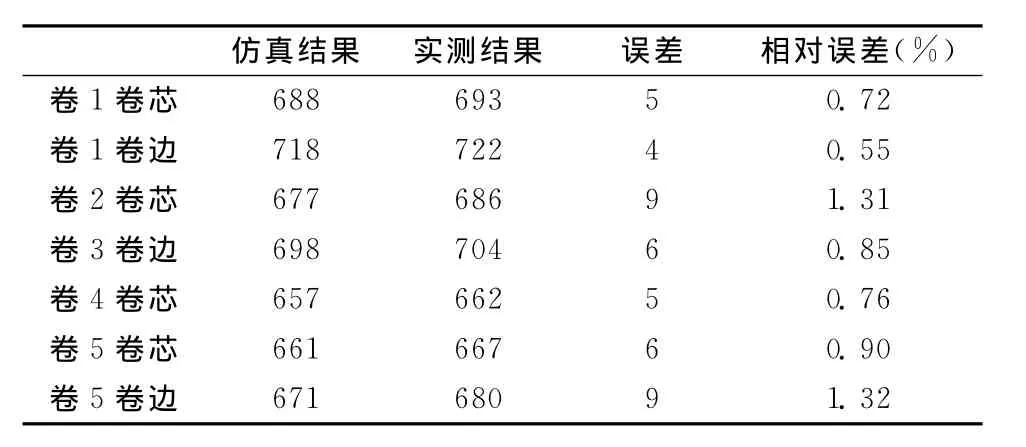
表2 保溫階段結束時鋼卷中溫度仿真結果與實測結果對比(℃)
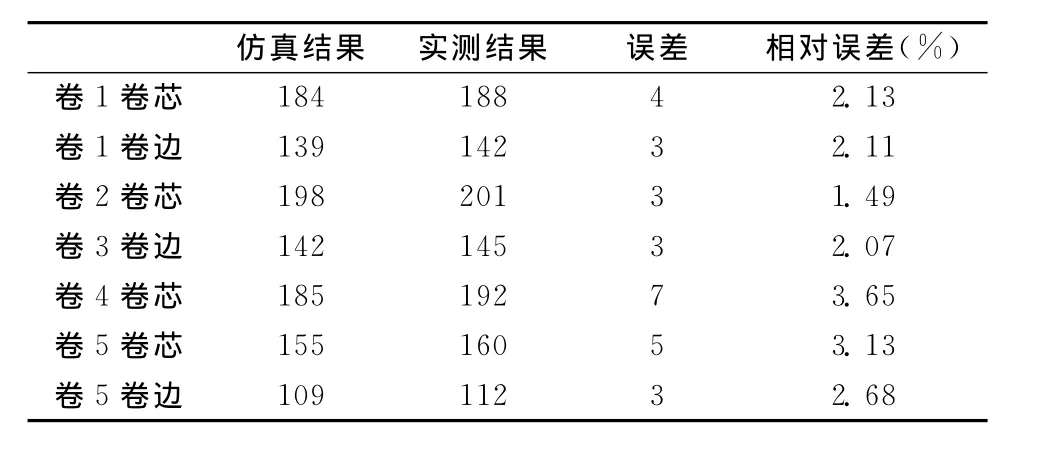
表3 冷卻階段結束時鋼卷中溫度仿真結果與實測結果對比(℃)
根據對比可知,此仿真平臺所計算得到的鋼卷各處溫度與插片實測溫度相差不超過10℃,誤差在4%以內,精確度好于很多未經過現場插片修正的仿真軟件,完全可用于優化生產現場實際工藝。
4 退火工藝的優化
用仿真平臺程序模擬計算一爐DQ級鋼(爐臺、鋼卷參數略)的數據,截取保溫結束前2h、壓緊電偶到140℃前2h、鋼卷最冷點(4)到150℃前2h的數據如表4、表5、表6。

