巧修壓力機工作臺頂桿孔
2014-12-02 01:35:32長城汽車股份有限公司河北保定071000江鳳振李秋虎馬平山
金屬加工(冷加工) 2014年18期
長城汽車股份有限公司 (河北保定 071000) 江鳳振 李秋虎 馬平山
壓力機經過長時間的運行,工作臺頂桿孔磨偏,是普遍存在的疑難問題。小型壓力機工作臺體積較小、質量輕,頂桿孔磨偏的修復大多采用鏜銑床擴孔、鑲套,即可恢復正常使用。
我公司一臺S4—1300kN 數控四點多連桿壓力機工作臺頂桿孔磨偏嚴重,已不能滿足生產需要,由于該機工作臺4000 mm ×2200 mm ×300 mm,重約20 t,一般龍門銑不能承載加工,修復工作臺頂桿孔遇到了困難。我們研究了幾套維修方案,最后結合工作臺實際狀況,優選了鉆模擴孔→精鉸→鑲套的修復方案,收到了滿意的效果。
1.用搖臂鉆床擴孔
使用Z3080 × 25 搖臂鉆床,將設計好的擴孔鉆模找正固定在磨偏的頂桿孔上端,用φ63.8 mm 鉆頭對磨偏的頂桿孔進行擴孔,鉆頭轉速選80 r/min,進給量選0.63 mm/r,用3%~8%乳化液冷卻,擴孔深度取H=100.50 mm (見圖1)。
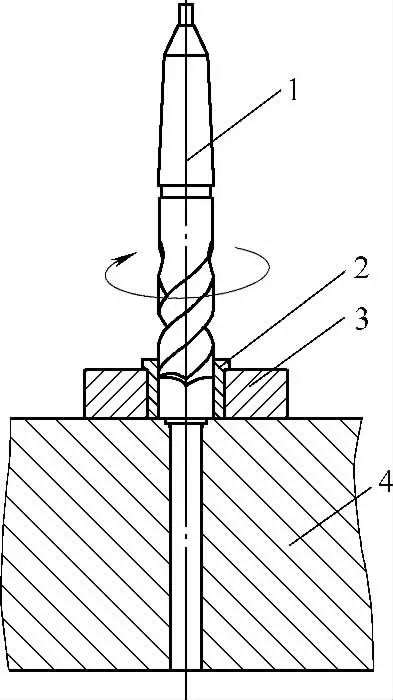
圖1
2.精鉸毛孔
將自制的專用鉸刀置于搖臂鉆床主軸錐孔上,對已經擴孔的毛孔進行精鉸加工,鉸刀轉速選50 r/min,進給量選0.32 mm/r,并用3%~5%的乳化液對鉸孔表面進行冷卻,鉸孔達φ64H7 即可,表面粗糙度值Ra=3.2 μm,如圖2所示。
3.鑲套
將已加工好的MC 耐磨增強尼龍套用液氮冷裝法鑲入已加工好的孔內,過盈量經實踐優選,取φ64H7/u6 配合最佳,鑲套端面凹進工作臺面0.30~0.50 mm 即可(見圖3)。
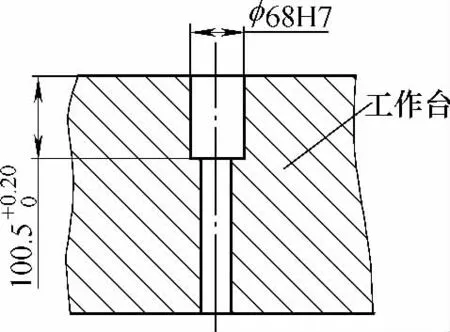
圖2
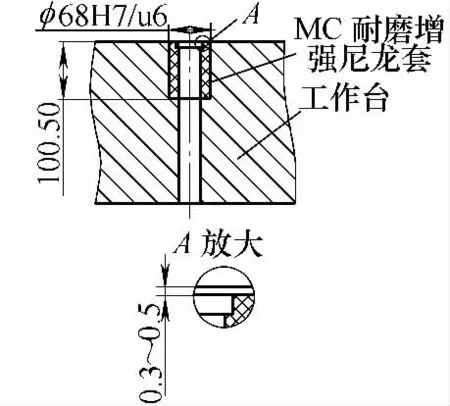
圖3
修復后的工作臺經1年多的使用,頂桿頂起準確,根除了因頂桿孔磨偏而引起的頂桿頂壞模具的故障,也提高了沖壓件的品質,鑲套后設備維護人員發現頂桿孔磨偏超差,及時更換MC 耐磨尼龍套,就可恢復頂桿孔導向精度。
上述修理方法解決了大型壓力機工作臺頂桿孔磨偏鑲套難的問題,簡單經濟,實用有效。