表4 DQ級鋼保溫結束前2h的記錄數據

表5 DQ級鋼在后期噴淋冷卻過程中,壓緊電偶到140℃前2h的記錄數據

表6 DQ級鋼在后期噴淋冷卻過程中,鋼卷最冷點(4)到150℃前2h的記錄數據
4.1 加熱制度的優化
4.1.1 加熱速度優化
因帶鋼從400℃加熱到保溫溫度723℃以下期間,正是再結晶形成階段,帶鋼的性能和表面質量都有相當大的影響,因而在這個溫度區間加熱速度必須予以控制[5]。通過仿真平臺測試發現,冷軋全氫罩式爐易粘結的鋼種加熱較快,達60℃/h以上。用仿真平臺對加熱速度進行優化后,根據鋼種規定升溫速度為20℃/h~50℃/h(具體加熱工藝略),新工藝執行后降低了粘結缺陷。
4.1.2 保溫時間優化
很多冷軋薄板生產廠和研究單位對爐內溫度的分布與控制電偶(CT)和爐臺壓緊電偶(BT)溫度的關系進行了研究,得出了不同沖壓級別冷軋板退火工藝所允許的CT和BT溫差(△T)的要求[4],見表7。
通過DQ級鋼保溫結束前2h的記錄數據(表4),我們看到在后期的保溫過程中,爐內壓緊溫度上升很慢,到離保溫結束2h的時間段里幾乎沒有什么變化,而帶鋼邊部的溫度都趨于爐氣溫度,爐氣溫度與壓緊溫度的溫差已經小于40℃,由此判定鋼卷加熱保溫可以結束。因此,根據仿真計算在罩式退火爐退火過程中各點的溫度數據,說明原有的退火曲線有優化的余地,于是在生產過程中進行了退火曲線的優化:將原來保溫階段時間縮短2h。優化前后性能對比如表8。

表7 不同鋼種對△T的要求

表8 DQ鋼種優化前后性能對比
從表8可以看出,保溫時間減少2h的工藝制度,完全能滿足產品的性能要求。實行新工藝后提高了爐臺小時產量。
4.2 冷卻制度的優化
全氫罩式爐退火過程中,在降溫階段,鋼卷外圈與中部溫差加大,鋼卷的外層因冷縮與尚未降溫的內層形成抱緊狀態,因帶鋼經再結晶后屈服極限大幅降低,在卷芯溫度由峰值降至600℃過程中,帶鋼層間在壓應力作用下產生塑性變形,使層間緊密接觸面積顯著增大[6]。鋼卷中部處于高溫高壓下,極易產生粘結。因此對不同規格的帶鋼,應采用不同的帶罩冷卻時間,減緩高溫冷卻速度,避免高溫冷卻時產生較大的壓應力,以減少粘結缺陷。
通過仿真平臺程序模擬計算,在保溫結束后,用加熱罩緩慢冷卻,此時冷空氣通過燒咀吹到爐內,能維持確定的緩慢冷卻速度。針對易粘結的鋼種或規格,采用帶加熱罩緩冷2h-6h,在實際退火過程中,鋼卷粘結缺陷得以有效控制。
4.3 出爐溫度優化
出爐溫度的確定:以帶鋼出爐后與空氣接觸不發生氧化為依據,帶鋼的氧化溫度為160℃[7]。考慮到鋼卷內外溫差、爐臺利用率和確保表面質量,出爐溫度應當以≤150℃為宜。通過表5、表6數據我們可以看到,現行冷卻制度中的出爐溫度(壓緊140℃)過高,壓緊溫度140℃時,爐內第二卷溫度的冷點溫度為198℃。只有在壓緊電偶達到110℃的時候,第2卷帶鋼的冷點溫度為150℃,已經達到出爐時不被氧化的溫度點150℃,而處于帶鋼邊部的溫度都在100℃左右,可以得出在壓緊電偶達到110℃的時候,帶鋼冷卻可以結束。所以要考慮確保表面質量,出爐溫度修正為壓緊110℃較為合理。實行新的出爐溫度后減少了氧化色缺陷。
5 結論
利用仿真平臺軟件對現行全氫罩式爐退火工藝的加熱制度、冷卻制度、出爐溫度進行優化后:
(1)提高了全氫罩式爐的爐臺小時產量,月增產1 500t以上;
(2)降低了全氫罩式爐的能耗,電耗降低1.09%,煤氣消耗降低2.10%;
(3)減少了罩式爐機組粘結、氧化色缺陷的產生,產品一組品率提高了15.50%。
[1]林林,等.全氫罩式退火爐退火熱過程的研究(I)[J].北京科技大學學報,2003,(2).
[2]高偉.全氫罩式爐退火過程鋼卷溫度場和應力場的耦合研究 [D].華中科技大學,2008.
[3]趙愛偉.減少冷軋卷粘結缺陷的實踐[J].新疆鋼鐵,2011(2).
[4]陳云譯.全氫罩式爐退火工藝的最佳控制[J].國外鋼鐵釩鈦,1996.
[5]張景進.板帶冷軋生產[M].北京:冶金工業出版社.2006.
[6]王曉宇,等.冷軋帶鋼退火粘結缺陷的研究[J].鞍鋼技術,2001(6).
[7]王建平,等.實測全氫罩式爐料溫優化退火曲線[J].應用能源技術,2010(2).
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年2期)2015-02-28 18:45:09
